Senbavura procezo: Kial ĝi estas grava en fabrikado?
Lasta ĝisdatigo 09/14, tempo por legi: 8 min
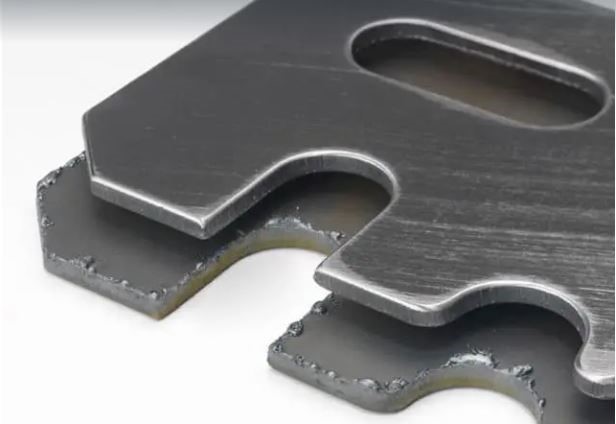
Metala parto kun burr kaj post senbavumado
Kiam ni boras truon kaj tranĉas laladodum la produktadprocezo, la truo kaj randoj lasas malgrandan vulkanforman ekstran materialon alkroĉitan sur same flankoj, konata kiel burdo.Preskaŭ ĉiuj fabrikaj metodoj, inkluzivetranĉante, muelado, borado, gravuraĵo,turnante, kaj pugnofolioj, burr sur la metalpartoj post la operacio.Ĉi tiu burilo influas la mezuradon, muntadon, forton, kaj eĉ la estetikan belecon de la produkto.Tial, Deburring devus esti konsiderata en ĉiu fabrikada projekto.
Tipoj de Burr
La maŝinprilaboraj kaj laborpecaj karakterizaĵoj inkluzivas ilan tipon, ilan orientiĝon, laborpecajn trajtojn, kaj plej grave,kiel la ilo eniras kaj eliras dum plenumado de la fabrikado, determinas la tipon de burro sur la surfaco.
Jen la oftaj specoj de burrtio devis esti forigita en la fabrikado
| Burr tipo | Scenaro |
| Poisson Burr | Kiam La metalo ricevas troan streson sur la surfaco, ĝiaj randoj estas plastaj misformitaj kaj plilongigitaj. |
| Tranĉita burro | La bavo estas sur la tranĉita sekcio de la laborpeco dum ĝi estas apartigita de la centra parto. |
| Roll-over | bavo farita sur la eliro de ilo el la laborpeco: Ĝi prenas iom da materialo dum manĝado for |
| Tear burr | Burr restis kune kun la tranĉflanko dum la truadoperacio. |
Tipoj de senbavumado
Senbavumado povas esti farita en diversaj manieroj depende de la metala parto kaj burro.La plej popularaj senbruligaj metodoj inkluzivasmanlibro,CNC-maŝinado, vibra, elektrokemia, termika kaj abrasiva.
1. Senbavumado per CNC-maŝino
Kiel vi scias, ĉiu maŝinprilabora procezo en aCNC-maŝinohavas specifajn ilojn por plenumi, kaj senbruligo ankaŭ povas esti atingita ŝanĝante la ilon, kvankam ĝi povus aldoni al la ciklotempo.La tipo de senbavura ilo dependas de tio, kion vi senbrubos, truon, kructruojn, randojn aŭ ebenan surfacon.Vi povas elekti la ĉefe celitan ilon por tiu aplikaĵo surbaze de ĉi tio.
Randoj:Chamfer-iloj aŭ CNC-tranĉilo por forigi la levitan materialon kaj glatigi la surfacon
Truoj:Rotaciaj deburring iloj
Plataj surfacoj: Senbruligaj Brosoj facile povas esti muntitaj sur la peceton
Fadenoj:Fadenoj ne havas gigantan bavujon.Elektu taŭgan penikon.
Senbavumado per CNC-maŝino
Apost elekto de la iloj, sekvu la sekvajn paŝojn
1. Agordu la CNC-programadon por senbarigado
2. Determinu la komencan koordinaton de la ilo (X, Y, Z), tiam trenu ĝin al la peco.Vi povas agordi ĝin ĝis duono de la gamo de la ilo.
3. Enigu enigajn variablojn kiel plenuman forton kaj furaĝrapidecon bazitan sur burrgrandeco.Poste, agordu la pozicion kaj komencu la agon.
Karakterizaĵoj de CNC Deburring
· Senbarigado de CNC Machining Components estas rapida procezo, kiu povas esti farita sur unu-unuaj kaj plur-unuaj modeloj de fabrikitaj partoj.
· Kompare al konvenciaj teknikoj, ĝia senbruliga rapideco estas supera;ĝi povas senbruligi ĝis 3 metrojn en unu minuto.
· Ofteco kaj aliaj enigo Variabloj povas esti ĝustigitaj ciferece laŭ la pretigaj postuloj.
· Ĝi ne influas la glatecon de la antaŭa surfaco kaj ne damaĝas la parton.
