ଦେୟ ପ୍ରକ୍ରିୟା: ଉତ୍ପାଦନରେ ଏହା କାହିଁକି ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ?
ଶେଷ ଅଦ୍ୟତନ 09/14, ପ read ିବାକୁ ସମୟ: 8 ମିନିଟ୍ |
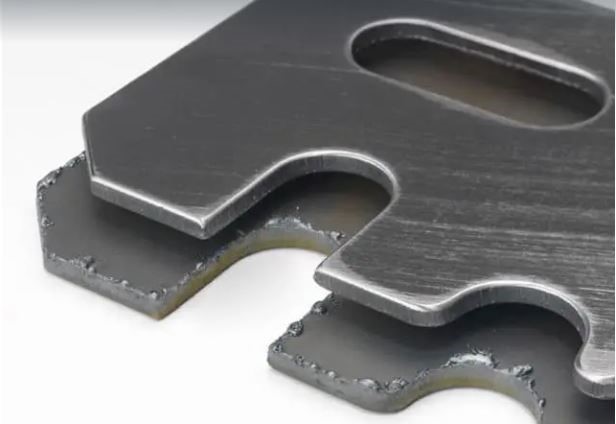
ବୁର ସହିତ ଏବଂ ଧାତୁ ପରେ ଧାତୁ ଅଂଶ |
ଯେତେବେଳେ ଆମେ ଏକ ଗାତ ଖୋଳିବା ଏବଂ କାଟିବା |ସିଟ୍ ଧାତୁ |ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ସମୟରେ, ଗର୍ତ୍ତ ଏବଂ ଧାରଗୁଡ଼ିକ ଉଭୟ ପାର୍ଶ୍ୱରେ ଏକ ଛୋଟ ଆଗ୍ନେୟଗିରି ଆକୃତିର ଅତିରିକ୍ତ ପଦାର୍ଥ ଛାଡିଥାଏ, ଯାହାକୁ ଏକ ବୁର୍ କୁହାଯାଏ |ଅନ୍ତର୍ଭୁକ୍ତ କରି ପ୍ରାୟ ସମସ୍ତ ଉତ୍ପାଦନ ପଦ୍ଧତି |କାଟିବା, ମିଲ୍, ଡ୍ରିଲିଂ, ଖୋଦନ,ବୁଲିବା, ଏବଂ ପତ୍ରଗୁଡିକୁ ପିଚ୍ କରିବା, ଅପରେସନ୍ ପରେ ଧାତୁ ଅଂଶ ଉପରେ ବୁର୍ |ଏହି ବୁର୍ ମାପ, ସମାବେଶ, ଶକ୍ତି, ଏବଂ ଉତ୍ପାଦର ସ est ନ୍ଦର୍ଯ୍ୟ ସ beauty ନ୍ଦର୍ଯ୍ୟକୁ ମଧ୍ୟ ପ୍ରଭାବିତ କରେ |ତେଣୁ, ପ୍ରତ୍ୟେକ ଉତ୍ପାଦନ ପ୍ରକଳ୍ପରେ ଡେବୁରିଙ୍ଗକୁ ବିଚାର କରାଯିବା ଉଚିତ |
ବୁରର ପ୍ରକାରଗୁଡିକ |
ମେସିନିଂ ଏବଂ ୱାର୍କସିପ୍ ବ characteristics ଶିଷ୍ଟ୍ୟଗୁଡିକ ଟୁଲ୍ ପ୍ରକାର, ଟୁଲ୍ ଆରିଏଣ୍ଟେସନ୍, ୱାର୍କସିପ୍ ଗୁଣ, ଏବଂ ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ହେଉଛି,ଉତ୍ପାଦନ ଅପରେସନ୍ ଏକଜେକ୍ୟୁଟ୍ କରିବା ସମୟରେ ଟୁଲ୍ କିପରି ପ୍ରବେଶ କରେ ଏବଂ ବାହାରକୁ ଆସେ, ଭୂପୃଷ୍ଠରେ ବୁର ପ୍ରକାର ନିର୍ଣ୍ଣୟ କରେ |
ଏଠାରେ ସାଧାରଣ ପ୍ରକାରର ବୁର |ଏହାକୁ ଉତ୍ପାଦନରେ ହଟାଇବାକୁ ପଡିଲା |
| ବୁର ପ୍ରକାର | | ଦୃଶ୍ୟ |
| ପଏସନ୍ ବୁର | | ଯେତେବେଳେ ଧାତୁ ଭୂପୃଷ୍ଠରେ ଅତ୍ୟଧିକ ଚାପ ପାଏ, ଏହାର ଧାରଗୁଡ଼ିକ ପ୍ଲାଷ୍ଟିକ୍ ବିକୃତ ଏବଂ ବିସ୍ତାରିତ ହୁଏ | |
| କଟ୍ ଅଫ୍ ବୁର | | କେନ୍ଦ୍ରୀୟ ଅଂଶରୁ ଅଲଗା ହୋଇଥିବାବେଳେ ବୁର୍ ୱାର୍କସିପ୍ ର କଟା ବିଭାଗରେ ଅଛି | |
| ରୋଲ-ଓଭର | | କାର୍ଯ୍ୟକ୍ଷେତ୍ରରୁ ଏକ ଉପକରଣର ପ୍ରସ୍ଥାନରେ ନିର୍ମିତ ବୁର: ଖାଇବାକୁ ଦେବାବେଳେ ଏହା କିଛି ସାମଗ୍ରୀ ନେଇଥାଏ | |
| ଲୁହ ବୁର | ପିଚ୍ ଅପରେସନ୍ ସମୟରେ ବୁର୍ କଟ୍-ସାଇଡ୍ ସହିତ ରହିଲା | |
ତ୍ରୁଟିର ପ୍ରକାର |
ଧାତୁ ଅଂଶ ଏବଂ ବୁର ଉପରେ ନିର୍ଭର କରି ବିଭିନ୍ନ ଉପାୟରେ ଡେବ୍ୟୁରିଙ୍ଗ କରାଯାଇପାରିବ |ସବୁଠାରୁ ଲୋକପ୍ରିୟ ଡେବ୍ୟୁରିଙ୍ଗ ପଦ୍ଧତି ଅନ୍ତର୍ଭୁକ୍ତ |ମାନୁଆଲ୍,CNC ଯନ୍ତ୍ର, କମ୍ପନ, ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍, ତାପଜ ଏବଂ ଘୃଣ୍ୟ |.
