Sorjázási folyamat: Miért fontos ez a gyártásban?
Utolsó frissítés: 09/14, elolvasási idő: 8 perc
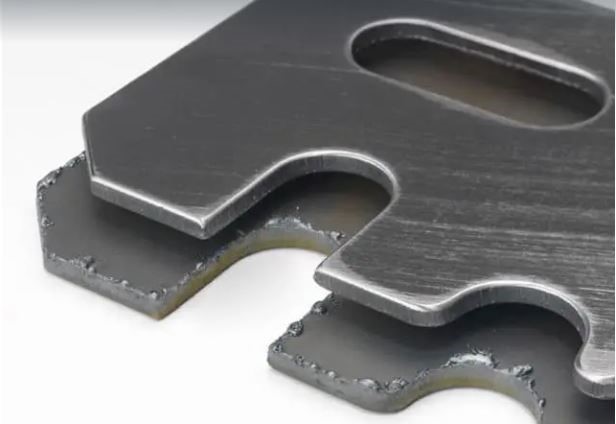
Fém rész sorjával és sorjázás után
Amikor lyukat fúrunk és levágjuk afém lemezA gyártási folyamat során a lyukak és a szélek egy kis vulkán alakú extra anyagot hagynak maguk után mindkét oldalon, amelyet fúrónak neveznek.Szinte minden gyártási módszer, beleértvevágás, marás, fúrás, gravírozás,fordulás, és lyukasztó levelek, sorja a fém részeken a műtét után.Ez a fúró hatással van a termék méretére, összeszerelésére, szilárdságára, sőt esztétikai szépségére is.Ezért a sorjázást minden gyártási projektben figyelembe kell venni.
Sorja típusai
A megmunkálási és a munkadarab jellemzői közé tartozik a szerszám típusa, a szerszám orientációja, a munkadarab tulajdonságai, és ami a legfontosabb,A szerszám be- és kilépése a gyártási művelet végrehajtása során meghatározza a felületen lévő sorja típusát.
Íme a sorja leggyakoribb típusaiamelyeket a gyártás során el kellett távolítani
| Sorja típusa | Forgatókönyv |
| Poisson Burr | Amikor a fém felületét túlzott igénybevételnek vetik alá, szélei képlékenyen deformálódnak és megnyúlnak. |
| Levágott sorja | A sorja a munkadarab vágott szakaszán van, miközben el van választva a központi résztől. |
| Felborulás | sorja a szerszámnak a munkadarabból való kilépésén: Eltávolítás közben elvesz egy kis anyagot |
| Szakadás sorja | A sorja a vágott oldallal együtt maradt a lyukasztás során. |
A sorjázás fajtái
A sorjátlanítás a fémrésztől és a sorjától függően többféleképpen is elvégezhető.A legnépszerűbb sorjázási módszerek közé tartozikkézikönyv,CNC megmunkálás, vibrációs, elektrokémiai, termikus és csiszoló.
1. Sorjázás CNC géppel
Mint tudják, minden megmunkálási folyamat aCNC gépspeciális eszközöket kell végrehajtania, és a sorjázás a szerszám cseréjével is megvalósítható, bár ez megnövelheti a ciklusidőt.A sorjázó szerszám típusa attól függ, hogy mit fog sorjázni, lyukat, keresztfuratokat, éleket vagy sík felületet.Ez alapján választhatja ki az adott alkalmazáshoz az elsődlegesen célzott eszközt.
Élek:Letörő szerszámok vagy CNC vágó a megemelkedett anyag törléséhez és a felület simításához
Lyukak:Forgó sorjázó szerszámok
Lapos felületek: A sorjázó kefék könnyen felszerelhetők a fúróra
Szálak:A szálaknak nincs óriási sorja.Válasszon megfelelő ecsetet.
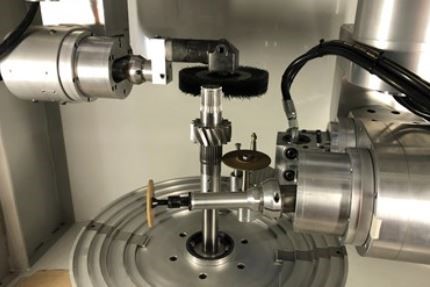
Sorjázás CNC géppel
AAz eszközök kiválasztása után kövesse az alábbi lépéseket
1. Állítsa be a CNC programozást a sorjázáshoz
2. Határozza meg az eszköz kezdeti koordinátáját (X, Y, Z), majd húzza a darabra.A szerszám hatótávolságának feléig beállíthatja.
3. Adja meg a bemeneti változókat, például a megfelelőségi erőt és az előtolási sebességet a sorja mérete alapján.Ezután hangolja be a pozíciót, és kezdje el a műveletet.
