டிபரரிங் செயல்முறை: உற்பத்தியில் இது ஏன் முக்கியமானது?
கடைசியாக புதுப்பிக்கப்பட்டது 09/14, படிக்க வேண்டிய நேரம்: 8 நிமிடங்கள்
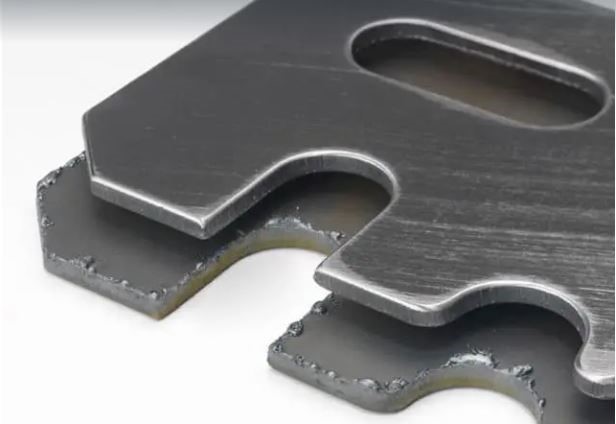
பர் மற்றும் deburring பிறகு உலோக பகுதி
நாம் ஒரு துளை துளைத்து வெட்டும்போதுதாள் உலோகம்உற்பத்திச் செயல்பாட்டின் போது, துளை மற்றும் விளிம்புகள் ஒரு சிறிய எரிமலை வடிவிலான கூடுதல் பொருளை இருபுறமும் இணைக்கின்றன, இது பர் என அழைக்கப்படுகிறது.உட்பட கிட்டத்தட்ட அனைத்து உற்பத்தி முறைகளும்வெட்டுதல், அரைத்தல், துளையிடுதல், வேலைப்பாடு,திருப்புதல், மற்றும் குத்துதல் இலைகள், அறுவை சிகிச்சைக்குப் பிறகு உலோக பாகங்களில் பர்ர்.இந்த பர் அளவீடு, அசெம்பிளி, வலிமை மற்றும் தயாரிப்பின் அழகியல் அழகை கூட பாதிக்கிறது.எனவே, ஒவ்வொரு உற்பத்தித் திட்டத்திலும் டிபரரிங் கருத்தில் கொள்ள வேண்டும்.
பர் வகைகள்
எந்திரம் மற்றும் பணிக்கருவி பண்புகளில் கருவி வகை, கருவி நோக்குநிலை, பணிப்பகுதி பண்புகள் மற்றும் மிக முக்கியமாக,உற்பத்திச் செயல்பாட்டைச் செயல்படுத்தும் போது கருவி எவ்வாறு நுழைந்து வெளியேறுகிறது என்பது மேற்பரப்பில் உள்ள பர் வகையை தீர்மானிக்கிறது.
பர்ரின் பொதுவான வகைகள் இங்கேஅது உற்பத்தியில் அகற்றப்பட வேண்டும்
| பர் வகை | காட்சி |
| பாய்சன் பர் | உலோகம் மேற்பரப்பில் அதிக அழுத்தத்தைப் பெறும்போது, அதன் விளிம்புகள் பிளாஸ்டிக் சிதைந்து நீளமாக இருக்கும். |
| கட்-ஆஃப் பர் | மையப் பகுதியிலிருந்து பிரிக்கப்பட்டிருக்கும் போது, பணிப்பொருளின் வெட்டுப் பகுதியில் பர் உள்ளது. |
| உருண்டு | பணிப்பொருளில் இருந்து ஒரு கருவி வெளியேறும் போது பர்: உணவளிக்கும் போது அது சில பொருட்களை எடுக்கும் |
| டியர் பர் | குத்தும் செயல்பாட்டின் போது வெட்டு பக்கத்துடன் பர் இருந்தது. |
டிபரரிங் வகைகள்
உலோகப் பகுதி மற்றும் பர்ரைப் பொறுத்து பல்வேறு வழிகளில் டிபரரிங் செய்யலாம்.மிகவும் பிரபலமான deburring முறைகள் அடங்கும்கையேடு,CNC எந்திரம், அதிர்வு, மின் வேதியியல், வெப்ப மற்றும் சிராய்ப்பு.