1. ଏକ CNC ମେସିନ୍ ସହିତ ତ୍ରୁଟି |
ଆପଣ ଜାଣନ୍ତି, a ରେ ପ୍ରତ୍ୟେକ ଯନ୍ତ୍ର ପ୍ରକ୍ରିୟା |CNC ମେସିନ୍ |କାର୍ଯ୍ୟ କରିବାକୁ ନିର୍ଦ୍ଦିଷ୍ଟ ଉପକରଣଗୁଡିକ ଅଛି, ଏବଂ ଉପକରଣ ପରିବର୍ତ୍ତନ କରି ଡେବ୍ୟୁରିଙ୍ଗ୍ ମଧ୍ୟ ହାସଲ କରାଯାଇପାରେ, ଯଦିଓ ଏହା ଚକ୍ର ସମୟକୁ ଯୋଡିପାରେ |ତୁମେ କ’ଣ ଦେବେ, ଗାତ, କ୍ରସ୍-ହୋଲ୍, ଧାର, କିମ୍ବା ସମତଳ ପୃଷ୍ଠ ଉପରେ ଡିବ୍ୟୁରିଙ୍ଗ୍ ଟୁଲ୍ ପ୍ରକାର ନିର୍ଭର କରେ |ଏହା ଉପରେ ଆଧାର କରି ଆପଣ ସେହି ଅନୁପ୍ରୟୋଗ ପାଇଁ ମୁଖ୍ୟତ targeted ଲକ୍ଷ୍ୟ ରଖାଯାଇଥିବା ଉପକରଣ ବାଛିପାରିବେ |
ଧାର:ଉଠାଯାଇଥିବା ସାମଗ୍ରୀକୁ ଲିଭାଇବା ଏବଂ ଭୂପୃଷ୍ଠକୁ ସୁଗମ କରିବା ପାଇଁ ଚାମ୍ଫର୍ ଟୁଲ୍ସ କିମ୍ବା CNC କଟର |
ଗର୍ତ୍ତଗୁଡିକ:ଘୂର୍ଣ୍ଣନ ତ୍ରୁଟି |
ଫ୍ଲାଟ ପୃଷ୍ଠଗୁଡ଼ିକ |: ଡିବ୍ରିଙ୍ଗ୍ ବ୍ରସ୍ ଗୁଡିକ ସହଜରେ ବିଟ୍ ଉପରେ ମାଉଣ୍ଟ କରାଯାଇପାରିବ |
ଥ୍ରେଡ୍:ଥ୍ରେଡଗୁଡିକରେ ଏକ ବିଶାଳ ବୁର ନାହିଁ |ଏକ ଉପଯୁକ୍ତ ବ୍ରଶ୍ ବାଛନ୍ତୁ |
CNC ମେସିନ୍ ସହିତ ତ୍ରୁଟି |
କସାଧନଗୁଡ଼ିକୁ ବାଛିବା ପରେ, ନିମ୍ନଲିଖିତ ପଦକ୍ଷେପଗୁଡ଼ିକୁ ଅନୁସରଣ କରନ୍ତୁ |
1. ତ୍ରୁଟି ନିବାରଣ ପାଇଁ CNC ପ୍ରୋଗ୍ରାମିଂ ସେଟଅପ୍ କରନ୍ତୁ |
2. ଉପକରଣର ପ୍ରାରମ୍ଭିକ ସଂଯୋଜନା (X, Y, Z) ନିର୍ଣ୍ଣୟ କର, ତାପରେ ଏହାକୁ ଖଣ୍ଡକୁ ଟାଣ |ଆପଣ ଏହାକୁ ଟୁଲ୍ ପରିସରର ଅଧା ପର୍ଯ୍ୟନ୍ତ ସେଟ୍ କରିପାରିବେ |
3. ବୁର ଆକାର ଉପରେ ଆଧାର କରି ଇନପୁଟ୍ ଭେରିଏବଲ୍ ଯେପରିକି ପାଚନ ଶକ୍ତି ଏବଂ ଫିଡ୍ ହାର |ତା’ପରେ, ସ୍ଥିତିକୁ ଟ୍ୟୁନ୍ କରନ୍ତୁ ଏବଂ କାର୍ଯ୍ୟ ଆରମ୍ଭ କରନ୍ତୁ |
CNC ଦେବେରିଙ୍ଗର ଗୁଣ |
· ସିଏନ୍ସି ମେସିନିଂ କମ୍ପୋନେଣ୍ଟଗୁଡିକର ତ୍ରୁଟି ହେଉଛି ଏକ ଶୀଘ୍ର ପ୍ରକ୍ରିୟା ଯାହା ଉତ୍ପାଦିତ ଅଂଶଗୁଡ଼ିକର ଏକକ-ୟୁନିଟ୍ ଏବଂ ମଲ୍ଟି-ୟୁନିଟ୍ ମଡେଲରେ କରାଯାଇପାରିବ |
· ପାରମ୍ପରିକ କ techniques ଶଳ ତୁଳନାରେ, ଏହାର ତ୍ରୁଟିପୂର୍ଣ୍ଣ ଗତି ଶ୍ରେଷ୍ଠ ଅଟେ;ଏହା ଗୋଟିଏ ମିନିଟରେ 3 ମିଟର ପର୍ଯ୍ୟନ୍ତ ଡେବ୍ୟୁ ହୋଇପାରେ |
