Burning prozesua: zergatik da garrantzitsua fabrikazioan?
Azken eguneratzea 09/14, irakurtzeko denbora: 8 min
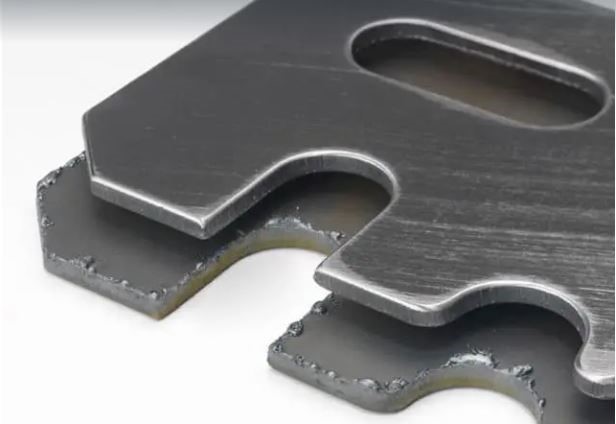
Metalezko pieza errebarekin eta desbastatu ondoren
Zulo bat egiten dugunean eta mozten duguneantxapafabrikazio-prozesuan, zuloak eta ertzek sumendi itxurako aparteko material txiki bat uzten dute bi aldeetan erantsita, bura deritzona.Ia fabrikazio-metodo guztiak, barneebaketa, fresaketa, zulaketa, grabatua,bueltaka, eta hostoak zulatzen, metalezko piezak errebatzen dituzte operazioaren ondoren.Bur horrek neurketa, muntaketa, indarra eta baita produktuaren edertasun estetikoan eragiten du.Hori dela eta, fabrikazio-proiektu guztietan kontuan hartu behar da desbastartzea.
Burr motak
Mekanizazioaren eta piezaren ezaugarrien artean erreminta mota, erremintaren orientazioa, piezaren propietateak eta garrantzitsuena,erreminta nola sartu eta irteten den fabrikazio-eragiketa exekutatzen ari den bitartean gainazaleko erreba-mota zehazten du.
Hona hemen burr mota arruntakhori fabrikazioan kendu behar izan zen
| Burr mota | Eszenarioa |
| Poisson Burr | Metalak gainazalean gehiegizko tentsioa jasotzen duenean, bere ertzak plastikoa deformatu eta luzatzen dira. |
| Ebakitako erreba | Erreba piezaren ebaki-atalean dago erdiko zatitik bereizita dagoen bitartean. |
| Buelta eman | Erreminta bat piezatik irtetean egindako erreba: Material pixka bat hartzen du elikadura bitartean |
| Malko burr | Burr ebaki-alboarekin batera geratu zen zulaketa operazioan. |
Lebaketa motak
Desbarbatzea hainbat modutan egin daiteke metalezko piezaren eta errenaren arabera.Desbarbatzeko metodo ezagunenen artean daudeeskuliburua,CNC mekanizazioa, dardarak, elektrokimikoak, termikoak eta urratzaileak.
1. CNC makina batekin desbarbatzea
Dakizuenez, mekanizazio prozesu guztietan aCNC makinaerreminta espezifikoak ditu egiteko, eta erreminta aldatuz desbarbatzea ere lor daiteke, nahiz eta ziklo-denbora gehi liteke.Desbarbatzeko tresna mota, zulo, zulo gurutzatu, ertz edo gainazal lauaren araberakoa da.Horretan oinarrituta, aplikazio horretarako nagusiki zuzendutako tresna aukeratu dezakezu.
Ertzak:Txanflatzeko tresnak edo CNC ebakitzailea, goratutako materiala ezabatzeko eta gainazala leuntzeko
Zuloak:Birakariak kentzeko tresnak
Gainazal lauak: Desbarbatzeko eskuilak erraz munta daitezke puntetan
Hariak:Hariek ez dute erreba erraldoirik.Aukeratu eskuila egokia.
CNC makinarekin desbarbatzea
Atresnak hautatu ondoren, jarraitu urrats hauek
1. Konfiguratu CNC programazioa babatzeko
2. Zehaztu tresnaren hasierako koordenatua (X, Y, Z), eta arrastatu piezara.Tresnaren barrutiaren erdira arte ezar dezakezu.
3. Sartu sarrerako aldagaiak, esate baterako, betetze-indarra eta elikadura-tasa, erreba-tamainaren arabera.Ondoren, egokitu posizioa eta hasi ekintza.
CNC Desbarbatzearen ezaugarriak
· CNC mekanizazioko osagaiak desbarbatzea prozesu azkar bat da, fabrikatutako piezen unitate bakarreko eta unitate anitzeko ereduetan egin daitekeena.
· Ohiko teknikekin alderatuta, bere desbarbatzeko abiadura handiagoa da;minutu bakarrean 3 metro arte leba ditzake.
· Maiztasuna eta beste sarrerako aldagaiak digitalki doi daitezke prozesatzeko eskakizunen arabera.
· Ez dio aurrealdeko gainazalaren leuntasunari eragiten eta ez dio piezari kalterik eragiten.