A CNC sorjázás jellemzői
· A CNC megmunkáló alkatrészek sorjázása egy gyors folyamat, amely a gyártott alkatrészek egy- és többegységes modelljein is elvégezhető.
· A hagyományos technikákhoz képest sorjázási sebessége jobb;akár 3 métert is tud sorjázni egyetlen perc alatt.
· A frekvencia és egyéb bemeneti változók a feldolgozási követelményeknek megfelelően digitálisan állíthatók.
· Nem befolyásolja az elülső felület simaságát és nem károsítja az alkatrészt.
· Nem befolyásolja az alkatrészek méretpontosságát vagy szilárdságát, és segít megerősíteni a terméket, miután más alkatrészekkel felszerelték.
2. Nagynyomású – vízsugaras sorjázás
Egy másik népszerű módszer a por, forgács és sorja eltávolítására az alkatrészekről, hogy azok simává váljanak, a nagynyomású vízsugaras sorjázás.A megadott részszakasz sorját és darabjait a nagynyomású (35-60 MPa) víz veri le a sugárból.Ezzel a sorjázási módszerrel tiszta és maradékmentes felületet is lehet elérni.Sajnos az általános sorjázó szerszámok nem tudják végrehajtani ezt a bonyolult alkatrészeknél alkalmazott sorjázási folyamatot.
3. Kézi sorjázás
A kézi sorjázás a felület simításának és simításának régóta bevált módszere az alkatrész megmunkálási területén maradt ragadt maradék eltávolításával.Különböző formájú és méretű szerszámokkal működtethető.A kéziszerszámokat éles élek és menetes lyukak letörésére használják, és biztosítják a felület egyenletességét.A legtöbb nem automatizált műhelyben végzett gyártási folyamat képzett technikusok kézi sorjázásán alapul.
A fogantyú és a cserélhető penge a kézi sorjátlanító szerszámok két fő alkotóeleme.A furatban történő sorjázáshoz biztos kézzel kell tartani a sorjázó lapátokat az alkatrész szakaszán, míg a vágóéleken és sík felületeken a sorjázási műveleteket kézi reszelővel vagy hagyományos élezőszerszámmal lehet elvégezni.A típustól, a másodlagos folyamattól és az alkatrész-alkalmazásoktól függően a különféle formájú pengék egyetlen fogantyúban használhatók, az előző cseréje esetén.

Kézi sorjázás
4. Elektrokémiai sorjázás
A bonyolult geometriájú sorját nehéz eltávolítani CNC, kézi, csiszoló, vibrációs és egyéb módszerekkel.Ezért elektrokémiai sorjázást alkalmaznak.Az elektrokémiai sorjázás az elektrolízis elvén alapul.
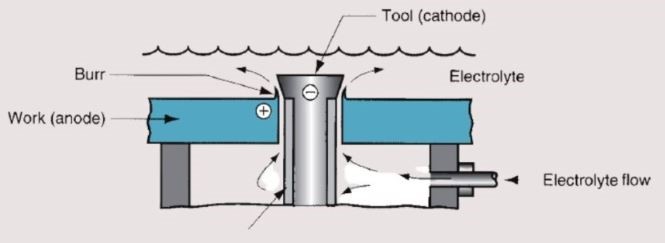
Elektrokémiai sorjázó eljárás
A munkadarab az áramforrás pozitív kivezetéséhez (anódhoz) van kötve.A szigeteléssel ellátott elektrokémiai sorjázószerszám a negatív pólusra (katód) csatlakozik, elektrolitként glikol vagy sóoldat.A sorja és a szerszám közötti tervezési résen elektrolit halad át.A munkadarab fémionjának átvitelével feloldja a sorját, melléktermékként hidroxid szuszpenziót hozva létre.
5. Csiszoló sorjázás
Ebben a technikában finom csiszolóanyagokat használnak a megmunkált tárgy felületének kisebb egyenetlenségei eltávolítására és sima felületi textúra kialakítására.A nagy szilárdságú acél, alumínium-oxid és üveg pengék gyakori csiszolóanyagok, amelyeket egy szabályozható sorjázó sugár létrehozására használnak, amely a sugár feléjük irányításával könnyedén eltávolítja a sorját.A mikrocsiszoló szemcseszórás egy másik név, amelyet a gyártók használnak.Mivel ez a sorjázási módszer eltávolítja a mikronokat a felületről, ideálissá teszi az extrém precizitást igénylő alkatrészekhez, mint például a motorblokkok, az űrrepülés és a robotikai elemek.
A sorjázás előnyei
A sorjázás előnyei a mérés, az összeszerelés, a szilárdság, az esztétikai szépség és a végtermék általános minősége.
Íme a legfontosabb előnyök;
· A sorjázás eltávolítja a rátapadt fémet a menetes furatról és a felületről, így elsősorban kisimítja azokat, és segíti a jól kombinált szilárdság kialakítását a sorjázott alkatrészek összekapcsolása során.
