Дебуринг процессы: Ни өчен җитештерүдә мөһим?
Соңгы яңарту 09/14, укырга вакыт: 8 мин
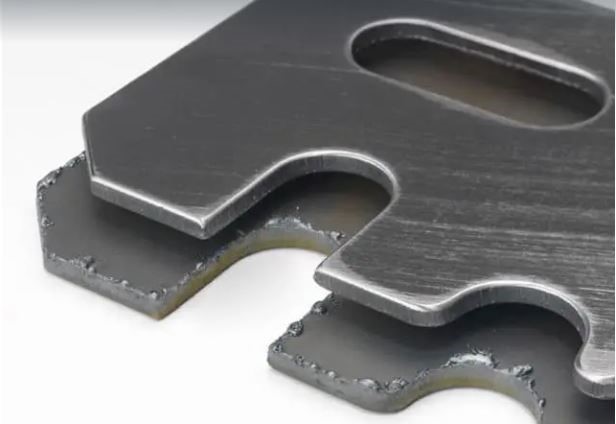
Металл өлеше бурр белән һәм дебурингтан соң
Без тишек бораулап, кискәндәметаллҗитештерү процессында тишек һәм кырлар кечкенә вулкан формасындагы өстәмә материал калдыралар, ике якка да бор дип аталган.Барлык җитештерү ысуллары диярлек, шул исәптәнкисү, тегермән, бораулау, гравировка,борылу, һәм яфракларны сугып, операциядән соң металл өлешләргә күмегез.Бу буран үлчәү, җыю, көч, хәтта продуктның эстетик матурлыгына тәэсир итә.Димәк, һәр җитештерү проектында Дебурринг каралырга тиеш.
Бурр төрләре
Эшкәртү һәм эш кисәгенең үзенчәлекләренә корал төре, корал ориентациясе, эш кисәге үзенчәлекләре, иң мөһиме,производство операциясен башкарганда коралның ничек керүе һәм чыгуы биттәге бура төрен билгели.
Менә уртак төрләрҗитештерүдә бетерелергә тиеш иде
| Бур төре | Сценарий |
| Писсон Берр | Металл өслектә артык стресс алгач, аның кырлары пластик деформацияләнә һәм озын була. |
| Киселгән бур | Бура эш өлешенең киселгән өлешендә, ул үзәк өлештән аерылган. |
| Боргалану | Эш кисәгеннән корал чыкканда ясалган бурр: тукланганда бераз материал кирәк |
| Күз яшьләре | Берр типү операциясе вакытында киселгән ягы белән калды. |
Дебуринг төрләре
Дебурринг металл өлешенә һәм бурасына карап төрлечә эшләнергә мөмкин.Иң популяр дебуринг ысуллары керәкулланма,CNC эшкәртү, тибрәнү, электрохимик, җылылык һәм абразив.
1. CNC машинасы белән дебуринг
Белүегезчә, һәр эшкәртү процессы аCNC машинасыбашкару өчен махсус кораллары бар, һәм дебуринг шулай ук коралны үзгәртеп ирешеп була, гәрчә ул цикл вакытына өсти ала.Дебуринг коралы тибы нәрсә эшләвегезгә, тишеккә, тишекләргә, кырларга яки яссы өслеккә бәйле.Сез бу кушымта өчен төп максатлы коралны сайлый аласыз.
Кырлар:Көтелгән материалны бетерү һәм өслекне шомарту өчен камера кораллары яки CNC кисүче
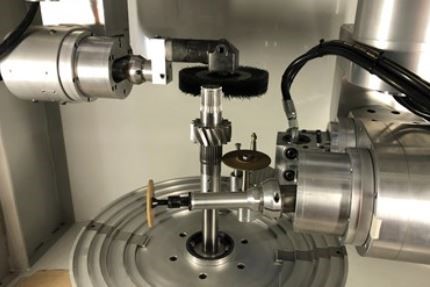
Чокырлар:Әйләнү кораллары
Тигез өслекләр: Дебюринг щеткалары биткә җиңел урнаштырылырга мөмкин
Темалар:Threadепләрнең гигант бурасы юк.Тиешле чиста сайлагыз.
CNC машинасы белән дебуринг
А.коралларны сайлаудан соң, түбәндәге адымнарны үтәгез
1. CNC программалаштыруны көйләү
2. Коралның башлангыч координатасын билгеләгез (X, Y, Z), аннары аны кисәккә сузыгыз.Сез аны корал диапазонының яртысына кадәр урнаштыра аласыз.
3. Бур зурлыгына карап туры килү көче һәм туклану ставкасы кебек кертү үзгәрүләрен кертегез.Аннары, позицияне көйләгез, эшне башлап җибәрегез.
CNC Deburring характеристикалары
· CNC Machining компонентларын бозу - тиз процесс, җитештерелгән детальләрнең бер берәмлек һәм күп берәмлек модельләрендә эшләп була.
· Гадәттәге техника белән чагыштырганда, аның тизлеге өстен;ул бер минутта 3 метрга кадәр төшә ала.