· Ĝi ne influas la dimensian precizecon aŭ forton de la partoj, kaj ĝi helpas plifortigi la produkton post kiam ĝi estis ekipita kun aliaj komponantoj.
2. Alta premo-akva jeta senbavumado
Alia populara metodo por forigi polvon, blatojn kaj bavujon de partoj por glatigi ilin estas altprema akvojeta senbavumado.La bavo kaj pecoj de la specifita partsekcio estas forigitaj per altprema akvo (35 ĝis 60 MPa) de la jeto.Ĉi tiu aliro de senbruligo ankaŭ povas atingi puran kaj senrestaĵan surfacon.Bedaŭrinde, la ĝeneralaj senbruligaj iloj ne povas plenumi ĉi tiun senbruligan procezon uzatan por la kompleksaj partoj.
3. Mana Senbavumado
Mana senbavumado estas laŭtempa metodo por glatigi kaj platigi la surfacon forigante la alkroĉitan restaĵon lasitan sur la maŝinanta areo de la parto.Ĝi povas esti funkciigita uzante diversajn ilojn de diversaj formoj kaj grandecoj.Manaj iloj estas uzataj por ĉanflanki akrajn randojn kaj frapitajn truojn kaj provizas surfacan unuformecon.La plej multaj produktadprocezoj faritaj en laborrenkontiĝoj kiuj ne estas aŭtomatigitaj dependas de mana senbavumado de spertaj teknikistoj.
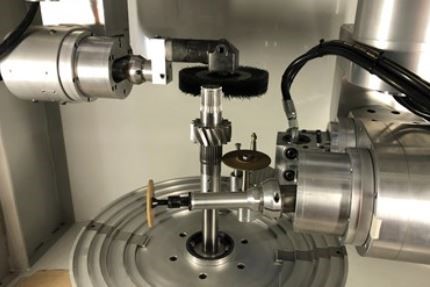
La tenilo kaj anstataŭigebla klingo estas la du primaraj komponentoj de manaj senbruligaj iloj.La senbavuroperacio en la truo postulas konstantan manon sur la teno kaj rotacio de la senbruligaj klingoj ĉe la sekcio de la parto, Dum senbavumado de operacioj sur tranĉrandoj kaj plataj surfacoj povas esti faritaj per mandosiero aŭ regula chamfering ilo.Laŭ la tipo, sekundara procezo kaj partoj-aplikoj, klingoj kun gamo da formoj povas esti utiligitaj en ununura tenilo anstataŭigante la antaŭan.

Mana senbavumado
4. Elektrokemia senbavumado
Burrs en kompleksa geometrio malfacilas forigi per CNC, manlibro, abrasivo, vibra, kaj aliaj metodoj.Tial elektrokemia senbruligo estas uzata.Elektrokemia senbavumado baziĝas sur la elektroliza principo.
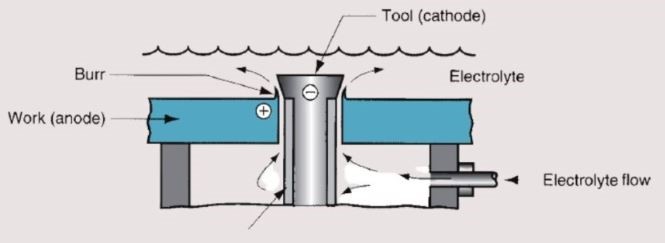
Elektrokemia senbruliga procezo
La laborpeco estas ligita al la pozitiva terminalo de la energifonto (anodo).La elektrokemia senbruliga ilo kun izolajzo estas konektita al la negativa terminalo (katodo), kun glikolo aŭ salsolvo kiel la elektrolito.Elektrolito pasas tra la dezajninterspaco inter la bavo kaj la ilo.Ĝi solvas la bavojn transdonante la metaljonon de la laborpeco, produktante hidroksidan suspensiaĵon kiel kromprodukto.
5. Abrasiva senbavumado
Bonaj abrazivaj materialoj estas utiligitaj en ĉi tiu tekniko por forigi negravajn neregulaĵojn de la surfaco de la maŝinprilaborita objekto kaj krei glatan surfacteksturon.La alt-forta ŝtalo, aluminia rusto, kaj vitroklingoj estas oftaj abrazivaj materialoj uzitaj por krei kontroleblan senbruligan jeton kiu povas facile forigi raŭbojn direktante la jeton direkte al ili.Mikro-abrasiva eksplodigo estas alia nomo por ĝi, kiun fabrikantoj uzas.Ĉar ĉi tiu senbruliga aliro forigas mikronojn de la surfaco, ĝi igas ĝin ideala por la partoj kiuj postulas ekstreman precizecon, kiel motorblokoj, aerospacaj kaj robotaj elementoj.
Avantaĝoj de Deburring
Senbavumado profitas mezuradon, muntadon, forton, estetikan belecon kaj ĝeneralan finproduktan kvaliton.
Jen la ĉefaj avantaĝoj;
· Senbavumado forigas la alfiksitan metalon sur la frapetita truo kaj surfaco, do ĝi ĉefe glatigas ilin kaj helpas krei bone kombinitan forton dum kunigado de la senburigitaj komponantoj.