· ଫ୍ରିକ୍ୱେନ୍ସି ଏବଂ ଅନ୍ୟାନ୍ୟ ଇନପୁଟ୍ ଭେରିଏବଲ୍ ଗୁଡିକ ପ୍ରକ୍ରିୟାକରଣ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଡିଜିଟାଲ୍ ଆଡଜଷ୍ଟ ହୋଇପାରିବ |
· ଏହା ଆଗ ପୃଷ୍ଠର ସୁଗମତାକୁ ପ୍ରଭାବିତ କରେ ନାହିଁ ଏବଂ ଅଂଶକୁ କ୍ଷତି ପହଞ୍ଚାଏ ନାହିଁ |
· ଏହା ଅଂଶଗୁଡିକର ଡାଇମେନ୍ସନାଲ୍ ସଠିକତା କିମ୍ବା ଶକ୍ତି ଉପରେ ପ୍ରଭାବ ପକାଇବ ନାହିଁ, ଏବଂ ଏହା ଅନ୍ୟ ଉପାଦାନଗୁଡ଼ିକ ସହିତ ଫିଟ୍ ହେବା ପରେ ଉତ୍ପାଦକୁ ମଜବୁତ କରିବାରେ ସାହାଯ୍ୟ କରେ |
2. ଉଚ୍ଚ ଚାପ- ୱାଟର ଜେଟ୍ ଡେବ୍ୟୁରିଙ୍ଗ୍ |
ଧୂଳି, ଚିପ୍ସ ଏବଂ ବୁରକୁ ଅଂଶରୁ ବାହାର କରିବା ପାଇଁ ଅନ୍ୟ ଏକ ଲୋକପ୍ରିୟ ପଦ୍ଧତି ହେଉଛି ଉଚ୍ଚ ଚାପର ଜଳ ଜେଟ ଡେବ୍ୟୁରିଙ୍ଗ |ନିର୍ଦ୍ଦିଷ୍ଟ ଅଂଶ ବିଭାଗର ବୁର ଏବଂ ଖଣ୍ଡଗୁଡିକ ଜେଟରୁ ଉଚ୍ଚ ଚାପର ଜଳ (35 ରୁ 60 MPa) ଦ୍ୱାରା ବନ୍ଦ ହୋଇଯାଏ |ଡେବ୍ୟୁରିଙ୍ଗର ଏହି ପଦ୍ଧତି ଏକ ପରିଷ୍କାର ଏବଂ ଅବଶିଷ୍ଟ ମୁକ୍ତ ପୃଷ୍ଠ ମଧ୍ୟ ହାସଲ କରିପାରିବ |ଦୁର୍ଭାଗ୍ୟବଶତ।, ସାଧାରଣ ଡେବ୍ୟୁରିଂ ଉପକରଣଗୁଡ଼ିକ ଜଟିଳ ଅଂଶଗୁଡ଼ିକ ପାଇଁ ବ୍ୟବହୃତ ଏହି ତ୍ରୁଟିପୂର୍ଣ୍ଣ ପ୍ରକ୍ରିୟା ପୂରଣ କରିପାରିବ ନାହିଁ |
3. ମାନୁଆଲ୍ ଦେବେରିଙ୍ଗ୍ |
ମାନୁଆଲ ଡେବ୍ୟୁରିଙ୍ଗ ହେଉଛି ଅଂଶର ଯନ୍ତ୍ର କ୍ଷେତ୍ରରେ ଅବଶିଷ୍ଟ ସଂଲଗ୍ନ ଅବଶିଷ୍ଟାଂଶକୁ ବାହାର କରି ଭୂପୃଷ୍ଠକୁ ସଫାସୁତୁରା ଏବଂ ଚଟାଣ କରିବାର ଏକ ସମୟ-ସମ୍ମାନିତ ପଦ୍ଧତି |ବିଭିନ୍ନ ଆକୃତି ଏବଂ ଆକାରର ବିଭିନ୍ନ ଉପକରଣ ବ୍ୟବହାର କରି ଏହା ପରିଚାଳିତ ହୋଇପାରିବ |ତୀକ୍ଷ୍ଣ ଧାର ଏବଂ ଟ୍ୟାପ୍ ହୋଇଥିବା ଛିଦ୍ରଗୁଡିକ ଚାମ୍ଫର୍ କରିବା ପାଇଁ ଏବଂ ସାଧନଗୁଡ଼ିକ ସମାନତା ପ୍ରଦାନ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |କର୍ମଶାଳାରେ ଚାଲିଥିବା ଅଧିକାଂଶ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଯାହା ସ୍ୱୟଂଚାଳିତ ନୁହେଁ କୁଶଳୀ ଟେକ୍ନିସିଆନମାନଙ୍କ ଦ୍ୱାରା ମାନୁଆଲ୍ ଡେବ୍ୟୁରିଂ ଉପରେ ନିର୍ଭର କରେ |