· Ez dio eragiten dimentsioko zehaztasunari edo piezen erresistentziari, eta produktua indartzen laguntzen du beste osagai batzuekin hornitu ondoren.
2. Presio handiko ur-zorrotada lebatzea
Piezei hautsa, txirbilak eta errebak kentzeko beste metodo ezagun bat, leunak izan daitezen, presio handiko ur-zorrotada kentzea da.Zehaztutako zatiaren sekzioko errebak eta zatiak presio handiko urak (35 eta 60 MPa) botatzen ditu zorrotadatik.Desbarbatzeko ikuspegi honek gainazal garbi eta hondakinik gabekoa lor dezake.Zoritxarrez, erreminta orokorrek ezin dute pieza konplexuetarako erabiltzen den babatze prozesu hori bete.
3. Eskuzko babaketa
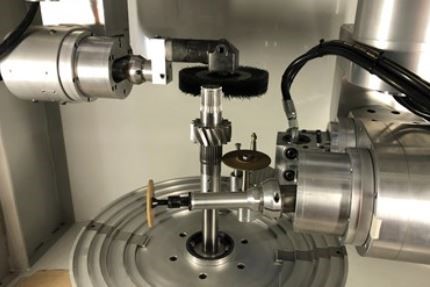
Eskuzko errebastea gainazala leuntzeko eta berdintzeko garai bateko metodoa da, piezaren mekanizazio-eremuan atxikitako hondakina kenduz.Forma eta tamaina ezberdinetako hainbat tresna erabiliz funtziona daiteke.Esku-erremintak ertz zorrotzak eta txorrotatutako zuloak txanflatzeko eta gainazaleko uniformetasuna emateko erabiltzen dira.Automatizatuta ez dauden tailerretan egiten diren fabrikazio-prozesu gehienek teknikari trebeek eskuz babatzean oinarritzen dira.
Heldulekua eta ordezka daitekeen pala bat eskuz kentzeko tresnen bi osagai nagusiak dira.Zuloan desbarbatzeko eragiketak esku irmoa behar du piezaren sekzioan desbarbatzeko palen eustean eta biraketari dagokionez, ebaketa-ertzetan eta gainazal lauetan desbarbatzeko eragiketak eskuko lima edo txanflatzeko tresna arrunt bat erabiliz egin daitezkeen bitartean.Motaren, bigarren mailako prozesuaren eta piezen aplikazioen arabera, forma askotako palak helduleku bakarrean erabil daitezke aurrekoa ordezkatuz.

Eskuzko babaketa
4. Lebaketa elektrokimikoa
Geometria konplexuko errebak kentzen zailak dira CNC, eskuzko, urratzaile, bibrazio eta beste metodo batzuk erabiliz.Horregatik, babaketa elektrokimikoa erabiltzen da.Desbastatze elektrokimikoa elektrolisiaren printzipioan oinarritzen da.
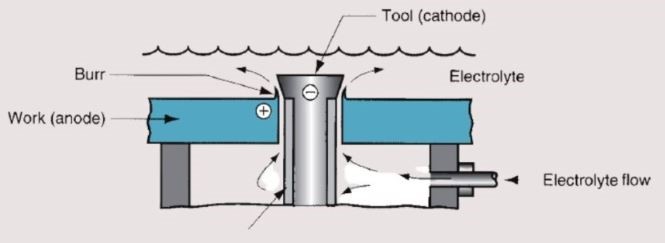
Lebaketa-prozesu elektrokimikoa
Pieza elikadura iturriaren terminal positiboarekin (anodoa) lotuta dago.Isolamendua duen erreminta elektrokimikoa kentzeko tresna terminal negatibora (katodoa) konektatzen da, glikol edo gatz disoluzioa elektrolito gisa.Elektrolito bat errebaren eta erremintaren arteko diseinu-hutsunetik igarotzen da.Errebak disolbatzen ditu piezaren metalezko ioia transferituz, hidroxido-minda bat sortuz azpiproduktu gisa.
5. Lebadura urratzailea
Teknika honetan material urratzaile finak erabiltzen dira mekanizatutako elementuaren gainazaletik irregulartasun txikiak kentzeko eta gainazaleko ehundura leuna sortzeko.Erresistentzia handiko altzairua, aluminio oxidoa eta beirazko palak ohiko material urratzaileak dira, zurrusta kontrolagarri bat sortzeko, errebak erraz ken ditzakeena haietara zuzenduz.Leherketa mikro-urrasiboa fabrikatzaileek erabiltzen duten beste izen bat da.Lebaketa-ikuspegi honek gainazaletik mikroak kentzen dituenez, oso aproposa da zehaztasun handiko piezak egiteko, hala nola motor-blokeak, aeroespazialak eta robotika-elementuak.
Desbarbatzearen abantailak
Desbarbatzeak neurketa, muntaketa, indarra, edertasun estetikoa eta azken produktuaren kalitate orokorra dakar.