· Ешлык һәм бүтән кертү Variзгәрешләр эшкәртү таләпләренә туры китереп санлы көйләнергә мөмкин.
· Бу алгы өслекнең тигезлегенә тәэсир итми һәм өлешенә зыян китерми.
· Бу өлешләрнең үлчәм төгәллегенә яки көченә тәэсир итми, һәм продуктны башка компонентлар белән урнаштырылганнан соң ныгытырга ярдәм итә.
2. Pressureгары басым - су реактивы
Тузанны, фишкаларны, бураларны чистарту өчен тагын бер популяр ысул - югары басымлы су реактив дебуринг.Күрсәтелгән өлеш бүлегенең бураннары һәм очкычлары очкычтан югары басымлы су (35 - 60 МПа) белән бәрелә.Дебурингның бу ысулы чиста һәм калдыксыз өслеккә дә ирешә ала.Кызганычка каршы, гомуми дебуринг кораллары катлаулы өлешләр өчен кулланылган бу дебуринг процессын башкара алмый.
3. Кул белән түләү
Кул белән дебуринг - өлешнең эшкәртү өлкәсендә калган калдыкны чыгарып, өслекне тигезләү һәм тигезләү ысулы.Аны төрле формадагы һәм зурлыктагы төрле кораллар ярдәмендә эшләп була.Кул кораллары үткен кырларны һәм тишелгән тишекләрне кысу өчен кулланыла һәм өслекнең бердәмлеген тәэмин итә.Күпчелек җитештерү процесслары остаханәләрдә үткәрелә, алар автоматлаштырылган түгел, оста техниклар кул белән эшкәртүгә таяналар.
Тоткыч һәм алыштырыла торган пычак - кул белән эшкәртү коралларының ике төп компоненты.Чокырдагы дебуринг операциясе өлештә тотрыклы кулны тоту һәм әйләндерү өчен тотрыклы кул таләп итә, шул ук вакытта кырларны һәм яссы өслекләрне кисү буенча операцияләр кул файллары яки гади корал ярдәмендә эшләнергә мөмкин.Төрле, икенчел процесс һәм өлешләр кушымталары буенча, төрле формадагы плиталар бер тоткычта алдагысын алыштырып кулланылырга мөмкин.

Кул белән дебуринг
4. Электрохимик дебуринг
Катлаулы геометриядәге бураларны CNC, кул белән, абразив, тибрәнү һәм башка ысуллар ярдәмендә бетерү кыен.Димәк, электрохимик дебуринг кулланыла.Электрохимик дебуринг электролиз принцибына нигезләнгән.
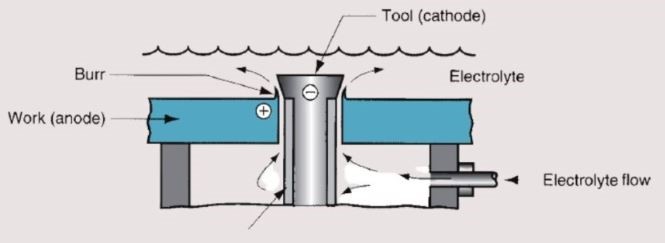
Электрохимик дебуринг процессы
Эш кисәге энергия чыганагының уңай терминалы (анод) белән бәйләнгән.Электрохимик дебуринг коралы тискәре терминалга (катод) тоташтырылган, электролит кебек гликол яки тоз эремәсе белән.Электролит буран белән корал арасындагы дизайн аермасы аша уза.Ул эш кисәгенең металл ионын күчереп, эретеп эретә, продукт буларак гидроксид плитасын чыгара.
5. Абразив дебуринг
Нечкә абразив материаллар бу техникада эшкәртелгән әйбер өслегеннән кечкенә тәртипсезлекләрне бетерү һәм шома өслек текстурасы булдыру өчен кулланыла.Steelгары көчле корыч, алюминий оксиды, пыяла пычаклар - гадәти абразив материаллар, алар контрольдә тотыла торган дебуринг реактивын ясау өчен кулланыла, алар реактивны аларга юнәлтеп, тиз арада бураларны бетерә ала.Микро-абразив шартлау - җитештерүчеләр кулланган тагын бер исем.Бу бозылу ысулы микроннарны өслектән чыгарганга, двигатель блоклары, аэрокосмос һәм робототехника элементлары кебек бик төгәллек таләп итә торган өлешләр өчен идеаль итә.
Дебюрингның өстенлекләре
Дебуринг файда үлчәү, җыю, көч, эстетик матурлык, гомуми продукт сыйфаты.
Менә төп өстенлекләр;
· Дебурринг тишелгән тишектә һәм өслектә бәйләнгән металлны бетерә, шуңа күрә ул беренче чиратта аларны шомартып, дебурланган компонентларга кушылганда яхшы кушылган көч булдырырга булыша.
· Чиста тишекләр монтажда камилләшә.
· Детуринг белән өлешләрнең яссылыгы арта, бу икенчел операцияләрне җиңеләйтәчәк.