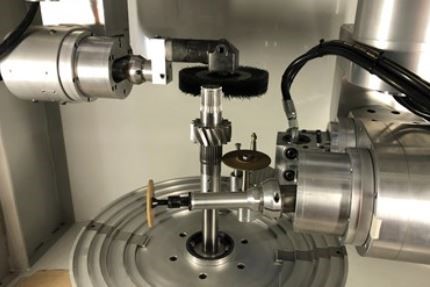
1. CNC இயந்திரம் மூலம் நீக்குதல்
உங்களுக்கு தெரியும், ஒவ்வொரு எந்திர செயல்முறை ஒருCNC இயந்திரம்செய்ய குறிப்பிட்ட கருவிகள் உள்ளன, மேலும் கருவியை மாற்றுவதன் மூலமும் டிபரரிங் செய்ய முடியும், இருப்பினும் இது சுழற்சி நேரத்தை அதிகரிக்கலாம்.டிபரரிங் கருவி வகை, நீங்கள் எதை நீக்குவீர்கள், துளை, குறுக்கு துளைகள், விளிம்புகள் அல்லது தட்டையான மேற்பரப்பு ஆகியவற்றைப் பொறுத்தது.இதன் அடிப்படையில் அந்த பயன்பாட்டிற்கான முதன்மையான நோக்கமுள்ள கருவியை நீங்கள் தேர்வு செய்யலாம்.
விளிம்புகள்:சேம்பர் கருவிகள் அல்லது CNC கட்டர் உயர்த்தப்பட்ட பொருளை அழித்து மேற்பரப்பை மென்மையாக்கும்
துளைகள்:சுழலும் டிபரரிங் கருவிகள்
தட்டையான மேற்பரப்புகள்: டிபரரிங் தூரிகைகளை எளிதாக பிட்டில் பொருத்தலாம்
நூல்கள்:நூல்களுக்கு ஒரு பெரிய பர் இல்லை.பொருத்தமான தூரிகையைத் தேர்ந்தெடுக்கவும்.
CNC இயந்திரம் மூலம் நீக்குதல்
ஏகருவிகளைத் தேர்ந்தெடுத்த பிறகு, பின்வரும் படிகளைப் பின்பற்றவும்
1. டிபரரிங் செய்ய CNC நிரலாக்கத்தை அமைக்கவும்
2. கருவியின் ஆரம்ப ஒருங்கிணைப்பை (X, Y, Z) தீர்மானிக்கவும், பின்னர் அதை துண்டுக்கு இழுக்கவும்.நீங்கள் அதை கருவியின் வரம்பில் பாதி வரை அமைக்கலாம்.
3. பர் அளவின் அடிப்படையில் இணக்க சக்தி மற்றும் ஊட்ட விகிதம் போன்ற உள்ளீட்டு மாறிகளை உள்ளிடவும்.பின்னர், நிலையை டியூன் செய்து, செயலைத் தொடங்கவும்.
CNC deburring இன் சிறப்பியல்புகள்
· CNC எந்திரக் கூறுகளை நீக்குவது என்பது ஒரு விரைவான செயல்முறையாகும், இது தயாரிக்கப்பட்ட பாகங்களின் ஒற்றை-அலகு மற்றும் பல-அலகு மாதிரிகளில் செய்யப்படலாம்.
· வழக்கமான நுட்பங்களுடன் ஒப்பிடுகையில், அதன் நீக்குதல் வேகம் உயர்ந்தது;இது ஒரு நிமிடத்தில் 3 மீட்டர் வரை துடைக்க முடியும்.
· செயலாக்கத் தேவைகளுக்கு ஏற்ப அதிர்வெண் மற்றும் பிற உள்ளீட்டு மாறிகள் டிஜிட்டல் முறையில் சரிசெய்யப்படலாம்.
· இது முன் மேற்பரப்பின் மென்மையை பாதிக்காது மற்றும் பகுதிக்கு தீங்கு விளைவிக்காது.
· இது பகுதிகளின் பரிமாண துல்லியம் அல்லது வலிமையை பாதிக்காது, மேலும் இது மற்ற கூறுகளுடன் பொருத்தப்பட்டவுடன் தயாரிப்பை வலுப்படுத்த உதவுகிறது.