ହ୍ୟାଣ୍ଡଲ୍ ଏବଂ ଏକ ବଦଳଯୋଗ୍ୟ ବ୍ଲେଡ୍ ହେଉଛି ମାନୁଆଲ୍ ଡେବୁରିଙ୍ଗ୍ ଉପକରଣଗୁଡ଼ିକର ଦୁଇଟି ପ୍ରାଥମିକ ଉପାଦାନ |ଗର୍ତ୍ତରେ ଥିବା ଡେବ୍ୟୁରିଙ୍ଗ୍ ଅପରେସନ୍ ଅଂଶର ବିଭାଗରେ ଥିବା ଡେବ୍ୟୁରିଙ୍ଗ୍ ବ୍ଲେଡଗୁଡିକର ଧରିବା ଏବଂ ଘୂର୍ଣ୍ଣନ ଉପରେ ଏକ ସ୍ଥିର ହାତ ଆବଶ୍ୟକ କରେ, ଯେତେବେଳେ କି ଧାର ଧାର ଏବଂ ସମତଳ ପୃଷ୍ଠଗୁଡ଼ିକରେ ଡେବ୍ୟୁରିଙ୍ଗ୍ ଅପରେସନ୍ ଏକ ହ୍ୟାଣ୍ଡ ଫାଇଲ୍ କିମ୍ବା ନିୟମିତ ଚାମ୍ଫିଙ୍ଗ୍ ଟୁଲ୍ ବ୍ୟବହାର କରି କରାଯାଇପାରିବ |ପ୍ରକାର, ଦ୍ secondary ିତୀୟ ପ୍ରକ୍ରିୟା ଏବଂ ଅଂଶ ପ୍ରୟୋଗ ଅନୁଯାୟୀ, ବିଭିନ୍ନ ଆକୃତିର ବ୍ଲେଡ୍ ପୂର୍ବକୁ ବଦଳାଇ ଗୋଟିଏ ହ୍ୟାଣ୍ଡେଲରେ ବ୍ୟବହାର କରାଯାଇପାରିବ |

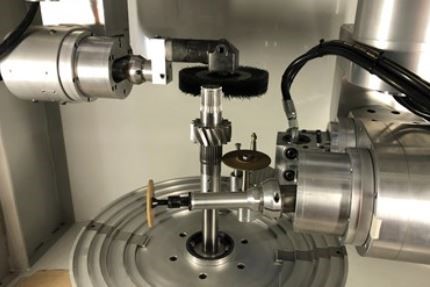
ମାନୁଆଲ୍ ଡେବ୍ୟୁରିଙ୍ଗ୍ |
4. ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ତ୍ରୁଟି |
ଜଟିଳ ଜ୍ୟାମିତିର ବ୍ୟୁରଗୁଡିକ CNC, ମାନୁଆଲ୍, ଘୃଣ୍ୟ, କମ୍ପନ ଏବଂ ଅନ୍ୟାନ୍ୟ ପଦ୍ଧତି ବ୍ୟବହାର କରି ଅପସାରଣ କରିବା କଷ୍ଟକର |ତେଣୁ ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ଡେବୁରିଙ୍ଗ୍ ବ୍ୟବହୃତ ହୁଏ |ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ଡେବ୍ୟୁରିଙ୍ଗ୍ ଇଲେକ୍ଟ୍ରୋଲାଇସିସ୍ ନୀତି ଉପରେ ଆଧାରିତ |
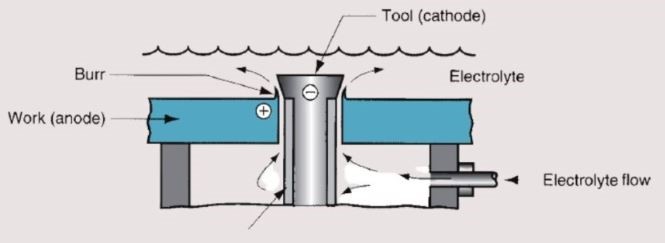
ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ତ୍ରୁଟିପୂର୍ଣ୍ଣ ପ୍ରକ୍ରିୟା |
