Gradningsprocess: Varför är det viktigt vid tillverkning?
Senaste uppdatering 09/14, tid att läsa: 8 min
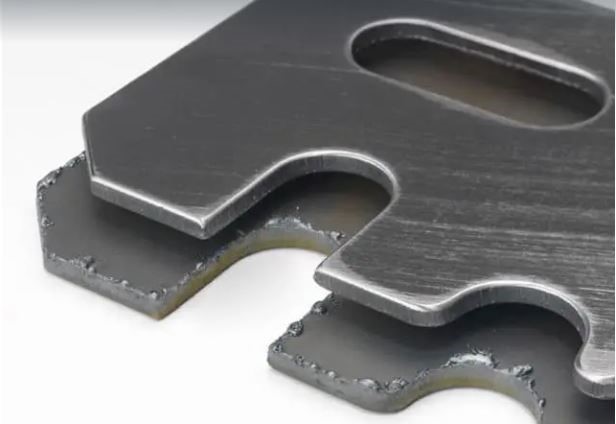
Metalldel med grad och efter gradning
När vi borrar ett hål och skärplåtunder tillverkningsprocessen lämnar hålet och kanterna ett litet vulkanformat extramaterial fäst på båda sidor, känt som en borr.Nästan alla tillverkningsmetoder, inklusiveskärande, fräsning, borrning, gravering,vändning, och stansning löv, grader på metalldelarna efter operationen.Denna borr påverkar mätningen, monteringen, styrkan och till och med produktens estetiska skönhet.Därför bör gradning övervägas i varje tillverkningsprojekt.
Typer av Burr
Bearbetnings- och arbetsstyckets egenskaper inkluderar verktygstyp, verktygsorientering, arbetsstyckesegenskaper och viktigast av allt,hur verktyget går in och ut medan tillverkningen utförs bestämmer graden av grad på ytan.
Här är de vanligaste typerna av gradersom måste tas bort i tillverkningen
| Burr typ | Scenario |
| Poisson Burr | När metallen utsätts för överdriven belastning på ytan blir dess kanter plastiska deformeras och förlängs. |
| Avskuren grad | Graden är på den avskurna delen av arbetsstycket medan den är skild från den centrala delen. |
| Rulla över | grad gjord vid utgången av ett verktyg från arbetsstycket: Det tar lite material när det matas bort |
| Riv burr | Burr blev kvar tillsammans med den skurna sidan under stansningsoperationen. |
Typer av gradning
Gradning kan göras på olika sätt beroende på metalldel och grad.De mest populära avgradningsmetoderna inkluderarmanuell,CNC-bearbetning, vibrerande, elektrokemiska, termiska och abrasiva.
1. Gradning med CNC-maskin
Som ni vet, varje bearbetningsprocess i enCNC maskinhar specifika verktyg att utföra, och gradning kan också uppnås genom att byta verktyg, även om det kan öka cykeltiden.Avgradningsverktygstypen beror på vad du ska grada, hål, tvärhål, kanter eller plan yta.Du kan välja det primärt inriktade verktyget för den applikationen baserat på detta.
Kanter:Fasverktyg eller CNC-fräs för att radera det upphöjda materialet och jämna ut ytan
Hål:Roterande avgradningsverktyg
Plana ytor: Avgradningsborstar kan enkelt monteras på borrkronan
Trådar:Trådar har inte en jättegrad.Välj en lämplig borste.
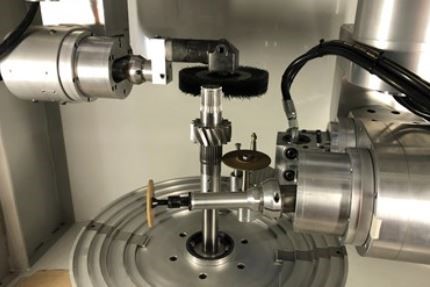
Gradning med CNC-maskin
ANär du har valt verktygen följer du följande steg
1. Ställ in CNC-programmeringen för gradning
2. Bestäm verktygets initiala koordinat (X, Y, Z) och dra den sedan till biten.Du kan ställa in den upp till hälften av verktygets räckvidd.
3. Ange indatavariabler som följsamhetskraft och matningshastighet baserat på gradstorlek.Justera sedan positionen och påbörja handlingen.
