Procesi i heqjes së gurëve: Pse është i rëndësishëm në prodhim?
Përditësimi i fundit 14/09, koha për të lexuar: 8 minuta
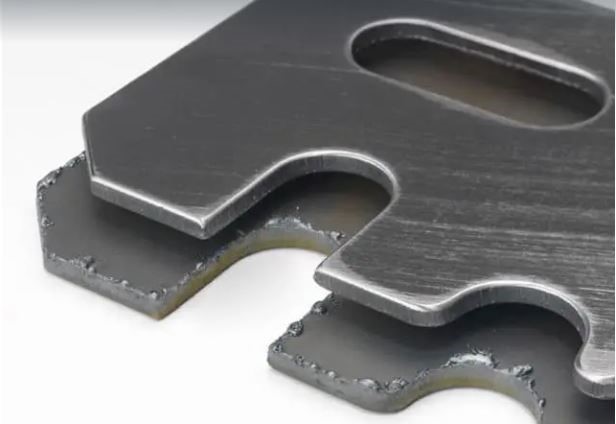
Pjesë metalike me gërvishtje dhe pas heqjes
Kur hapim një vrimë dhe presimllamarinegjatë procesit të prodhimit, vrima dhe skajet lënë një material shtesë të vogël në formë vullkani të ngjitur në të dy anët, i njohur si një gërvishtje.Pothuajse të gjitha metodat e prodhimit, duke përfshirëprerje, bluarje, shpim, gdhendje,duke u kthyer, dhe grushtimi i gjetheve, gërvishtja në pjesët metalike pas operacionit.Ky prerje ndikon në matjen, montimin, forcën dhe madje edhe bukurinë estetike të produktit.Prandaj, Deburring duhet të merret parasysh në çdo projekt prodhimi.
Llojet e Burr
Karakteristikat e përpunimit dhe të pjesës së punës përfshijnë llojin e mjetit, orientimin e veglave, vetitë e pjesës së punës dhe më e rëndësishmja,mënyra se si mjeti hyn dhe del gjatë ekzekutimit të operacionit të prodhimit, përcakton llojin e grykës në sipërfaqe.
Këtu janë llojet e zakonshme të gërvishtjeveqë duhej hequr në prodhim
| Lloji burr | Skenar |
| Poisson Burr | Kur metali merr stres të tepërt në sipërfaqe, skajet e tij deformohen dhe zgjaten nga plastika. |
| Burr i prerë | Gryka është në pjesën e prerë të pjesës së punës ndërsa është e ndarë nga pjesa qendrore. |
| Rrokulliset mbi | grykë e bërë në daljen e një mjeti nga pjesa e punës: Ai merr pak material gjatë ushqyerjes |
| Grykë loti | Burr mbeti së bashku me anën e prerë gjatë operacionit të goditjes. |
Llojet e shkrirjes
Shkarkimi mund të bëhet në mënyra të ndryshme në varësi të pjesës metalike dhe grykës.Metodat më të njohura të pastrimit përfshijnëmanual,Përpunimi me CNC, vibruese, elektrokimike, termike dhe gërryese.
1. Largim me makineri CNC
Siç e dini, çdo proces përpunimi në njëMakinë CNCka mjete specifike për të kryer dhe heqja e gërvishtjeve mund të arrihet gjithashtu duke ndryshuar mjetin, megjithëse mund të shtojë kohën e ciklit.Lloji i veglës së heqjes së gërvishtjeve varet nga ajo që do të hiqni, vrima, vrima të kryqëzuara, skajet ose sipërfaqja e sheshtë.Ju mund të zgjidhni mjetin e synuar kryesisht për atë aplikacion bazuar në këtë.
Skajet:Veglat e zbërthimit ose prerës CNC për të fshirë materialin e ngritur dhe për të lëmuar sipërfaqen
Vrimat:Vegla për heqjen e gërvishtjeve me rrotullim
Sipërfaqe të sheshta: Furçat e heqjes së gërvishtjeve mund të montohen lehtësisht në bisht
Fijet:Fijet nuk kanë një grykë gjigante.Zgjidhni një furçë të përshtatshme.