· Puraj truoj faras perfektan pariĝon dum kunigo.
· La plateco de partoj pliiĝas kun senbrulado, kio faciligos la malĉefajn operaciojn.
· Burr povas klini unu flankon de la parto kunigante kun aliaj, rezultigante Misparaleligo inter ili.Kiel rezulto, Misparaleligo kreas la potencialon kaŭzi la produkton malsukcesi.Ĉi tiu risko de fiasko povas esti reduktita per bonorda bruado de komponantoj.
· Kiam la mezurado estas prenita kaj uzata dum la fabrikaj etapoj, la neegala surfaco de la metala folio kun alfiksita burro influos la precizecon.La malĝusta grandeco povus kaŭzi malsukceson en produktaj trajtoj kaj povus esti nekontenta produkto por la klientoj.
· La glata, senbrulita surfaco plibonigas la estetikon de la parto kaj helpas en la plua ornamado.
· Plej lastatempe tranĉitaj randoj havas akrajn randojn;senbavumado povas glatigi la akrecon, igante laboristojn kaj klientojn senti sin pli sekuraj.
Limigoj de Senbavumado
Sen ia dubo, Deburring estas la plej bona aliro por glatigi la surfacon de metalaj partoj, sed ĝi havas kelkajn limigojn en funkciado en kelkaj scenaroj.
1. Akraj anguloj kaj randoj
Senbruligi akrajn kaj malalt-angulajn angulojn estas sufiĉe malfacila.Ĝi povas forigi tro multe da akcioj kun malgrandaj svingoj, rezultigante neperfektajn randojn kaj dimensioperdon de la metala parto.
2. Sigelitaj ĉambroj
Senbavumado de sigelitaj ĉambroj estas sufiĉe malfacile daŭrigi.Forigi bavojn de la randoj de la ĉambro povas revoki la kritikan dikecon de la ĉambro.
3. Kompleksaj geometrioj
Ĉiuj partoj ne povas esti forbruligitaj per la rotaciaj iloj, kiel konversa ilaro, kaj aliaj dissendaj komponentoj, ĉar ĉi tiuj kompleksaj geometrioj forlasas la longan kaj dikan bavujon.
4. Surfaca skrapado
Dum la glatiĝo de la surfaco per deburring, se profesiuloj ne manipulas ilojn, ekzistas la risko de skrapado de la surfaco sen taŭga atento, kiu influas la dikecon de la metala parto, malaltigante la forton de la fina produkto.
Finaj pensoj
Surfaca finpoluro estas larĝa termino, kiu inkluzivas diversajn maŝinajn operaciojn, mueladon, Deburring-poluron, tegaĵon kaj aliajn glatigajn procezojn de metalaj partoj.Tamen, ĝi povus esti nur estetika beleco por ĝeneralaj klientoj.Sed finado havas gravan efikon sur la vivo kaj kvalito de la fina produkto.
Malgranda neperfekteco sur la metala surfaco povus konduki al taŭga problemo dum kunigo de la partoj.Ĉar la kvalito de alĝustigo influas la forton de juntoj kaj kongruoj, surfaca finado devus esti ĉefa prioritato por la produktantoj.Senbavumado estas la komenca operacio por glatigi ĉar alia procezo, kiel brilado, pentrado kaj tegaĵo, perfektiĝas nur post forigo de la eta restaĵo fiksita al la surfaco.Nia firmao laboris pri ĉiuj produktadservoj de prototipa dezajnado ĝis finado de la produkto sub la sama tegmento.CNC-maŝinado, injekto muldado, kajAluminia Ekstrudadoestas ankaŭ nia kompetenteco, ke vi povas fidi al ni.
Ni provizis kvalitan senbruligadon por metalaj partoj, negrave kia finaĵo necesas depende de la maŝinado aplikita al la elementoj.Bonvolukontaktu ninse vi bezonas iujn ajn produktad-rilatajn servojn.
Oftaj Demandoj
Estas senbruligi la plej bonan solvon por glatigi la surfacon?
Jes, ĝi estas la plej bona aliro.Senbavumado forigas la fiksitan metalan Etendon kaj restaĵon sur la surfaco post maŝinado.Ankaŭ, ĝi povas esti kontrolita por malhelpi nenecesan skrapadon de la surfaco dum glatiĝo.
Kiu tipo de senbruligo estas la plej bona?
Ne estas reala respondo;ĝi dependas de la postulo de la fina produkto por esti fabrikita.Se la fina produkto ne bezonas altan precizecon, ĝi povas esti farita permane per simplaj iloj.Tamen, elektrokemia estus la plej bona metodo se komponantoj bezonas altan precizecon.
Kiu senbruliga tekniko estas rapida?
Elektrokemia Senbavumado estas rapida kompare kun aliaj kaj povas esti farita ene de minuto.CNC-maŝino ankaŭ estas rapida kaj facila procezo se la laborpeco estas granda (Ĝi povas senbruligi ĝis 3 metrojn en ununura operacio).
Afiŝtempo: majo-30-2022