Egenskaper för CNC-gradning
· Gradning av CNC-bearbetningskomponenter är en snabb process som kan göras på modeller med en och flera enheter av tillverkade delar.
· Jämfört med konventionella tekniker är dess gradningshastighet överlägsen;den kan grada upp till 3 meter på en enda minut.
· Frekvens och andra ingångsvariabler kan justeras digitalt enligt bearbetningskraven.
· Det påverkar inte den främre ytans jämnhet och skadar inte delen.
· Det påverkar inte delarnas dimensionella noggrannhet eller styrka, och det hjälper till att stärka produkten när den väl har utrustats med andra komponenter.
2. Högtrycksavgradning med vattenstråle
En annan populär metod för att ta bort damm, spån och grader från delar för att göra dem jämna är högtrycksavgradning med vattenstråle.Graden och bitarna av den specificerade delen slås av av högtrycksvatten (35 till 60 MPa) från strålen.Detta tillvägagångssätt för gradning kan också uppnå en ren och restfri yta.Tyvärr kan de allmänna avgradningsverktygen inte åstadkomma denna gradningsprocess som används för de komplexa delarna.
3. Manuell gradning
Manuell gradning är en hävdvunnen metod för att jämna ut och tillplatta ytan genom att ta bort rester som finns kvar på delens bearbetningsyta.Den kan manövreras med olika verktyg av olika former och storlekar.Handverktyg används för fasning av vassa kanter och gängade hål och ger en jämn yta.De flesta tillverkningsprocesser som utförs i verkstäder som inte är automatiserade är beroende av manuell gradning av skickliga tekniker.
Handtaget och ett utbytbart blad är de två primära komponenterna i manuella avgradningsverktyg.Gradningsoperationen i hålet kräver en stadig hand på greppet och rotation av avgradningsbladen vid delen av delen, medan avgradningsoperationer på skäreggar och plana ytor kan göras med en handfil eller ett vanligt avfasningsverktyg.Beroende på typen, den sekundära processen och delarnas tillämpningar kan blad med en rad olika former användas i ett enda handtag genom att ersätta det föregående.

Manuell gradning
4. Elektrokemisk gradning
Grader i komplex geometri är svåra att ta bort med CNC, manuella, slipande, vibrerande och andra metoder.Därför används elektrokemisk gradning.Elektrokemisk gradning bygger på elektrolysprincipen.
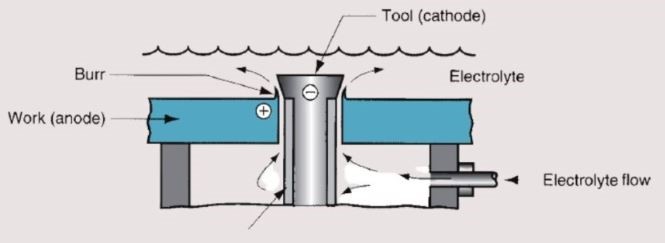
Elektrokemisk gradningsprocess
Arbetsstycket är kopplat till strömkällans pluspol (anod).Det elektrokemiska avgradningsverktyget med isolering ansluts till minuspolen (katoden), med glykol eller saltlösning som elektrolyt.En elektrolyt passerar genom designgapet mellan graden och verktyget.Det löser upp graderna genom att överföra metalljonen från arbetsstycket, vilket ger en hydroxiduppslamning som en biprodukt.
5. Slipande gradning
Fina slipmaterial används i denna teknik för att avlägsna mindre ojämnheter från ytan på det bearbetade föremålet och skapa en jämn ytstruktur.Höghållfasta stål-, aluminiumoxid- och glasblad är vanliga slipmaterial som används för att skapa en kontrollerbar avgradningsstråle som lätt kan ta bort grader genom att rikta strålen mot dem.Mikroslipblästring är ett annat namn för det som tillverkare använder.Eftersom denna avgradningsmetod tar bort mikron från ytan, gör den den idealisk för de delar som kräver extrem precision, såsom motorblock, rymd- och robotelement.
Fördelar med gradning
Gradning gynnar mätning, montering, styrka, estetisk skönhet och övergripande slutproduktkvalitet.
Här är de viktigaste fördelarna;
· Gradning tar bort den fästa metallen på det gängade hålet och ytan, så att det i första hand jämnar ut dem och hjälper till att skapa en väl kombinerad styrka samtidigt som de avgradade komponenterna sammanfogas.