କାର୍ଯ୍ୟକ୍ଷେତ୍ର ଶକ୍ତି ଉତ୍ସର ସକରାତ୍ମକ ଟର୍ମିନାଲ୍ (ଆନାଡ) ସହିତ ସଂଯୁକ୍ତ |ଇନସୁଲେସନ୍ ସହିତ ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ଡେବୁରିଙ୍ଗ୍ ଟୁଲ୍ ନକାରାତ୍ମକ ଟର୍ମିନାଲ୍ (କ୍ୟାଥୋଡ୍) ସହିତ ଗ୍ଲାଇକଲ୍ କିମ୍ବା ଲୁଣ ଦ୍ରବଣ ସହିତ ଇଲେକ୍ଟ୍ରୋଲାଇଟ୍ ଭାବରେ ସଂଯୁକ୍ତ |ଏକ ଇଲେକ୍ଟ୍ରୋଲାଇଟ୍ ବୁର୍ ଏବଂ ଟୁଲ୍ ମଧ୍ୟରେ ଡିଜାଇନ୍ ଫାଙ୍କ ଦେଇ ଗତି କରେ |ଏହା ୱାର୍କସିପ୍ ର ଧାତୁ ଆୟନ ସ୍ଥାନାନ୍ତର କରି ଏକ ଉପାଦାନ ଭାବରେ ଏକ ହାଇଡ୍ରକ୍ସାଇଡ୍ ସ୍ଲୁରି ଉତ୍ପାଦନ କରି ବୁର୍ଗୁଡ଼ିକୁ ତରଳାଇଥାଏ |
5. ଘୃଣ୍ୟ ତ୍ରୁଟି |
ଯାନ୍ତ୍ରିକ ବସ୍ତୁର ଉପରିଭାଗରୁ ଛୋଟ ଅନିୟମିତତାକୁ ହଟାଇବା ଏବଂ ଏକ ସୁଗମ ପୃଷ୍ଠ ଗଠନ ପାଇଁ ଏହି କ que ଶଳରେ ସୂକ୍ଷ୍ମ ଘୃଣ୍ୟ ସାମଗ୍ରୀ ବ୍ୟବହାର କରାଯାଏ |ଉଚ୍ଚ ଶକ୍ତି ବିଶିଷ୍ଟ ଇସ୍ପାତ, ଆଲୁମିନିୟମ୍ ଅକ୍ସାଇଡ୍, ଏବଂ ଗ୍ଲାସ୍ ବ୍ଲେଡ୍ ହେଉଛି ସାଧାରଣ ଘୃଣ୍ୟ ସାମଗ୍ରୀ ଯାହା ଏକ ନିୟନ୍ତ୍ରିତ ଡେବ୍ୟୁରିଙ୍ଗ୍ ଜେଟ୍ ତିଆରି କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ ଯାହା ଜେଟ୍କୁ ସେମାନଙ୍କ ଆଡକୁ ନିର୍ଦ୍ଦେଶ କରି ସହଜରେ ବରଗୁଡ଼ିକୁ ହଟାଇପାରେ |ମାଇକ୍ରୋ-ଆବ୍ରାଶିଭ୍ ବ୍ଲାଷ୍ଟିଂ ହେଉଛି ଏହାର ଅନ୍ୟ ଏକ ନାମ ଯାହା ନିର୍ମାତାମାନେ ବ୍ୟବହାର କରନ୍ତି |ଯେହେତୁ ଏହି ତ୍ରୁଟିପୂର୍ଣ୍ଣ ପଦ୍ଧତି ପୃଷ୍ଠରୁ ମାଇକ୍ରୋନ୍ ଅପସାରଣ କରେ, ଏହା ଅଂଶଗୁଡିକ ପାଇଁ ଏହା ଆଦର୍ଶ କରିଥାଏ ଯାହାକି ଚରମ ସଠିକତା ଆବଶ୍ୟକ କରେ ଯେପରିକି ଇଞ୍ଜିନ ବ୍ଲକ୍, ଏରୋସ୍ପେସ୍ ଏବଂ ରୋବୋଟିକ୍ସ ଉପାଦାନ |
ଦେବୁରିଙ୍ଗର ଲାଭ |
ପରିମାପ, ସଭା, ଶକ୍ତି, ସ est ନ୍ଦର୍ଯ୍ୟ ସ beauty ନ୍ଦର୍ଯ୍ୟ, ଏବଂ ସାମଗ୍ରିକ ଚୂଡ଼ାନ୍ତ ଉତ୍ପାଦ ଗୁଣ |
ଏଠାରେ ମୁଖ୍ୟ ଲାଭ ଅଛି |;
· ଡେବ୍ୟୁରିଙ୍ଗ୍ ଟ୍ୟାପ୍ ହୋଇଥିବା ଛିଦ୍ର ଏବଂ ପୃଷ୍ଠରେ ସଂଲଗ୍ନ ଧାତୁକୁ ଅପସାରଣ କରିଥାଏ, ତେଣୁ ଏହା ମୁଖ୍ୟତ them ସେମାନଙ୍କୁ ସଫାସୁତୁରା କରିଥାଏ ଏବଂ ଖରାପ ଉପାଦାନଗୁଡ଼ିକରେ ଯୋଗଦେବାବେଳେ ଏକ ସୁ-ମିଳିତ ଶକ୍ତି ସୃଷ୍ଟି କରିବାରେ ସାହାଯ୍ୟ କରେ |
· ପରିଷ୍କାର ଛିଦ୍ରଗୁଡ଼ିକ ସମାବେଶରେ ଉପଯୁକ୍ତ ମିଳନ କରେ |