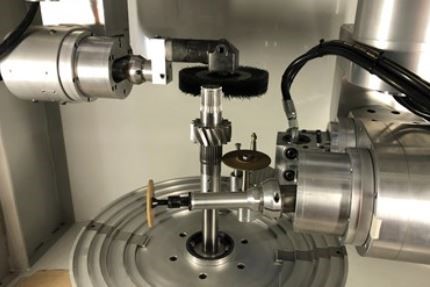
Largim me makineri CNC
APas zgjedhjes së mjeteve, ndiqni hapat e mëposhtëm
1. Konfiguro programimin CNC për heqjen e gërvishtjeve
2. Përcaktoni koordinatën fillestare të mjetit (X, Y, Z), më pas tërhiqeni atë te pjesa.Mund ta vendosni deri në gjysmën e gamës së mjetit.
3. Futni variablat e hyrjes si fuqia e përputhshmërisë dhe shpejtësia e furnizimit bazuar në madhësinë e gërvishtjes.Pastaj, rregulloni pozicionin dhe filloni veprimin.
Karakteristikat e deburrimit me CNC
· Deburrimi i komponentëve të përpunimit CNC është një proces i shpejtë që mund të bëhet në modelet me një njësi dhe me shumë njësi të pjesëve të prodhuara.
· Krahasuar me teknikat konvencionale, shpejtësia e heqjes së tij është më e lartë;mund të shkëpusë deri në 3 metra në një minutë.
· Variablat e frekuencës dhe të tjera hyrëse mund të rregullohen në mënyrë dixhitale sipas kërkesave të përpunimit.
· Nuk ndikon në butësinë e sipërfaqes së përparme dhe nuk dëmton pjesën.
· Nuk ndikon në saktësinë dimensionale ose forcën e pjesëve dhe ndihmon në forcimin e produktit pasi të jetë pajisur me përbërës të tjerë.
2. Presioni i lartë - Shkarkimi i rrymës së ujit
Një metodë tjetër popullore për heqjen e pluhurit, patate të skuqura dhe gërvishtjet nga pjesët për t'i bërë ato të lëmuara është heqja e gërvishtjeve të ujit me presion të lartë.Gryka dhe copat e seksionit të pjesës së specifikuar rrëzohen nga uji me presion të lartë (35 deri në 60 MPa) nga rryma.Kjo qasje e heqjes së gurëve mund të arrijë gjithashtu një sipërfaqe të pastër dhe pa mbetje.Fatkeqësisht, veglat e përgjithshme të heqjes së gërvishtjeve nuk mund të kryejnë këtë proces heqjeje që përdoret për pjesët komplekse.
3. Shkarkimi manual
Shkarkimi manual është një metodë e nderuar me kohë për zbutjen dhe rrafshimin e sipërfaqes duke hequr mbetjet e bashkangjitura të mbetura në zonën e përpunimit të pjesës.Mund të përdoret duke përdorur mjete të ndryshme të formave dhe madhësive të ndryshme.Veglat e dorës përdoren për këputjen e skajeve të mprehta dhe vrimave të trokitura dhe sigurojnë uniformitet të sipërfaqes.Shumica e proceseve të prodhimit të kryera në punishte që nuk janë të automatizuara mbështeten në heqjen manuale nga teknikë të kualifikuar.
Doreza dhe një teh i zëvendësueshëm janë dy komponentët kryesorë të mjeteve të heqjes manuale.Operacioni i heqjes së gërvishtjeve në vrimë kërkon një dorë të qëndrueshme në mbajtjen dhe rrotullimin e tehuve të heqjes së gërvishtjeve në seksionin e pjesës, ndërsa operacionet e heqjes së gërvishtjeve në skajet e prerjes dhe sipërfaqet e sheshta mund të bëhen duke përdorur një skedar dore ose një mjet të rregullt këputjeje.Sipas llojit, procesit dytësor dhe aplikimit të pjesëve, tehet me një sërë formash mund të përdoren në një dorezë të vetme duke zëvendësuar atë të mëparshmen.