· A tiszta lyukak tökéletes illeszkedést biztosítanak az összeszereléskor.
· Az alkatrészek síksága a sorjázással növekszik, ami megkönnyíti a másodlagos műveleteket.
· A sorja elferdítheti az alkatrész egyik oldalát, miközben másokhoz csatlakozik, ami eltolódást eredményezhet közöttük.Ennek eredményeként az eltolódás a termék meghibásodásához vezethet.Ez a meghibásodás kockázata csökkenthető az alkatrészek megfelelő sorjázásával.
· Ha a mérést a gyártási szakaszban végzik és használják, a fémlemez egyenetlen felülete a ráerősített sorjával befolyásolja a pontosságot.A nem megfelelő méret a termék jellemzőinek meghibásodásához vezethet, és elégedetlen terméket jelenthet a vásárlók számára.
· A sima, sorjázott felület javítja az alkatrész esztétikáját és segíti a további díszítési folyamatot.
· A legtöbb újonnan vágott él éles élekkel rendelkezik;a sorjázás kisimíthatja az élességet, így a dolgozók és az ügyfelek biztonságban érzik magukat.
A sorjázás korlátai
Kétségtelenül a sorjázás a legjobb módszer a fém alkatrészek felületének simítására, de néhány forgatókönyv esetén bizonyos korlátai vannak.
1. Éles sarkok és élek
Az éles és alacsony szögű sarkok sorjázása meglehetősen bonyolult.Túl sok állományt eltávolíthat kevés sorjával, ami tökéletlen éleket és a fémrész méretveszteségét eredményezi.
2. Lezárt kamrák
A lezárt kamrák sorjázása meglehetősen nehézkes.Ha eltávolítja a sorját a helyiség széleiről, a kamra kritikus vastagsága visszavonható.
3. Összetett geometriák
A forgó szerszámokkal nem lehet minden alkatrészt sorjázni, mint a kúpkerekes fogaskerekek és egyéb erőátviteli alkatrészek, mert ezek a bonyolult geometriák elhagyják a hosszú és vastag sorját.
4. Felületi kaparás
A felület sorjázással történő simítása során, ha a szakemberek nem kezelik a szerszámokat, fennáll annak a veszélye, hogy kellő odafigyelés nélkül lekaparják a felületet, ami befolyásolja a fémrész vastagságát, csökkentve a végtermék szilárdságát.
Végső gondolatok
A felületkezelés tág fogalom, amely magában foglalja a különböző megmunkálási műveleteket, köszörülést, polírozást, bevonatolást és egyéb fémalkatrészek simítási eljárásait.Azonban lehet, hogy ez csak esztétikai szépség az általános vásárlók számára.De a befejezés jelentős hatással van a végtermék élettartamára és minőségére.
A fémfelület enyhe tökéletlensége illesztési problémát okozhat az alkatrészek összeszerelése során.Mivel az illesztés minősége befolyásolja a kötések és illesztések szilárdságát, a felületkezelésnek kiemelt prioritást kell élveznie a gyártók számára.A sorjázás a simítás kezdő művelete, mert egy másik folyamat, mint a fényezés, festés és bevonat, csak a felületre tapadt apró maradék eltávolítása után válik tökéletessé.Cégünk minden gyártási szolgáltatáson dolgozik a prototípus tervezésétől a termék ugyanazon tető alatti befejezéséig.CNC megmunkálás, fröccsöntés, ésAlumínium extrudálásegyben a mi szakértelmünk is, amelyre számíthat ránk.
Fémalkatrészek minőségi sorjázását biztosítjuk, függetlenül attól, hogy az elemek megmunkálásától függően milyen kikészítésre van szükség.Bátranforduljon hozzánkha bármilyen gyártással kapcsolatos szolgáltatásra van szüksége.
GYIK
A sorjázás a legjobb megoldás a felület simítására?
Igen, ez a legjobb megközelítés.A sorjázás eltávolítja a ráerősített fémnyúlványt és a felületről a megmunkálás utáni maradványokat.Ezenkívül vezérelhető, hogy megakadályozza a szükségtelen kaparást a felületről simítás közben.
Melyik a legjobb sorjázó típus?
Nincs tényleges válasz;az előállítandó végtermék követelményétől függ.Ha a végtermék nem igényel nagy pontosságot, egyszerű eszközökkel kézzel is elkészíthető.Ennek ellenére az elektrokémiai lenne a legjobb módszer, ha az alkatrészek nagy pontosságot igényelnek.
Melyik a gyors sorjázási technika?
Az elektrokémiai sorjázás a többihez képest gyors, és egy percen belül elvégezhető.A CNC gép nagy munkadarab esetén is gyors és egyszerű folyamat (akár 3 métert is képes sorjázni egy művelettel).
Feladás időpontja: 2022. május 30