· ଅଂଶଗୁଡ଼ିକର ସମତଳତା ଡେବ୍ୟୁରିଙ୍ଗ୍ ସହିତ ବ increases ିଥାଏ, ଯାହା ଦ୍ secondary ିତୀୟ କାର୍ଯ୍ୟ ପାଇଁ ଏହା ସହଜ କରିବ |
· ଅନ୍ୟମାନଙ୍କ ସହିତ ଯୋଗଦେବାବେଳେ ବୁର ଅଂଶର ଗୋଟିଏ ପାର୍ଶ୍ୱକୁ ସ୍କେକ୍ କରିପାରେ, ଫଳସ୍ୱରୂପ ସେମାନଙ୍କ ମଧ୍ୟରେ ଭୁଲ ବ୍ୟବହାର |ଫଳସ୍ୱରୂପ, ଭୁଲ୍ ଉତ୍ପାଦନ ଉତ୍ପାଦକୁ ବିଫଳ କରିବାର ସମ୍ଭାବନା ସୃଷ୍ଟି କରେ |ଉପାଦାନଗୁଡ଼ିକର ସଠିକ୍ ବର୍ଜନ ସହିତ ବିଫଳତାର ଏହି ବିପଦକୁ ହ୍ରାସ କରାଯାଇପାରେ |
· ଯେତେବେଳେ ଉତ୍ପାଦନ ପର୍ଯ୍ୟାୟରେ ମାପ ନିଆଯାଏ ଏବଂ ବ୍ୟବହୃତ ହୁଏ, ସଂଲଗ୍ନ ବୁର ସହିତ ଧାତୁ ଶୀଟ୍ ର ଅସମାନ ପୃଷ୍ଠ ସଠିକତା ଉପରେ ପ୍ରଭାବ ପକାଇବ |ଭୁଲ ଆକାର ଉତ୍ପାଦ ବ features ଶିଷ୍ଟ୍ୟରେ ବିଫଳତା ଆଣିପାରେ ଏବଂ ଗ୍ରାହକଙ୍କ ପାଇଁ ଏକ ଅସନ୍ତୁଷ୍ଟ ଉତ୍ପାଦ ହୋଇପାରେ |
· ଚିକ୍କଣ, ଖରାପ ପୃଷ୍ଠଟି ଅଂଶର ସ est ନ୍ଦର୍ଯ୍ୟକୁ ଉନ୍ନତ କରିଥାଏ ଏବଂ ପରବର୍ତ୍ତୀ ସଜାଇବା ପ୍ରକ୍ରିୟାରେ ସାହାଯ୍ୟ କରିଥାଏ |
· ଅଧିକାଂଶ ନୂତନ କଟା ଧାରଗୁଡ଼ିକର ତୀକ୍ଷ୍ଣ ଧାର ଅଛି;ଡେବ୍ୟୁରିଙ୍ଗ୍ ତୀକ୍ଷ୍ଣତାକୁ ସୁଗମ କରିପାରେ, ଶ୍ରମିକ ଏବଂ ଗ୍ରାହକମାନଙ୍କୁ ନିରାପଦ ମନେ କରେ |
ଦେବୁରିଙ୍ଗର ସୀମା |
ବିନା କ doubt ଣସି ସନ୍ଦେହରେ, ଧାତୁ ଅଂଶଗୁଡ଼ିକର ପୃଷ୍ଠକୁ ସୁଗମ କରିବା ପାଇଁ ଡେବୁରିଙ୍ଗ ହେଉଛି ସର୍ବୋତ୍ତମ ଉପାୟ, କିନ୍ତୁ ଏହାର କିଛି ପରିସ୍ଥିତିରେ କାର୍ଯ୍ୟ କରିବାରେ ଏହାର କିଛି ସୀମା ଅଛି |
1. ତୀକ୍ଷ୍ଣ କୋଣ ଏବଂ ଧାର
ତୀକ୍ଷ୍ଣ ଏବଂ ନିମ୍ନ କୋଣର କୋଣଗୁଡିକ ଖରାପ କରିବା ଅତ୍ୟନ୍ତ କଷ୍ଟକର |ଏହା ଛୋଟ ବୁର୍ ସହିତ ଅତ୍ୟଧିକ ଷ୍ଟକ୍ ଅପସାରଣ କରିପାରିବ, ଫଳସ୍ୱରୂପ ଅସମ୍ପୂର୍ଣ୍ଣ ଧାର ଏବଂ ଧାତୁ ଅଂଶର ଡାଇମେନ୍ସନ୍ ନଷ୍ଟ ହୋଇପାରେ |
2. ସିଲ୍ ହୋଇଥିବା ଚାମ୍ବରଗୁଡିକ |
ସିଲ୍ ହୋଇଥିବା ଚାମ୍ବରଗୁଡ଼ିକର ଡେବ୍ୟୁରିଙ୍ଗ୍ ଆଗକୁ ବ quite ିବା କଷ୍ଟକର |ରୁମର ଧାରରୁ ବୁର୍ ଅପସାରଣ କରିବା ଦ୍ୱାରା ଚାମ୍ବରର ଜଟିଳ ଘନତା ପ୍ରତ୍ୟାହାର ହୋଇପାରେ |