Shkarkimi manual
4. Shkarkimi elektrokimik
Gurëzat në gjeometrinë komplekse janë të vështira për t'u hequr duke përdorur metoda CNC, manuale, gërryese, vibruese dhe të tjera.Prandaj përdoret heqja elektrokimike.Shkarkimi elektrokimik bazohet në parimin e elektrolizës.
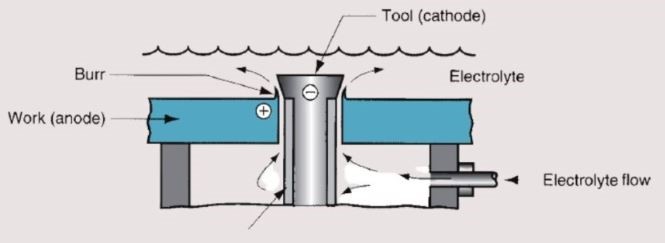
Procesi elektrokimik i gërryerjes
Pjesa e punës është e lidhur me terminalin pozitiv të burimit të energjisë (anodë).Mjeti i heqjes elektrokimike me izolim lidhet me terminalin negativ (katod), me elektrolit glikol ose solucion kripe.Një elektrolit kalon nëpër hendekun e projektimit midis grykës dhe mjetit.Ai shpërndan gërvishtjet duke transferuar jonin metalik të pjesës së punës, duke prodhuar një pluhur hidroksidi si nënprodukt.
5. Shkarkim gërryes
Materialet gërryese të imta përdoren në këtë teknikë për të hequr parregullsitë e vogla nga sipërfaqja e artikullit të përpunuar dhe për të krijuar një strukturë të lëmuar sipërfaqeje.Tehët e çelikut, oksidit të aluminit dhe qelqit me qëndrueshmëri të lartë janë materiale gërryese të zakonshme që përdoren për të krijuar një rrymë të kontrollueshme heqëse që mund të heqë lehtësisht gërvishtjet duke e drejtuar avionin drejt tyre.Shpërthimi mikro-gërryes është një emër tjetër për të që përdorin prodhuesit.Meqenëse kjo qasje e heqjes heq mikronet nga sipërfaqja, e bën atë ideale për pjesët që kërkojnë saktësi ekstreme, të tilla si blloqet e motorit, hapësira ajrore dhe elementët robotikë.
Përfitimet e Deburring
Deburrimi përfiton matjen, montimin, forcën, bukurinë estetike dhe cilësinë e përgjithshme të produktit përfundimtar.
Këtu janë përfitimet kryesore;
· Zhbërthimi heq metalin e ngjitur në vrimën dhe sipërfaqen e trokitur, kështu që kryesisht i zbut ato dhe ndihmon në krijimin e një fortësie të kombinuar mirë gjatë bashkimit të përbërësve të shkrirë.
· Vrimat e pastra bëjnë çiftëzimin e përsosur në montim.
· Rrafshimi i pjesëve rritet me heqjen e gërvishtjeve, gjë që do ta bëjë më të lehtë për operacionet dytësore.
· Burr mund të anojë njërën anë të pjesës ndërsa bashkohet me të tjerat, duke rezultuar në mospërputhje mes tyre.Si rezultat, mospërshtatja krijon potencialin për të shkaktuar dështimin e produktit.Ky rrezik i dështimit mund të reduktohet me gërvishtjen e duhur të komponentëve.
· Kur matja merret dhe përdoret gjatë fazave të prodhimit, sipërfaqja e pabarabartë e fletës metalike me gërshërë të bashkangjitur do të ndikojë në saktësinë.Madhësia e gabuar mund të çojë në dështim në veçoritë e produktit dhe mund të jetë një produkt i pakënaqur për klientët.
· Sipërfaqja e lëmuar dhe e zhveshur përmirëson estetikën e pjesës dhe ndihmon në procesin e mëtejshëm të dekorimit.
· Shumica e skajeve të sapoprera kanë skaje të mprehta;heqja e gurëve mund të zbusë mprehtësinë, duke i bërë punëtorët dhe klientët të ndihen më të sigurt.
Kufizimet e Deburring
Pa asnjë dyshim, Deburring është qasja më e mirë për të lëmuar sipërfaqen e pjesëve metalike, por ka disa kufizime në funksionimin në disa skenarë.