2. உயர் அழுத்தம் - நீர் ஜெட் டிபரரிங்
பகுதிகளிலிருந்து தூசி, சில்லுகள் மற்றும் பர்ரை அகற்றி அவற்றை மென்மையாக்குவதற்கான மற்றொரு பிரபலமான முறை உயர் அழுத்த நீர் ஜெட் டிபரரிங் ஆகும்.ஜெட் விமானத்திலிருந்து உயர் அழுத்த நீரால் (35 முதல் 60 MPa வரை) குறிப்பிடப்பட்ட பகுதியின் பர் மற்றும் துகள்கள் தட்டப்படுகின்றன.நீக்கும் இந்த அணுகுமுறை சுத்தமான மற்றும் எச்சம் இல்லாத மேற்பரப்பையும் அடைய முடியும்.துரதிர்ஷ்டவசமாக, சிக்கலான பகுதிகளுக்குப் பயன்படுத்தப்படும் இந்த டிபரரிங் செயல்முறையை பொதுவான டிபரரிங் கருவிகளால் நிறைவேற்ற முடியாது.
3. கையேடு நீக்குதல்
கையேடு நீக்குதல் என்பது பகுதியின் எந்திரப் பகுதியில் எஞ்சியிருக்கும் இணைக்கப்பட்ட எச்சத்தை அகற்றுவதன் மூலம் மேற்பரப்பை மென்மையாக்குவதற்கும் சமன் செய்வதற்கும் காலங்காலமாக மதிக்கப்படும் முறையாகும்.பல்வேறு வடிவங்கள் மற்றும் அளவுகள் கொண்ட பல்வேறு கருவிகளைப் பயன்படுத்தி இதை இயக்கலாம்.கைக் கருவிகள் கூர்மையான விளிம்புகள் மற்றும் தட்டப்பட்ட துளைகளுக்குப் பயன்படுத்தப்படுகின்றன மற்றும் மேற்பரப்பு சீரான தன்மையை வழங்குகின்றன.தன்னியக்கமாக இல்லாத பட்டறைகளில் மேற்கொள்ளப்படும் பெரும்பாலான உற்பத்தி செயல்முறைகள் திறமையான தொழில்நுட்ப வல்லுனர்களால் கைமுறையாக நீக்கம் செய்வதை நம்பியுள்ளன.
கைப்பிடி மற்றும் மாற்றக்கூடிய கத்தி ஆகியவை கையேடு நீக்குதல் கருவிகளின் இரண்டு முதன்மை கூறுகள்.துளையில் உள்ள டிபரரிங் செயல்பாட்டிற்கு, பகுதியின் பகுதியில் உள்ள டிபரரிங் பிளேடுகளின் பிடி மற்றும் சுழற்சியின் மீது நிலையான கை தேவைப்படுகிறது, அதே நேரத்தில் வெட்டு விளிம்புகள் மற்றும் தட்டையான பரப்புகளில் டிபரரிங் செயல்பாடுகளை ஒரு கை கோப்பு அல்லது வழக்கமான சேம்ஃபரிங் கருவியைப் பயன்படுத்தி செய்யலாம்.வகை, இரண்டாம் நிலை செயல்முறை மற்றும் பாகங்கள் பயன்பாடுகள் ஆகியவற்றின் படி, முந்தையதை மாற்றுவதன் மூலம் ஒற்றை கைப்பிடியில் பலவிதமான வடிவங்களைக் கொண்ட கத்திகளைப் பயன்படுத்தலாம்.

கைமுறையாக நீக்குதல்
4. மின் வேதியியல் நீக்கம்
சிஎன்சி, கையேடு, சிராய்ப்பு, அதிர்வு மற்றும் பிற முறைகளைப் பயன்படுத்தி சிக்கலான வடிவவியலில் உள்ள பர்ஸ்களை அகற்றுவது கடினம்.எனவே எலக்ட்ரோகெமிக்கல் டிபரரிங் பயன்படுத்தப்படுகிறது.மின் வேதியியல் நீக்கம் என்பது மின்னாற்பகுப்பு கொள்கையை அடிப்படையாகக் கொண்டது.
