Burðarferli: Hvers vegna er það mikilvægt í framleiðslu?
Síðasta uppfærsla 14/9, tími til að lesa: 8 mín
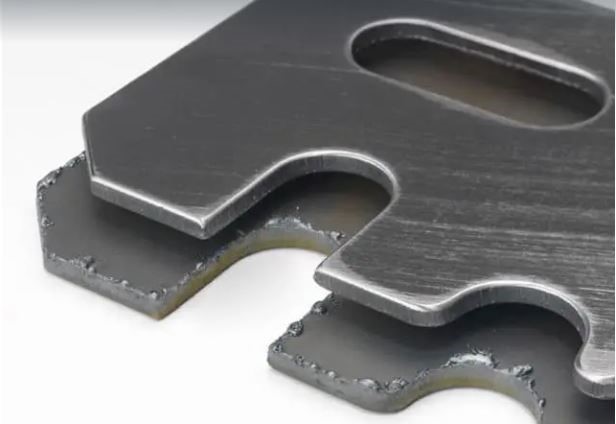
Málmhluti með burr og eftir afgraun
Þegar við borum gat og skerummálmplöturí framleiðsluferlinu skilja gatið og brúnirnar eftir lítið eldfjallalaga aukaefni fest á báðum hliðum, þekkt sem bur.Næstum allar framleiðsluaðferðir, þar á meðalklippa, mölun, bora, leturgröftur,beygja, og gata lauf, burt á málm hlutum eftir aðgerð.Þessi bur hefur áhrif á mælingu, samsetningu, styrk og jafnvel fagurfræðilega fegurð vörunnar.Þess vegna ætti að íhuga afgreiðingu í hverju framleiðsluverkefni.
Tegundir af Burr
Vinnslu- og vinnslueiginleikar fela í sér gerð verkfæra, stefnu verkfæra, eiginleika vinnustykkis og síðast en ekki síst,hvernig tólið fer inn og út á meðan það framkvæmir framleiðsluaðgerðina ákvarðar burrgerðina á yfirborðinu.
Hér eru algengar tegundir burrasem þurfti að fjarlægja í framleiðslunni
| Burr tegund | Atburðarás |
| Poisson Burr | Þegar málmurinn fær of mikið álag á yfirborðið, verða brúnir hans plastaflögaðar og lengjast. |
| Afskorið burr | Burrið er á skera hluta vinnustykkisins á meðan það er aðskilið frá miðhlutanum. |
| Veltu þér | Burr sem myndast við útgang verkfæris úr vinnustykkinu: Það tekur efni á meðan það nærist í burtu |
| Rífa burr | Burr var áfram ásamt skurðhliðinni meðan á gataaðgerðinni stóð. |
Tegundir afgreiðslna
Hægt er að afbrata á ýmsan hátt eftir málmhluta og burri.Vinsælustu burtunaraðferðirnar eru mahandbók,CNC vinnsla, titringur, rafefnafræðilegur, varma- og slípiefni.
1. Hreinsun með CNC vél
Eins og þú veist, hvert vinnsluferli í aCNC vélhefur sértæk verkfæri til að framkvæma og einnig er hægt að ná afgresingu með því að skipta um verkfæri, þó það gæti aukið hringrásartímann.Gerð tólsins fer eftir því hvað þú ætlar að afgrata, holu, krossgötum, brúnum eða sléttu yfirborði.Þú getur valið tólið sem fyrst og fremst miðar að því forriti út frá þessu.
Brúnir:Afskorið verkfæri eða CNC skera til að eyða upphækkuðu efninu og slétta yfirborðið
Holur:Snúningstól til að afgrata
Flatir fletir: Auðvelt er að festa bursta á bitann
Þræðir:Þræðir eru ekki með risastóra burr.Veldu viðeigandi bursta.
Hreinsun með CNC vél
AFylgdu eftirfarandi skrefum eftir að þú hefur valið verkfærin
1. Settu upp CNC forritunina fyrir afgreiðingu
2. Ákvarðu upphafshnit tólsins (X, Y, Z) og dragðu það síðan að verkinu.Þú getur stillt það allt að helming af svið tólsins.
3. Sláðu inn inntaksbreytur eins og samræmiskraft og straumhraða miðað við burstærð.Stilltu síðan stöðuna og byrjaðu aðgerðina.
Einkenni CNC deburring
· Að afbrata CNC vinnsluíhluti er fljótlegt ferli sem hægt er að gera á einni einingu og fjöleininga gerðum af framleiddum hlutum.
· Í samanburði við hefðbundna tækni er afgreiðingarhraði hans betri;það getur grafið allt að 3 metra á einni mínútu.
· Tíðni og önnur inntaksbreytur er hægt að stilla stafrænt í samræmi við vinnslukröfur.
· Það hefur ekki áhrif á sléttleika framhliðarinnar og skaðar ekki hlutann.