1. Qoshe dhe skaje të mprehta
Heqja e qosheve të mprehta dhe me kënd të ulët është mjaft e ndërlikuar.Mund të heqë shumë aksione me gërvishtje të vogla, duke rezultuar në skaje të papërsosura dhe humbje të dimensionit të pjesës metalike.
2. Dhomat e mbyllura
Shkarkimi i dhomave të mbyllura është mjaft i vështirë për t'u vazhduar.Heqja e gërvishtjeve nga skajet e dhomës mund të revokojë trashësinë kritike të dhomës.
3. Gjeometri komplekse
Të gjitha pjesët nuk mund të fshihen me veglat rrotulluese, si ingranazhet e pjerrëta dhe komponentët e tjerë të transmisionit, sepse këto gjeometri komplekse lënë gërvishtjen e gjatë dhe të trashë.
4. Gërvishtja e sipërfaqes
Gjatë lëmimit të sipërfaqes me gërvishtje, nëse profesionistët nuk trajtojnë veglat, ekziston rreziku i gërvishtjes nga sipërfaqja pa vëmendjen e duhur, gjë që ndikon në trashësinë e pjesës metalike, duke ulur rezistencën e produktit përfundimtar.
Mendimet e fundit
Mbarimi i sipërfaqes është një term i gjerë që përfshin operacione të ndryshme të përpunimit, bluarje, lustrim me gërryerje, veshje dhe procese të tjera lëmimi të pjesëve metalike.Megjithatë, mund të jetë vetëm një bukuri estetike për klientët e përgjithshëm.Por përfundimi ka një ndikim të rëndësishëm në jetën dhe cilësinë e produktit përfundimtar.
Një papërsosmëri e lehtë në sipërfaqen metalike mund të çojë në një problem montimi gjatë montimit të pjesëve.Meqenëse cilësia e montimit ndikon në forcën e fugave dhe përshtatjeve, përfundimi i sipërfaqes duhet të jetë një përparësi kryesore për prodhuesit.Shkarkimi është operacioni fillestar për zbutjen sepse një proces tjetër, si shkëlqimi, lyerja dhe veshja, bëhet perfekt vetëm pasi të keni hequr mbetjet e vogla të ngjitura në sipërfaqe.Firma jonë ka punuar në të gjitha shërbimet e prodhimit nga projektimi i prototipit deri tek përfundimi i produktit nën të njëjtën çati.Përpunimi me CNC, derdhje me injeksion, dheNxjerrja e aluminitjanë gjithashtu ekspertiza jonë që ju mund të mbështeteni tek ne.
Ne kemi ofruar pastrim cilësor për pjesët metalike, pavarësisht se çfarë lloj përfundimi nevojitet në varësi të përpunimit të aplikuar në elementë.Ndjehuni të lirë tëna drejtohunëse keni nevojë për ndonjë shërbim të lidhur me prodhimin.
FAQ-të
Është heqja e gurëve zgjidhja më e mirë për të lëmuar sipërfaqen?
Po, është qasja më e mirë.Shkarkimi heq zgjatimin e metalit të ngjitur dhe mbetjet në sipërfaqe pas përpunimit.Gjithashtu, mund të kontrollohet për të parandaluar gërvishtjet e panevojshme nga sipërfaqja gjatë lëmimit.
Cili lloj heqjeje është më i mirë?
Nuk ka përgjigje të vërtetë;varet nga kërkesa e produktit final që do të prodhohet.Nëse produkti përfundimtar nuk ka nevojë për saktësi të lartë, ai mund të bëhet me dorë me mjete të thjeshta.Megjithatë, elektrokimika do të ishte metoda më e mirë nëse komponentët kanë nevojë për saktësi të lartë.
Cila teknikë e heqjes së gurëve është e shpejtë?
Shkarkimi elektrokimik është i shpejtë në krahasim me të tjerët dhe mund të bëhet brenda një minute.Makina CNC është gjithashtu një proces i shpejtë dhe i lehtë nëse pjesa e punës është e madhe (Ajo mund të shkëpusë deri në 3 metra në një veprim të vetëm).
Koha e postimit: maj-30-2022