3. ଜଟିଳ ଜ୍ୟାମିତି |
ସମସ୍ତ ଅଂଶଗୁଡିକ ଘୂର୍ଣ୍ଣନ ଉପକରଣଗୁଡ଼ିକ ସହିତ ବିଭ୍ରାନ୍ତ ହୋଇପାରିବ ନାହିଁ, ଯେପରିକି ବେଭେଲ୍ ଗିଅର୍, ଏବଂ ଅନ୍ୟାନ୍ୟ ଟ୍ରାନ୍ସମିସନ୍ ଉପାଦାନଗୁଡିକ, କାରଣ ଏହି ଜଟିଳ ଜ୍ୟାମିତିକଗୁଡିକ ଲମ୍ବା ଏବଂ ମୋଟା ବୁର୍ ଛାଡିଥାଏ |
4. ସର୍ଫେସ୍ ସ୍କ୍ରାପିଂ |
ଡେବ୍ୟୁରିଙ୍ଗ୍ ଦ୍ୱାରା ଭୂପୃଷ୍ଠକୁ ସଫାସୁତୁରା କରିବା ସମୟରେ, ଯଦି ବୃତ୍ତିଗତମାନେ ଉପକରଣଗୁଡିକ ପରିଚାଳନା ନକରନ୍ତି, ତେବେ ଉପଯୁକ୍ତ ଧ୍ୟାନ ନ ଦେଇ ଭୂପୃଷ୍ଠରୁ ସ୍କ୍ରାପ୍ ହେବାର ଆଶଙ୍କା ଥାଏ, ଯାହା ଧାତୁର ଅଂଶର ଘନତାକୁ ପ୍ରଭାବିତ କରିଥାଏ, ଏବଂ ଶେଷ ଦ୍ରବ୍ୟର ଶକ୍ତି ହ୍ରାସ କରିଥାଏ |
ଅନ୍ତିମ ଚିନ୍ତାଧାରା |
ସର୍ଫେସ୍ ଫିନିସିଂ ହେଉଛି ଏକ ବ୍ୟାପକ ଶବ୍ଦ ଯେଉଁଥିରେ ବିଭିନ୍ନ ମେସିନିଂ ଅପରେସନ୍, ଗ୍ରାଇଣ୍ଡିଂ, ଡେବରିଙ୍ଗ୍ ପଲିସିଂ, ଆବରଣ ଏବଂ ଧାତୁ ଅଂଶଗୁଡ଼ିକର ଅନ୍ୟାନ୍ୟ ସଫ୍ଟ ପ୍ରକ୍ରିୟା ଅନ୍ତର୍ଭୁକ୍ତ |ତଥାପି, ଏହା କେବଳ ସାଧାରଣ ଗ୍ରାହକଙ୍କ ପାଇଁ ଏକ ସ est ନ୍ଦର୍ଯ୍ୟ ସ beauty ନ୍ଦର୍ଯ୍ୟ ହୋଇପାରେ |କିନ୍ତୁ ଶେଷ ଦ୍ରବ୍ୟର ଜୀବନ ଏବଂ ଗୁଣ ଉପରେ ଫିନିସିଂର ଏକ ମହତ୍ impact ପୂର୍ଣ୍ଣ ପ୍ରଭାବ ପଡିଥାଏ |
ଧାତୁ ପୃଷ୍ଠରେ ସାମାନ୍ୟ ଅସମ୍ପୂର୍ଣ୍ଣତା ଅଂଶଗୁଡ଼ିକୁ ଏକତ୍ର କରିବା ସମୟରେ ଏକ ଫିଟ୍ ସମସ୍ୟା ସୃଷ୍ଟି କରିପାରେ |ଯେହେତୁ ଫିଟିଂର ଗୁଣ ଗଣ୍ଠି ଏବଂ ଫିଟ୍ ର ଶକ୍ତି ଉପରେ ପ୍ରଭାବ ପକାଇଥାଏ, ଉତ୍ପାଦକମାନଙ୍କ ପାଇଁ ଭୂପୃଷ୍ଠ ସମାପ୍ତି ଏକ ପ୍ରମୁଖ ପ୍ରାଥମିକତା ହେବା ଉଚିତ |ସଫାସୁତୁରା ପାଇଁ ଡେବ୍ୟୁରିଙ୍ଗ ହେଉଛି ପ୍ରାରମ୍ଭିକ କାର୍ଯ୍ୟ କାରଣ ଜ୍ୟୋତି, ଚିତ୍ର, ଏବଂ ଆବରଣ ପରି ଅନ୍ୟ ଏକ ପ୍ରକ୍ରିୟା, ଭୂପୃଷ୍ଠରେ ଲାଗିଥିବା କ୍ଷୁଦ୍ର ଅବଶିଷ୍ଟାଂଶକୁ ବାହାର କରିବା ପରେ ହିଁ ସିଦ୍ଧ ହୋଇଯାଏ |ଆମର ଦୃ firm ଼ତା | ପ୍ରୋଟୋଟାଇପ୍ ଡିଜାଇନ୍ ଠାରୁ ଆରମ୍ଭ କରି ସମାନ ଛାତ ତଳେ ଉତ୍ପାଦ ଶେଷ କରିବା ପର୍ଯ୍ୟନ୍ତ ସମସ୍ତ ଉତ୍ପାଦନ ସେବା ଉପରେ କାର୍ଯ୍ୟ କରିଆସୁଛି |CNC ଯନ୍ତ୍ର, ଇଞ୍ଜେକ୍ସନ୍ ମୋଲିଡିଂ |, ଏବଂଆଲୁମିନିୟମ୍ ଏକ୍ସଟ୍ରୁଜନ୍ |ଆମର ପାରଦର୍ଶିତା ମଧ୍ୟ ତୁମେ ଆମ ଉପରେ ନିର୍ଭର କରିପାରିବ |
