Processus deburring: Cur in fabricandis momenti est?
Last update 09/14, tempus legere: 8 min
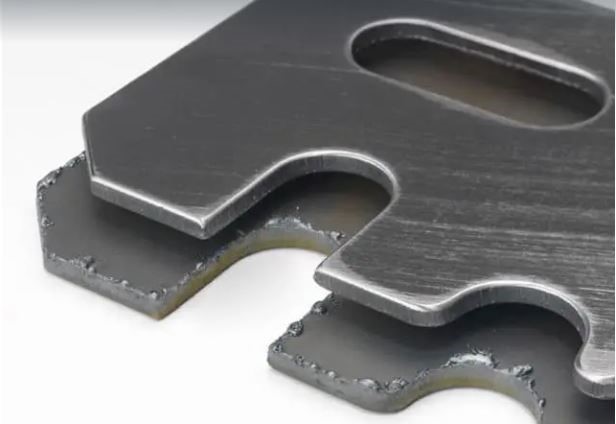
Pars metalli cum lappa et post deburring
Cum EXERCITATIO foramen unum et interficiamsheet metallumdurante processus fabricandi, foramen et margines relinquent parvam vulcano-amatam extra materiam coniunctam utrinque, nota ut lappa.Fere omnes modi fabricandi, comprehendosectione, millingterebratio, sculptura;conversuslappa in metallicis partibus post operationem ac pungentibus foliis.Lappa haec mensurae, conventus, roboris, et etiam aestheticae pulchritudinis fructus afficit.Hinc Deburring considerari debet in omni fabricando.
Genera Burr
Machinatio et workpiece notae includunt instrumentum generis, instrumentum orientationis, proprietatum workpiece, ac potissimum;quomodo instrumentum intrat et exit dum operationem fabricationis exercens genus lappa in superficie decernit.
Communia genera hic sunt lappaquae removenda in vestibulum
| Lappa genus | varius |
| Poisson Burr | Cum metallum nimiam vim in superficie accipit, margines eius plastici deformati et elongati sunt. |
| Abscise lappa | Lappa in sectione fabricae incisa est dum a media parte separatur. |
| Roll-super | lappa facta in exitu instrumenti ex workpiece: accipit materiam aliquam dum pascit |
| lacrima lappa | Burr una cum parte concisura permansit in operatione pulsationis. |
Genera deburring
Deburding varie fieri potest ex parte metalli et lappa.Maxime popularibus deburring modi includitmanuale;CNC machiningtremulum, electrochemicum, scelerisque ac laesura.
1. Deburring cum cnc machina
Ut nostis, omnis processus machinarum in aCNC machinapeculiares habet instrumenta ad faciendum, et deburendum, etiam instrumento mutando perfici posse, licet cycli tempus adderet.Genus instrumenti deburi dependet ab iis quae deburra, foramen, transversa, margines, vel superficies plana pendent.Potes eligere ut instrumentum principaliter intendatur illius applicationis secundum hanc rationem.
Marginibus:Instrumenta Chamfer seu CNC dromonem ad materiam elevatam dele et superficies lenis
Foramina:Gyratorius instrumenta deburring
plana superficies: Perterget facile in frenum deburring potest
Sequelae:Fila lappam gigantem non habent.Elige convenientem penicillo.
Deburring cum cnc machina
Apost instrumenta selecta, vestigia sequentes sequere
1. CNC programming setup pro deburring
2. Determinare instrumentum coordinationis initialis (X, Y, Z), deinde ad frustum trahere.Potes eam ad dimidium instrumenti extendere.
3. Intrant variabiles initus sicut vis obsequia et rate cibaria in lappa secundum magnitudinem.deinde positione modulare, et actionem incipe.
Characteres CNC Deburring
· Deburing CNC Machining Components est processus velox qui fieri potest in una-unitate et in multi-unitis exemplaribus partium factorum.
· Comparata technicis conventionalibus, celeritas dedescendens superior est;potest deburr usque ad 3 metra in uno minuto.
· Frequentia aliaque initus Variabilia adaptari possunt digitally sicut per processui requisita.