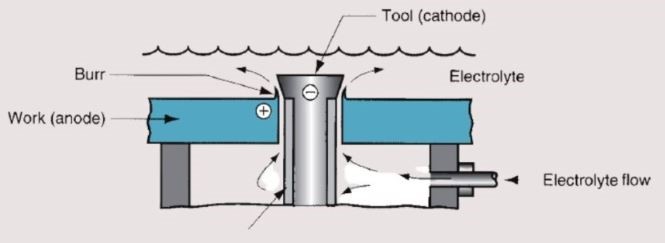
எலக்ட்ரோகெமிக்கல் டிபரரிங் செயல்முறை
பணிப்பகுதியானது ஆற்றல் மூலத்தின் நேர்மறை முனையத்துடன் (அனோட்) இணைக்கப்பட்டுள்ளது.இன்சுலேஷனுடன் கூடிய எலக்ட்ரோகெமிக்கல் டிபரரிங் கருவி எதிர்மறை முனையத்துடன் (கேத்தோடு), கிளைகோல் அல்லது உப்பு கரைசலுடன் எலக்ட்ரோலைட்டுடன் இணைக்கப்பட்டுள்ளது.ஒரு எலக்ட்ரோலைட் பர் மற்றும் கருவிக்கு இடையே உள்ள வடிவமைப்பு இடைவெளி வழியாக செல்கிறது.இது பணிப்பொருளின் உலோக அயனியை மாற்றுவதன் மூலம் பர்ஸைக் கரைத்து, ஒரு ஹைட்ராக்சைடு குழம்பை ஒரு துணை தயாரிப்பாக உருவாக்குகிறது.
5. சிராய்ப்பு நீக்கம்
இயந்திரம் செய்யப்பட்ட பொருளின் மேற்பரப்பில் இருந்து சிறிய முறைகேடுகளை அகற்றவும் மற்றும் மென்மையான மேற்பரப்பு அமைப்பை உருவாக்கவும் இந்த நுட்பத்தில் சிறந்த சிராய்ப்பு பொருட்கள் பயன்படுத்தப்படுகின்றன.உயர் வலிமை கொண்ட எஃகு, அலுமினியம் ஆக்சைடு மற்றும் கண்ணாடி கத்திகள் ஆகியவை கட்டுப்படுத்தக்கூடிய டிபரரிங் ஜெட் விமானத்தை உருவாக்கப் பயன்படுத்தப்படும் பொதுவான சிராய்ப்புப் பொருட்களாகும், அவை ஜெட் விமானத்தை நேரடியாக செலுத்துவதன் மூலம் பர்ர்களை உடனடியாக அகற்றும்.மைக்ரோ-சிராய்ப்பு வெடிப்பு என்பது உற்பத்தியாளர்கள் பயன்படுத்தும் மற்றொரு பெயர்.இந்த deburring அணுகுமுறை மேற்பரப்பில் இருந்து மைக்ரான்களை அகற்றுவதால், இயந்திரத் தொகுதிகள், விண்வெளி மற்றும் ரோபாட்டிக்ஸ் கூறுகள் போன்ற தீவிர துல்லியம் தேவைப்படும் பகுதிகளுக்கு இது சிறந்தது.
டிபரரிங் நன்மைகள்
Deburring நன்மைகள் அளவீடு, அசெம்பிளி, வலிமை, அழகியல் அழகு மற்றும் ஒட்டுமொத்த இறுதி தயாரிப்பு தரம்.
இங்கே முக்கிய நன்மைகள் உள்ளன;
· டிபரரிங் தட்டப்பட்ட துளை மற்றும் மேற்பரப்பில் இணைக்கப்பட்ட உலோகத்தை நீக்குகிறது, எனவே அது முதன்மையாக அவற்றை மென்மையாக்குகிறது மற்றும் சிதைந்த கூறுகளுடன் சேரும்போது நன்கு இணைந்த வலிமையை உருவாக்க உதவுகிறது.
· சுத்தமான துளைகள் அசெம்பிளியில் சரியான இனச்சேர்க்கையை உருவாக்குகின்றன.
· பகுதிகளின் தட்டையானது டிபரரிங் மூலம் அதிகரிக்கிறது, இது இரண்டாம் நிலை செயல்பாடுகளை எளிதாக்கும்.