ଉପାଦାନଗୁଡ଼ିକରେ ପ୍ରୟୋଗ କରାଯାଉଥିବା ଯନ୍ତ୍ରପାତି ଉପରେ ନିର୍ଭର କରି କେଉଁ ପ୍ରକାରର ଫିନିସିଂ ଆବଶ୍ୟକ ହେଉନା କାହିଁକି ଆମେ ଧାତୁ ଅଂଶଗୁଡ଼ିକ ପାଇଁ ଗୁଣାତ୍ମକ ଡେବୁରିଂ ପ୍ରଦାନ କରୁଛୁ |ମୁକ୍ତ ମନେ କର |ଆମ ପାଖରେ ପହଞ୍ଚ |ଯଦି ଆପଣ କ manufacturing ଣସି ଉତ୍ପାଦନ ସମ୍ବନ୍ଧୀୟ ସେବା ଆବଶ୍ୟକ କରନ୍ତି |
FAQ ର
ଭୂପୃଷ୍ଠକୁ ସୁଗମ କରିବା ପାଇଁ ସର୍ବୋତ୍ତମ ସମାଧାନକୁ ଖଣ୍ଡନ କରୁଛି |?
ହଁ, ଏହା ହେଉଛି ସର୍ବୋତ୍ତମ ଉପାୟ |ଡେବରିଙ୍ଗ୍ ମେସିନ୍ ପରେ ସଂଲଗ୍ନ ଧାତୁ ଏକ୍ସଟେନ୍ସନ୍ ଏବଂ ଭୂପୃଷ୍ଠରେ ଥିବା ଅବଶିଷ୍ଟାଂଶକୁ ବାହାର କରିଥାଏ |ଆହୁରି ମଧ୍ୟ, ସଫାସୁତୁରା ସମୟରେ ଭୂପୃଷ୍ଠରୁ ଅନାବଶ୍ୟକ ସ୍କ୍ରାପିଂକୁ ରୋକିବା ପାଇଁ ଏହାକୁ ନିୟନ୍ତ୍ରଣ କରାଯାଇପାରିବ |
କେଉଁ ପ୍ରକାରର ଡେବ୍ୟୁରିଂ ସର୍ବୋତ୍ତମ?
କ actual ଣସି ପ୍ରକୃତ ଉତ୍ତର ନାହିଁ;ଏହା ଉତ୍ପାଦିତ ହେବାକୁ ଥିବା ଅନ୍ତିମ ଉତ୍ପାଦର ଆବଶ୍ୟକତା ଉପରେ ନିର୍ଭର କରେ |ଯଦି ଅନ୍ତିମ ଦ୍ରବ୍ୟର ଉଚ୍ଚ ସଠିକତାର ଆବଶ୍ୟକତା ନାହିଁ, ଏହା ସରଳ ଉପକରଣଗୁଡ଼ିକ ସହିତ ମାନୁଆଲୀ କରାଯାଇପାରିବ |ତଥାପି, ଯଦି ଉପାଦାନଗୁଡ଼ିକ ଉଚ୍ଚ ସଠିକତା ଆବଶ୍ୟକ କରନ୍ତି ତେବେ ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ସର୍ବୋତ୍ତମ ପଦ୍ଧତି ହେବ |
କେଉଁ ତ୍ରୁଟିପୂର୍ଣ୍ଣ କ technique ଶଳ ଦ୍ରୁତ ଅଟେ?
ଇଲେକ୍ଟ୍ରୋକେମିକାଲ୍ ଡେବୁରିଙ୍ଗ୍ ଅନ୍ୟମାନଙ୍କ ତୁଳନାରେ ଶୀଘ୍ର ଏବଂ ଏକ ମିନିଟ୍ ମଧ୍ୟରେ କରାଯାଇପାରିବ |CNC ମେସିନ୍ ମଧ୍ୟ ଏକ ଦ୍ରୁତ ଏବଂ ସହଜ ପ୍ରକ୍ରିୟା ଅଟେ ଯଦି କାର୍ଯ୍ୟକ୍ଷେତ୍ରଟି ବଡ଼ (ଏହା ଗୋଟିଏ ଅପରେସନରେ 3 ମିଟର ପର୍ଯ୍ୟନ୍ତ ଖରାପ ହୋଇପାରେ) |
ପୋଷ୍ଟ ସମୟ: ମେ -30-2022 |