· Það hefur ekki áhrif á víddarnákvæmni eða styrk hlutanna og það hjálpar til við að styrkja vöruna þegar búið er að setja hana í aðra íhluti.
2. Háþrýstivatnsþota afgreiðsla
Önnur vinsæl aðferð til að fjarlægja ryk, flís og burt af hlutum til að gera þá slétta er háþrýstivatnsþota.Burr og klumpur tilgreinds hlutar eru slegnir af með háþrýstivatni (35 til 60 MPa) úr þotunni.Þessi aðferð við að afgrata getur einnig náð hreinu og leifafríu yfirborði.Því miður geta hin almennu afbrotsverkfæri ekki framkvæmt þetta afbratunarferli sem notað er fyrir flóknu hlutana.
3. Handvirk afbrotun
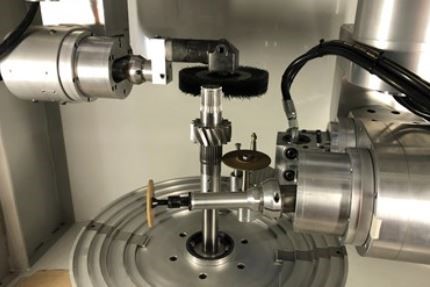
Handvirk afbraun er gamaldags aðferð til að slétta og fletja yfirborðið með því að fjarlægja áfastar leifar sem eftir eru á vinnslusvæði hlutans.Það er hægt að stjórna með ýmsum verkfærum af mismunandi stærðum og gerðum.Handverkfæri eru notuð til að afhjúpa skarpar brúnir og tappaðar holur og veita yfirborð einsleitni.Flest framleiðsluferli sem framkvæmt er á verkstæðum sem eru ekki sjálfvirk treysta á handvirka afgrun af hæfum tæknimönnum.
Handfangið og hnífa sem hægt er að skipta um eru tveir aðalhlutir handvirkra afgratunartækja.Afbramunaraðgerðin í holunni krefst stöðugrar handar á haldinu og snúningi afbratunarblaðanna á hluta hlutans. Þó er hægt að afbrata aðgerðir á skurðbrúnum og sléttum flötum með því að nota handþjöppu eða venjulegt skurðarverkfæri.Samkvæmt gerðinni, aukaferlinu og hlutum er hægt að nota blað með ýmsum formum í einu handfangi með því að skipta um það fyrra.

Handvirk afgrasun
4. Rafefnafræðileg afgreiðsla
Burrs í flókinni rúmfræði er erfitt að fjarlægja með því að nota CNC, handvirkt, slípiefni, titring og aðrar aðferðir.Þess vegna er rafefnafræðileg afgreiðsla notuð.Rafefnafræðileg afgreiðsla er byggð á rafgreiningarreglunni.
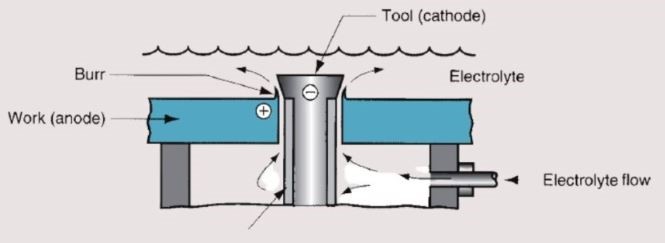
Rafefnafræðilegt afbrotsferli
Vinnustykkið er tengt við jákvæða tengi aflgjafans (skaut).Rafefnafræðilega afgreiðingartækið með einangrun er tengt við neikvæða skautið (bakskaut), með glýkól eða saltlausn sem raflausn.Raflausn fer í gegnum hönnunarbilið á milli burrsins og tólsins.Það leysir upp burrs með því að flytja málmjón vinnsluhlutans, framleiðir hýdroxíð slurry sem aukaafurð.
5. Slípiefni afgrömun
Fín slípiefni eru notuð í þessari tækni til að fjarlægja minniháttar ójöfnur af yfirborði vinnsluhlutans og búa til slétt yfirborðsáferð.Hástyrktu stál-, áloxíð- og glerblöðin eru algeng slípiefni sem notuð eru til að búa til stjórnanlegan afbrotsþota sem getur auðveldlega fjarlægt burr með því að beina stróknum að þeim.Örslípiefni er annað nafn á því sem framleiðendur nota.Þar sem þessi afbrotsaðferð fjarlægir míkron af yfirborðinu, gerir það það tilvalið fyrir þá hluta sem krefjast mikillar nákvæmni, eins og vélkubbum, geimferðum og vélfærafræði.
Kostir þess að afgrata
Afgreiðsla gagnast mælingu, samsetningu, styrk, fagurfræðilegri fegurð og heildargæði vörunnar.
Hér eru helstu kostir;
· Burthreinsun fjarlægir áfastan málm á tappaða gatinu og yfirborðinu, þannig að það sléttir þau fyrst og fremst og hjálpar til við að búa til vel sameinaðan styrk á meðan þeir sameina afgreiddu íhlutunum.