· பர் மற்றவர்களுடன் சேரும்போது பகுதியின் ஒரு பக்கத்தை வளைக்கலாம், இதன் விளைவாக அவர்களுக்கு இடையே தவறான சீரமைப்பு ஏற்படுகிறது.இதன் விளைவாக, தவறான சீரமைப்பு தயாரிப்பு தோல்வியடையும் திறனை உருவாக்குகிறது.இந்த செயலிழப்பு அபாயத்தை கூறுகளை சரியான முறையில் பர்ரிங் செய்வதன் மூலம் குறைக்கலாம்.
· உற்பத்தி நிலைகளின் போது அளவீடு எடுக்கப்பட்டு பயன்படுத்தப்படும் போது, இணைக்கப்பட்ட பர்ருடன் உலோகத் தாளின் சீரற்ற மேற்பரப்பு துல்லியத்தை பாதிக்கும்.தவறான அளவு தயாரிப்பு அம்சங்களில் தோல்விக்கு வழிவகுக்கும் மற்றும் வாடிக்கையாளர்களுக்கு திருப்தியற்ற தயாரிப்பாக இருக்கலாம்.
· மென்மையான, சிதைந்த மேற்பரப்பு பகுதியின் அழகியலை மேம்படுத்துகிறது மற்றும் மேலும் அலங்கரிக்கும் செயல்பாட்டில் உதவுகிறது.
· புதிதாக வெட்டப்பட்ட பெரும்பாலான விளிம்புகள் கூர்மையான விளிம்புகளைக் கொண்டுள்ளன;deburing கூர்மையை மென்மையாக்கும், தொழிலாளர்கள் மற்றும் வாடிக்கையாளர்களை பாதுகாப்பாக உணர வைக்கும்.
டிபரரிங் வரம்புகள்
எந்த சந்தேகமும் இல்லாமல், உலோக பாகங்களின் மேற்பரப்பை மென்மையாக்குவதற்கான சிறந்த அணுகுமுறை டிபரரிங் ஆகும், ஆனால் சில சூழ்நிலைகளில் செயல்படுவதில் சில வரம்புகள் உள்ளன.
1. கூர்மையான மூலைகள் மற்றும் விளிம்புகள்
கூர்மையான மற்றும் குறைந்த கோண மூலைகளை அகற்றுவது மிகவும் தந்திரமானது.இது சிறிய பர்ர்களுடன் அதிக பங்குகளை அகற்றலாம், இதன் விளைவாக அபூரண விளிம்புகள் மற்றும் உலோகப் பகுதியின் பரிமாண இழப்பு ஏற்படுகிறது.
2. சீல் செய்யப்பட்ட அறைகள்
சீல் செய்யப்பட்ட அறைகளை அகற்றுவது தொடர்வது மிகவும் கடினம்.அறையின் விளிம்புகளில் இருந்து பர்ர்களை அகற்றுவது அறையின் முக்கியமான தடிமனைத் திரும்பப் பெறலாம்.
3. சிக்கலான வடிவவியல்
பெவல் கியர் மற்றும் பிற டிரான்ஸ்மிஷன் கூறுகள் போன்ற சுழலும் கருவிகளால் அனைத்து பகுதிகளையும் நீக்க முடியாது, ஏனெனில் இந்த சிக்கலான வடிவவியல்கள் நீண்ட மற்றும் அடர்த்தியான பர்ரை விட்டு வெளியேறுகின்றன.
4. மேற்பரப்பு ஸ்கிராப்பிங்
டிபரரிங் மூலம் மேற்பரப்பை மென்மையாக்கும் போது, வல்லுநர்கள் கருவிகளைக் கையாளவில்லை என்றால், சரியான கவனம் இல்லாமல் மேற்பரப்பில் இருந்து ஸ்கிராப்பிங் ஆபத்து உள்ளது, இது உலோகப் பகுதியின் தடிமன் பாதிக்கிறது, இறுதி தயாரிப்பு வலிமையைக் குறைக்கிறது.
இறுதி எண்ணங்கள்
மேற்பரப்பு முடித்தல் என்பது பல்வேறு எந்திர செயல்பாடுகள், அரைத்தல், மெருகூட்டல், பூச்சு மற்றும் உலோக பாகங்களை மென்மையாக்கும் செயல்முறைகளை உள்ளடக்கிய ஒரு பரந்த சொல்.இருப்பினும், இது பொதுவான வாடிக்கையாளர்களுக்கு ஒரு அழகியல் அழகு மட்டுமே.ஆனால் முடித்தல் இறுதி உற்பத்தியின் வாழ்க்கை மற்றும் தரத்தில் குறிப்பிடத்தக்க தாக்கத்தை ஏற்படுத்துகிறது.