· Quae non laedat frontis planities et non laedat.
· Dimensionem accurate vel robur partium non attingit et adiuvat ad confirmandum opus factum cum aliis componentibus accommodatum.
2. Princeps pressure- aqua jet deburring
Alia ratio popularis ad tollendum pulverem, astulas, et lappas e partibus ad eas faciendas leves est magna pressura aquae vi deburendi.Lappa et chunki sectionis partis determinatae ab alto pressuris aquae (35 ad 60 MPa) e gagate excutiuntur.Hic accessus deburendi potest etiam superficiem mundam et liberam residua consequi.Infeliciter, instrumenta generalia deburi non possunt hanc processum deburitantem pro complexu partium efficere.
3. Manual Deburring
Manuale detrahendi modus est diuturna superficiei deleniendi et adulationis removendo residuum adnexum relictum in machinis partis.Variis instrumentis variae figurarum et magnitudinum operari potest.Instrumenta manus adhibentur ad margines acutos chamferenes et foramina percussa ac superficiei uniformitatem praebent.Plurimi processus fabricandi in officinis exercentur quae non automated nituntur manualibus technicis peritis detrahendis.
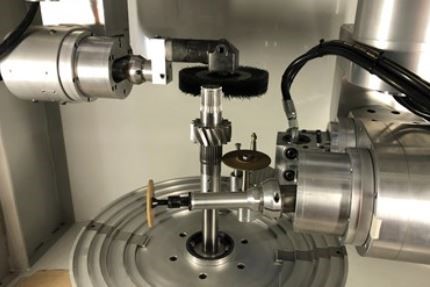
Manubrium ac ferrum repositum sunt duo prima elementa instrumentorum manualium deburentium.Operatio deburi in foramine stabili manu in custodia et rotatione laminum deburentium in sectione partis requirit, dum operationes in marginibus incisis et superficiebus planis deducendis fieri potest utens fasciculus manus vel instrumentum chamferae regularis.Secundum genus, processus secundarii et partes applicationes, laminae cum figurarum amplis uti possunt in uno manubrio, priori substituendo.

Manual deburring
4. Electrochemical deburring
Lappa in geometria complexu difficiles sunt utentes CNC, manuales, laesuras, tremulos, aliosque modos removere.Hinc electrochemicus deburens adhibetur.Electrochemicum deburendum fundatur in principio electrolysi.
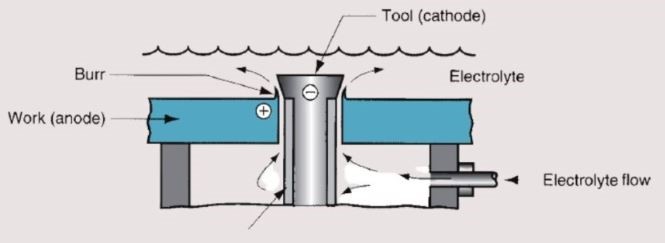
Processus electricae deburring
In workpiece coniungitur cum potentia terminatio positiva (anode).Electrochemicum instrumentum cum insulatione deburi connexum cum terminali negativo (cathode), cum solutione glycol vel salis sicut electrolytici.Electrolytus per consilium transit per intervallum inter lappam et instrumentum.lappas dissolvit, transferendo in fabricam metallicam, efficiens hydroxidem slurriam ut byproductum.
5. Abrasive deburring
Multae materiae laesurae in hac arte adhibentur ad removendas irregularitates minores a superficie machinae item et fabricam superficiem levem efficiunt.Vires summus chalybs, aluminium oxydatum, et sphaerae vitreae communes sunt materias laesuras adhibitae ad moderatiorem gagates deburendam efficiendam, quae facile lappas removere potest ad gagates dirigendo.Micro-abrasive uredine aliud nomen est ei quo utuntur artifices.Cum haec accessus debursuras micronas a superficie removet, id facit specimen partium quae extremae praecisionem requirunt, ut machinae, caudices, aerospace, et robotica elementa.
Beneficia Deburring
Beneficia mensurae, conventus, vires, pulchritudo aesthetica et altiore producti qualitas altiore.