· Hrein göt gera fullkomna pörun við samsetningu.
· Flatleiki hlutanna eykst við afgrasun, sem auðveldar aukaaðgerðir.
· Burr getur skekkt aðra hlið hlutans á meðan hann sameinast öðrum, sem leiðir til misræmis á milli þeirra.Fyrir vikið skapar misjöfnun möguleika á að vara að mistakast.Hægt er að draga úr þessari bilunarhættu með því að grafa íhluti á réttan hátt.
· Þegar mælingin er tekin og notuð á framleiðslustigum mun ójafnt yfirborð málmplötunnar með áföstum burr hafa áhrif á nákvæmni.Röng stærð gæti leitt til bilunar í vörueiginleikum og gæti verið óánægð vara fyrir viðskiptavini.
· Slétt, grafið yfirborð bætir fagurfræði hlutarins og hjálpar við frekari skreytingarferli.
· Flestar nýskornar brúnir hafa skarpar brúnir;burming getur jafnað út skerpuna, sem gerir starfsmönnum og viðskiptavinum öruggari.
Takmarkanir á afbroti
Án nokkurs vafa er afgreiðsla besta aðferðin til að slétta yfirborð málmhluta, en það hefur nokkrar takmarkanir við notkun í nokkrum tilfellum.
1. Skarp horn og brúnir
Það er frekar flókið að afbrata skörp og lághorn horn.Það getur fjarlægt of mikið efni með litlum burrs, sem veldur ófullkomnum brúnum og víddartapi á málmhlutanum.
2. Lokuð hólf
Það er frekar erfitt að halda áfram að afbrata lokuðum hólfum.Ef burrs eru fjarlægðar af brúnum herbergisins getur það afturkallað mikilvæga þykkt hólfsins.
3. Flókin rúmfræði
Ekki er hægt að grafa alla hlutana með snúningsverkfærunum, eins og skrúfabúnaði og öðrum gírhlutum, vegna þess að þessar flóknu rúmfræði skilja eftir langa og þykka burr.
4. Yfirborðsskrapun
Við sléttun yfirborðsins með því að grafa, ef fagmenn höndla ekki verkfæri, er hætta á að skafa af yfirborðinu án þess að fylgjast vel með, sem hefur áhrif á þykkt málmhlutans og lækkar styrk lokaafurðarinnar.
Lokahugsanir
Yfirborðsfrágangur er víðtækt hugtak sem felur í sér ýmsar vinnsluaðgerðir, slípun, slípun, húðun og önnur sléttunarferli málmhluta.Hins vegar gæti það aðeins verið fagurfræðileg fegurð fyrir almenna viðskiptavini.En frágangur hefur veruleg áhrif á endingu og gæði endanlegrar vöru.
Lítilsháttar ófullkomleiki á málmyfirborðinu gæti leitt til vandræða við að festa hlutina saman.Þar sem gæði festingar hafa áhrif á styrk samskeyti og samsvörun ætti yfirborðsfrágangur að vera forgangsverkefni framleiðenda.Afbraun er upphafsaðgerðin til að slétta vegna þess að annað ferli, eins og að skína, mála og húða, verður aðeins fullkomið eftir að pínulítil leifar sem festar eru við yfirborðið eru fjarlægðar.Fyrirtækið okkar hefur unnið að allri framleiðsluþjónustu frá frumgerð til að klára vöruna undir sama þaki.CNC vinnsla, sprautumótun, ogExtrusion úr álieru líka sérfræðiþekking okkar sem þú getur treyst á okkur.
Við höfum verið að útvega vandaða afbraun fyrir málmhluta, sama hvers konar frágang er þörf, eftir því hvaða vinnslu er beitt á þættina.Ekki hika við aðná til okkaref þú þarft einhverja framleiðslutengda þjónustu.
Algengar spurningar
Er að afgrata besta lausnin til að slétta yfirborðið?
Já, það er besta aðferðin.Burthreinsun fjarlægir áfastan málmframlengingu og leifar á yfirborðinu eftir vinnslu.Einnig er hægt að stjórna því til að koma í veg fyrir óþarfa skafa af yfirborðinu meðan á sléttun stendur.
Hvaða tegund af afgrind er best?
Það er ekkert raunverulegt svar;það fer eftir kröfum lokaafurðarinnar sem á að framleiða.Ef lokaafurðin þarf ekki mikla nákvæmni er hægt að gera það handvirkt með einföldum verkfærum.Samt sem áður væri rafefnafræði besta aðferðin ef íhlutir þurfa mikla nákvæmni.
Hvaða burtunartækni er hröð?
Rafefnahreinsun er fljótleg miðað við aðra og hægt er að gera það á einni mínútu.CNC vél er einnig fljótlegt og auðvelt ferli ef vinnustykkið er stórt (það getur grafið allt að 3 metra í einni aðgerð).
Birtingartími: 30. maí 2022