உலோக மேற்பரப்பில் சிறிய குறைபாடு, பாகங்களை இணைக்கும் போது பொருத்துதல் பிரச்சனைக்கு வழிவகுக்கும்.பொருத்துதலின் தரம் மூட்டுகள் மற்றும் பொருத்துதல்களின் வலிமையைப் பாதிக்கிறது என்பதால், உற்பத்தியாளர்களுக்கு மேற்பரப்பை முடித்தல் முதன்மையாக இருக்க வேண்டும்.டிபரரிங் என்பது மென்மையாக்குவதற்கான ஆரம்ப செயல்பாடாகும், ஏனெனில் பளபளப்பு, ஓவியம் மற்றும் பூச்சு போன்ற மற்றொரு செயல்முறை, மேற்பரப்பில் இணைக்கப்பட்ட சிறிய எச்சத்தை அகற்றிய பின்னரே சரியானதாக இருக்கும்.எங்கள் நிறுவனம் முன்மாதிரி வடிவமைப்பில் இருந்து ஒரே கூரையின் கீழ் தயாரிப்பை முடிப்பது வரை அனைத்து உற்பத்தி சேவைகளிலும் பணியாற்றி வருகிறது.CNC எந்திரம், ஊசி வடிவமைத்தல், மற்றும்அலுமினியம் வெளியேற்றம்நீங்கள் எங்களை நம்பியிருக்கக்கூடிய எங்கள் நிபுணத்துவமும் ஆகும்.
தனிமங்களுக்குப் பயன்படுத்தப்படும் எந்திரத்தைப் பொறுத்து எந்த வகையான ஃபினிஷிங் தேவைப்பட்டாலும், உலோகப் பாகங்களுக்கு தரமான டிபரரிங் வழங்கி வருகிறோம்.தயங்க வேண்டாம்எங்களை அணுகவும்உங்களுக்கு ஏதேனும் உற்பத்தி தொடர்பான சேவைகள் தேவைப்பட்டால்.
அடிக்கடி கேட்கப்படும் கேள்விகள்
மேற்பரப்பை மென்மையாக்க டிபரரிங் சிறந்த தீர்வு?
ஆம், இது சிறந்த அணுகுமுறை.டிபரரிங் இணைக்கப்பட்ட உலோக நீட்டிப்பு மற்றும் எந்திரத்திற்குப் பிறகு மேற்பரப்பில் உள்ள எச்சத்தை நீக்குகிறது.மேலும், மென்மையாக்கும் போது மேற்பரப்பில் இருந்து தேவையற்ற ஸ்கிராப்பிங்கைத் தடுக்க இது கட்டுப்படுத்தப்படலாம்.
எந்த வகையான நீக்குதல் சிறந்தது?
உண்மையான பதில் இல்லை;இது உற்பத்தி செய்யப்படும் இறுதிப் பொருளின் தேவையைப் பொறுத்தது.இறுதி தயாரிப்புக்கு அதிக துல்லியம் தேவையில்லை என்றால், அதை எளிய கருவிகள் மூலம் கைமுறையாக செய்யலாம்.இருப்பினும், கூறுகளுக்கு அதிக துல்லியம் தேவைப்பட்டால் எலக்ட்ரோகெமிக்கல் சிறந்த முறையாக இருக்கும்.
எந்த டிபரரிங் நுட்பம் வேகமாக உள்ளது?
எலக்ட்ரோகெமிக்கல் டிபரரிங் மற்றவர்களுடன் ஒப்பிடும்போது விரைவானது மற்றும் ஒரு நிமிடத்திற்குள் செய்துவிட முடியும்.CNC இயந்திரம் ஒரு வேகமான மற்றும் எளிதான செயலாகும், பணிப்பகுதி பெரியதாக இருந்தால் (இது ஒரு செயல்பாட்டில் 3 மீட்டர் வரை சிதைந்துவிடும்).
இடுகை நேரம்: மே-30-2022