Hona hemen abantaila nagusiak;
· Desbarbatzeak txorrotako zuloan eta gainazalean erantsitako metala kentzen du, beraz, batez ere leuntzen ditu eta ondo konbinatutako indarra sortzen laguntzen du desbardatutako osagaiak elkartzen diren bitartean.
· Zulo garbiek elkarketa ezin hobea egiten dute muntaian.
· Piezen lautasuna areagotu egiten da babatzean, eta horrek bigarren mailako eragiketak erraztuko ditu.
· Burr-ek piezaren alde bat okertu dezake besteekin elkartzen den bitartean, haien arteko lerrokadura desegokia eraginez.Ondorioz, lerrokatzeak produktua huts egiteko aukera sortzen du.Porrot-arrisku hori murrizten da osagaiak behar bezala birbatuta.
· Neurketa egin eta fabrikazio faseetan erabiltzen denean, erantsitako erreba duen metalezko xaflaren gainazal irregularrak zehaztasunari eragingo dio.Tamaina okerrak produktuaren ezaugarrietan hutsegitea ekar dezake eta bezeroentzat asegabeko produktua izan daiteke.
· Gainazal leun eta leunak piezaren estetika hobetzen du eta dekorazio prozesuan laguntzen du.
· Moztu berri diren ertz gehienek ertz zorrotzak dituzte;leuntzeak zorroztasuna leuntzen du, langileak eta bezeroak seguruago senti daitezen.
Desbarbatzearen mugak
Zalantzarik gabe, pieza metalikoen gainazala leuntzeko metodorik onena babatzea da, baina muga batzuk ditu eszenatoki gutxitan jarduteko.
1. Ertz eta ertz zorrotzak
Angelu zorrotz eta baxuko izkinak kentzea nahiko zaila da.Erreba gutxirekin stock gehiegi kendu dezake, ertz inperfektuak eta pieza metalikoaren dimentsio-galera eraginez.
2. Ganbara itxiak
Ganberak zigilatzea nahiko zaila da aurrera egitea.Gelako ertzetatik errebak kentzeak ganberaren lodiera kritikoa baliogabetu dezake.
3. Geometria konplexuak
Pieza guztiak ezin dira erreminta birakariekin desbastatu, hala nola engranaje alaka, eta beste transmisio-osagai batzuekin, geometria konplexu horiek erreba luze eta lodia uzten dutelako.
4. Gainazalaren arrastadura
Azalera leuntzean, erremintatuz, profesionalek tresnarik maneiatzen ez badute, behar bezalako arretarik gabe gainazala urratzeko arriskua dago, eta horrek metalezko piezaren lodierari eragiten dio, azken produktuaren indarra murriztuz.
Azken gogoetak
Gainazalaren akabera termino zabala da, mekanizazio-eragiketa, artezketa, leunketa, estaldura eta metalezko piezen beste leuntze-prozesu batzuk barne hartzen dituena.Hala ere, baliteke bezero orokorrentzako edertasun estetikoa baino ez izatea.Baina akaberak eragin handia du azken produktuaren bizitzan eta kalitatean.
Metalezko gainazalean akats txikiak egokitze-arazoak sor ditzake piezak muntatzean.Egokitzearen kalitateak junturaren eta doitzearen indarrari eragiten dionez, gainazaleko akaberak lehentasun nagusia izan behar du fabrikatzaileentzat.Leuntzeko abiapuntua kentzea da, zeren beste prozesu bat, distira, margotzea eta estaldura bezalakoak, gainazalean atxikitako hondakin txikiak kendu ondoren ezin hobeak izaten dira.Gure enpresa Fabrikazio-zerbitzu guztietan lan egin du prototipoen diseinutik hasi eta produktuaren akabera teilatu berean.CNC mekanizazioa, injekzio-moldaketa, etaAluminiozko estrusioaguregan fida zaitezkeen gure esperientzia ere bada.
Elementuei aplikatutako mekanizazioaren arabera zein akabera behar den, metalezko piezen kalitatezko babaketa ematen aritu gara.Senti zaitez libreguregana heldufabrikazioarekin lotutako zerbitzuren bat behar baduzu.
Ohiko galderak
Gainazala leuntzeko soluziorik onena kentzea da?
Bai, hurbilketarik onena da.Desbarbatzeak mekanizatu ondoren erantsitako metal Hedapena eta gainazaleko hondarrak kentzen ditu.Gainera, leundu bitartean gainazaletik alferrikako arrastadura saihesteko kontrola daiteke.
Zein da babaketa mota onena?
Ez dago benetako erantzunik;fabrikatu beharreko azken produktuaren eskakizunaren araberakoa da.Azken produktuak doitasun handirik behar ez badu, eskuz egin daiteke tresna sinpleekin.Hala ere, elektrokimikoa izango litzateke metodo onena osagaiek zehaztasun handia behar badute.
Zein teknika da azkarra?
Desbarbaketa elektrokimikoa azkarra da besteekin alderatuta eta minutu batean egin daiteke.CNC makina ere prozesu azkarra eta erraza da pieza handia bada (eragiketa bakarrean 3 metroraino desbastatu daiteke).
Argitalpenaren ordua: 2022-05-30