· Rena hål gör perfekt passning vid montering.
· Delarnas planhet ökar med gradning, vilket gör det lättare för sekundära operationer.
· Grad kan skeva ena sidan av delen medan den går ihop med andra, vilket resulterar i felinriktning mellan dem.Som ett resultat skapar felinställning potentialen att orsaka att produkten misslyckas.Denna risk för fel kan minskas med korrekt gradning av komponenter.
· När mätningen tas och används under tillverkningsstadierna, kommer den ojämna ytan på plåten med påsatt grad att påverka noggrannheten.Fel storlek kan leda till fel i produktegenskaper och kan vara en missnöjd produkt för kunderna.
· Den släta, avgradade ytan förbättrar delens estetik och hjälper till i den vidare dekorationsprocessen.
· De flesta nyklippta kanter har vassa kanter;gradning kan jämna ut skärpan, vilket gör att arbetare och kunder känner sig säkrare.
Begränsningar för gradning
Utan tvekan är gradning den bästa metoden för att jämna ut ytan på metalldelar, men det har vissa begränsningar när det gäller att fungera i ett fåtal scenarier.
1. Skarpa hörn och kanter
Att grada skarpa och lågvinkla hörn är ganska knepigt.Det kan ta bort för mycket material med små grader, vilket resulterar i ofullständiga kanter och dimensionsförlust på metalldelen.
2. Förseglade kammare
Gradning av förseglade kammare är ganska svår att fortsätta med.Att ta bort grader från rummets kanter kan återkalla kammarens kritiska tjocklek.
3. Komplexa geometrier
Alla delar kan inte avgradas med de roterande verktygen, som vinkelväxlar och andra transmissionskomponenter, eftersom dessa komplexa geometrier lämnar den långa och tjocka graden.
4. Ytskrapning
Under utjämning av ytan genom avgradning, om proffs inte hanterar verktyg, finns det risk för att skrapa från ytan utan ordentlig uppmärksamhet, vilket påverkar tjockleken på metalldelen, vilket minskar styrkan hos slutprodukten.
Slutgiltiga tankar
Ytbearbetning är ett brett begrepp som inkluderar olika bearbetningsoperationer, slipning, avgradningspolering, beläggning och andra utjämningsprocesser av metalldelar.Men det kanske bara är en estetisk skönhet för allmänna kunder.Men efterbehandling har en betydande inverkan på livslängden och kvaliteten på slutprodukten.
En liten defekt på metallytan kan leda till passningsproblem vid montering av delarna.Eftersom kvaliteten på monteringen påverkar styrkan hos fogar och passningar, bör ytbehandling vara en högsta prioritet för tillverkarna.Gradning är startoperationen för utjämning eftersom en annan process, som glans, målning och beläggning, blir perfekt först efter att de små resterna som fästs på ytan har tagits bort.Vårt företag har arbetat med alla tillverkningstjänster från prototypdesign till att färdigställa produkten under samma tak.CNC-bearbetning, formsprutning, ochExtrudering av aluminiumär också vår expertis som du kan lita på oss.
Vi har tillhandahållit kvalitetsgradning för metalldelar oavsett vilken typ av efterbehandling som behövs beroende på bearbetningen som tillämpas på elementen.Känn dig fri attnå ut till ossom du behöver några tillverkningsrelaterade tjänster.
FAQ's
Är avgradning den bästa lösningen för att jämna ut ytan?
Ja, det är det bästa tillvägagångssättet.Gradning tar bort den fästa metallförlängningen och rester på ytan efter bearbetning.Den kan också kontrolleras för att förhindra onödig skrapning från ytan under utjämning.
Vilken typ av gradning är bäst?
Det finns inget egentligt svar;det beror på kravet på den slutliga produkten som ska tillverkas.Om slutprodukten inte behöver hög precision kan det göras manuellt med enkla verktyg.Ändå skulle elektrokemisk vara den bästa metoden om komponenter behöver hög precision.
Vilken gradningsteknik är snabb?
Elektrokemisk gradning går snabbt jämfört med andra och kan göras inom en minut.CNC-maskin är också en snabb och enkel process om arbetsstycket är stort (den kan grada upp till 3 meter i en enda operation).
Posttid: 30 maj 2022