Hic sunt key beneficia;
· Deburding metallum appositum in foramine et superficie percussum removet, ita imprimis eos levat et adiuvat vires bene compositas iungendo partes dissolutae iungendo.
· Foramina munda faciunt perfectam coniunctionem in ecclesia.
· Planities partium augetur cum debilitetur, quae facilius ad operationes secundas faciet.
· Burr skw potest unam partem partis cum aliis iungens, inde in misalignment inter eos.Quam ob rem Misalignment potentiam creat ut opus deficere faciat.Hoc periculum deficiendi reduci potest cum debita exitio partium.
· Cum mensurae captae et adhibitae sunt in mansionibus fabricandis, superficies schedae metallicae cum adnexis lappa inaequalis accurationem afficiet.Magnitudo iniuriae ad defectum in productis notis perducere potuit ac productum inexpletum pro clientibus esse potuit.
· Aesthetica superficies lenis, deiectae superficies melioris partis et adiumenta in ulteriore processu decorando adiuvat.
· Acutas acies novissime incisas habent;deburi potest lenire acumen, efficiens ut operarii et clientes tutiores sentiant.
Limites Deburring
Sine ulla dubitatione, Deburring optima est accessus ad superficiem partium metallicarum, sed limitationes nonnullas habet in operando in paucis missionibus.
1. Acuti in angulis et oras
Anguli acuti et ignobiles deburentes admodum sunt captiosi.Nimium truncum cum lappa tollere potest, inde in marginibus imperfectis et amissione partis metallicae dimensio.
2. Cubicula signata
Delaboratio sigillorum difficillime procedat.Lappa removere e cubiculi marginem potest reducere crassitudinem criticam cubiculi.
3. Complexa geometria
Omnes partes instrumentorum gyratorii dissolvi non possunt, ut revellere calces, et alia tradenda membra, quod haec geometriae complexae longam et crassam lappa exeunt.
4. Superficiem radendo
Per levationem superficiei detrahendo, si professionales instrumenta non tractant, periculum est sine attentione a superficie radi, quae crassitudinem metalli partis afficit, vim ultimi producti deprimit.
Cogitationes finales
Finis superficiei lato terminus est, qui varias operationes machinationis, stridor, expolitio, vestitus, aliaque partium metallicarum processuum delenimenta comprehendit.Tamen, ut modo esset pulchritudo aesthetica pro clientibus generalibus.Sed pretium dapibus magna vitae consequat.
Levis imperfectio in superficie metallica posset ducere ad problema convenientem partes colligendas.Qualitas decorum impactorum ad robur artuum et viciorum, summa perfectio summa prioritas artifices esse debet.Deburding est principium operationis ad levandum quod alius processus, sicut splendens, pictura et vestiens, solum perfectum accipit post residuas parvas superficiei adjunctas.nostrum firmum in omnibus servitiis faciendis laboratum est ex prototypo ad opus conficiendum sub eodem tecto.CNC machining, iniectio corona, etaluminium extrusionemnostri quoque peritiam nobis fidit.
Praebuimus qualitatem ad partes metallicas decedentes, utcumque opus finitionis genus secundum machinationem elementorum applicatam.Sentire liberum toporrige nobisnisi eget nulla officia vestibulum actis.
FAQ's
Optima solutio est deburring superficies lenire?
Ita est optimus aditus.Extensio metalli coniuncta et residua in superficie post machinam deburing tollit.Etiam coerceri potest, ne supervacua rasura in summa terenda sit.
Quod est optimum genus deburring?
Responsio actualis non est;pendent ex postulatione producti finalis fiendi.Si productio finalis subtilitate alta non indiget, manually instrumentis simplicibus fieri potest.Tamen optima methodus electrochemica esset, si partes summo studio egerent.
Quae ars deburing ieiunium est?
Electrochemical Deburring velox est ad alios comparari et intra minutum fieri potest.Apparatus quoque CNC processus celer et facilis est si fabrica magna est (deburri potest usque ad 3 metra in una operatione).
Post tempus: May-30-2022