· Берр бүтәннәр белән кушылганда өлешнең бер ягын шудыра ала, нәтиҗәдә алар арасындагы тигезсезлек.Нәтиҗәдә, Misalignment продуктның ватылуына китерә.Бу уңышсызлык куркынычы компонентларны дөрес кую белән киметелергә мөмкин.
· Manufactитештерү этапларында алынганда һәм кулланылганда, металл табакның тигез булмаган өслеге төгәллеккә тәэсир итәчәк.Ялгыш зурлык продукт үзенчәлекләренең уңышсызлыгына китерергә мөмкин һәм клиентлар өчен канәгать булмаган продукт булырга мөмкин.
· Шома, бозылган өслек өлешнең эстетикасын яхшырта һәм алдагы бизәү процессында булыша.
· Күпчелек яңа киселгән кырларның үткен кырлары бар;дебуринг үткенлекне шомартырга мөмкин, эшчеләр һәм клиентлар үзләрен куркынычсызрак хис итә.
Дебурринг чикләүләре
Metalичшиксез, Дебурринг - металл өлешләр өслеген шомарту өчен иң яхшы ысул, ләкин аның берничә сценарийда эшләве чикләнгән.
1. Кискен почмаклар һәм кырлар
Кискен һәм түбән почмаклы почмакларны бозу бик катлаулы.Кечкенә запаслар белән артык запасны бетерә ала, нәтиҗәдә камил булмаган кырлар һәм металл өлешнең үлчәме югала.
2. Мөһерләнгән палаталар
Мөһерләнгән палаталарны түләү дәвам итү бик кыен.Бүлмә читендәге бураларны бетерү палатаның критик калынлыгын кире кагарга мөмкин.
3. Катлаулы геометрия
Барлык өлешләрне дә әйләндергеч кораллар, бевел җиһазлары һәм башка тапшыру компонентлары белән дебурацияләп булмый, чөнки бу катлаулы геометрия озын һәм калын бураны калдыра.
4. Faceир өсте кыру
Дебуринг ярдәмендә өслекне тигезләү вакытында, профессионаллар кораллар белән эш итмәсәләр, тиешле игътибарсыз өслектән кырылу куркынычы бар, бу металл өлешнең калынлыгына тәэсир итә, соңгы продуктның көчен киметә.
Соңгы уйлар
Faceир өсте бизәү - киң эшкәртү, төрле эшкәртү операцияләрен, тарттыру, дебуринг полировкасы, каплау һәм металл өлешләрнең башка шомарту процессларын үз эченә ала.Ләкин, бу гомуми клиентлар өчен эстетик матурлык булырга мөмкин.Ләкин бизәү соңгы продуктның тормышына һәм сыйфатына зур йогынты ясый.
Металл өслегендә бераз камилсезлек, детальләрне җыйганда, проблемага китерергә мөмкин.Фитингның сыйфаты буыннарның көченә тәэсир иткәнгә, өслекне бизәү җитештерүчеләр өчен төп өстенлек булырга тиеш.Дебурринг - шомарту өчен башлангыч эш, чөнки балкып тору, буяу, каплау кебек башка процесс, өскә бәйләнгән кечкенә калдыкны бетергәннән соң гына камилләшә.Безнең фирма Прототип дизайныннан алып продуктны бер түбә астына тәмамлауга кадәр барлык җитештерү хезмәтләре өстендә эшли.CNC эшкәртү, инъекция формалаштыру, һәмАлюминий экструзиясеСез дә безгә таяна алырлык безнең тәҗрибә.
Без металл өлешләр өчен сыйфатлы дебуринг белән тәэмин итәбез, элементларга кулланылган эшкәртүгә карап нинди бизәү кирәк булса да.Иркен булыгызбезгә мөрәҗәгать итсезгә җитештерү белән бәйле хезмәтләр кирәк булса.
Сораулар
Surfaceирне шомарту өчен иң яхшы чишелеш?
Әйе, бу иң яхшы ысул.Дебурринг эшләнгән металл киңәйтүне һәм эшкәртүдән соң өслектә калдыкны бетерә.Шулай ук, аны шомартканда кирәксез кырларны булдырмас өчен контрольдә тотарга мөмкин.
Кайсы төр дебуринг иң яхшысы?
Фактта җавап юк;бу соңгы продуктның җитештерелү таләбенә бәйле.Соңгы продукт югары төгәллеккә мохтаҗ булмаса, аны гади кораллар белән кул белән эшләп була.Шулай да, компонентларга югары төгәллек кирәк булса, электрохимик иң яхшы ысул булыр иде.
Кайсы дебуринг техникасы тиз?
Электрохимик дебюринг башкалар белән чагыштырганда тиз һәм бер минут эчендә эшләнергә мөмкин.CNC машинасы шулай ук тиз һәм җиңел процесс, эш кисәге зур булса (ул бер операциядә 3 метрга кадәр төшәргә мөмкин).
Пост вакыты: 30-2022 май