Atslogošanas process: kāpēc tas ir svarīgi ražošanā?
Pēdējā atjaunināšana 14.09., lasīšanas laiks: 8 min
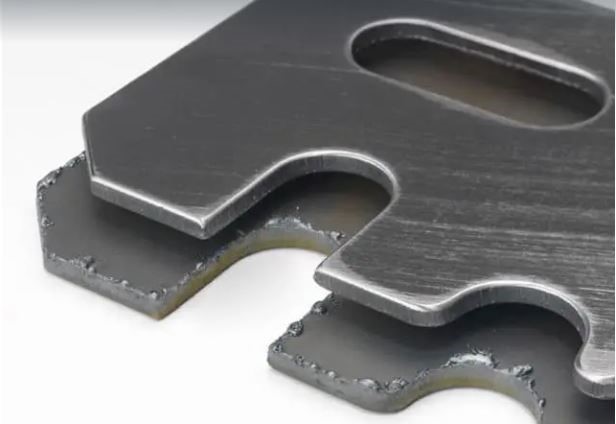
Metāla daļa ar urbumu un pēc atskurbšanas
Kad mēs urbjam caurumu un sagriežamlokšņu metālsražošanas procesā caurums un malas atstāj nelielu vulkāna formas papildu materiālu, kas piestiprināts abās pusēs, kas pazīstams kā urbis.Gandrīz visas ražošanas metodes, ieskaitotgriešana, frēzēšana, urbšana, gravēšana,pagriežot, un štancēšanas lapas, urbums uz metāla daļām pēc operācijas.Šis urbis ietekmē izstrādājuma mērījumus, montāžu, izturību un pat estētisko skaistumu.Tāpēc katrā ražošanas projektā ir jāņem vērā atstarpju noņemšana.
Burru veidi
Apstrādes un sagataves raksturlielumi ietver instrumenta veidu, instrumenta orientāciju, sagataves īpašības un, pats galvenais,Tas, kā rīks ieiet un iziet ražošanas darbības laikā, nosaka virsmas urbuma veidu.
Šeit ir norādīti izplatītākie urbumu veidikas bija jānoņem ražošanas laikā
| Burru veids | Scenārijs |
| Poisson Burr | Kad metāla virsma tiek pārmērīgi noslogota, tā malas plastiski deformējas un izstiepjas. |
| Nogriešanas urbums | Burbulis atrodas uz sagataves griezuma daļas, kamēr tā ir atdalīta no centrālās daļas. |
| Apgāšanās | urbums, kas izveidots uz instrumenta izejas no sagataves: padeves laikā tas aizņem kādu materiālu |
| Asaru burz | Caurduršanas operācijas laikā Burr palika kopā ar griezuma pusi. |
Atslogošanas veidi
Atslogošanu var veikt dažādos veidos atkarībā no metāla daļas un urbuma.Populārākās atstarpju noņemšanas metodes ietverrokasgrāmata,CNC apstrāde, vibrācijas, elektroķīmiskās, termiskās un abrazīvās.
1. Atstarpju noņemšana ar CNC iekārtu
Kā jūs zināt, katrs apstrādes process aCNC mašīnair īpaši rīki, kas jāveic, un atstarpju atdalīšanu var panākt arī, mainot rīku, lai gan tas var palielināt cikla laiku.Atstarpju noņemšanas instrumenta veids ir atkarīgs no tā, ko atslābināsit, caurumu, šķērsām caurumiem, malām vai plakanu virsmu.Pamatojoties uz to, varat izvēlēties šai lietojumprogrammai primāro rīku.
Malas:Noslīpēt instrumenti vai CNC griezējs, lai izdzēstu izvirzīto materiālu un izlīdzinātu virsmu
Caurumi:Rotējošie atstarpju noņemšanas instrumenti
Plakanas virsmas: Atslogošanas birstes var viegli uzstādīt uz uzgaļa
Pavedieni:Vītnēm nav milzu urbuma.Izvēlieties atbilstošu suku.
Atstarpju noņemšana ar CNC iekārtu
Apēc rīku izvēles veiciet tālāk norādītās darbības
1. Iestatiet CNC programmēšanu atstarpju noņemšanai
2. Nosakiet rīka sākotnējo koordinātu (X, Y, Z), pēc tam velciet to uz gabalu.Varat iestatīt to līdz pusei no rīka diapazona.
3. Ievadiet ievades mainīgos, piemēram, atbilstības spēku un padeves ātrumu, pamatojoties uz urbuma izmēru.Pēc tam noregulējiet pozīciju un sāciet darbību.
CNC atstarpju noņemšanas raksturojums
· CNC apstrādes komponentu atstarpju noņemšana ir ātrs process, ko var veikt ar vienas vienības un vairāku vienību ražoto detaļu modeļiem.
· Salīdzinot ar parastajiem paņēmieniem, tā noņemšanas ātrums ir pārāks;vienas minūtes laikā tas var notīrīt līdz 3 metriem.
· Frekvences un citus ievades mainīgos var pielāgot digitāli atbilstoši apstrādes prasībām.
· Tas neietekmē priekšējās virsmas gludumu un nekaitē detaļai.
· Tas neietekmē detaļu izmēru precizitāti vai izturību, un tas palīdz nostiprināt izstrādājumu, kad tas ir aprīkots ar citām sastāvdaļām.
2. Augstspiediens - ūdens strūklas noņemšana
Vēl viena populāra metode putekļu, skaidu un atslāņošanās noņemšanai no detaļām, lai padarītu tās gludas, ir augstspiediena ūdens strūklas noņemšana.Norādītās daļas sekcijas urbumus un gabalus no strūklas izsit augstspiediena ūdens (35 līdz 60 MPa).Šī atstarpju noņemšanas metode var arī iegūt tīru un bez atlikumiem virsmu.Diemžēl vispārīgie atstarpju noņemšanas rīki nevar veikt šo atstarpju noņemšanas procesu, ko izmanto sarežģītām daļām.
3. Manuāla atstarpju noņemšana
Manuālā atstarpju noņemšana ir sena metode virsmas izlīdzināšanai un izlīdzināšanai, noņemot pievienotos atlikumus, kas palikuši detaļas apstrādes zonā.To var darbināt, izmantojot dažādus dažādu formu un izmēru instrumentus.Rokas instrumenti tiek izmantoti asu malu un caurumu slīpēšanai un virsmas viendabīgumam.Lielākā daļa ražošanas procesu, kas tiek veikti darbnīcās, kuras nav automatizētas, ir atkarīgas no manuālas atstarpju noņemšanas, ko veic kvalificēti tehniķi.
Rokturis un nomaināms asmens ir divi galvenie manuālo atsērēšanas instrumentu komponenti.Atstarpju noņemšanai caurumā ir nepieciešama stabila roka, turot un atskurbšanas asmeņi jāgriežas daļas daļā. Lai gan atstarpju noņemšanas darbības uz griešanas malām un plakanām virsmām var veikt, izmantojot rokas vīli vai parastu slīpēšanas instrumentu.Atkarībā no veida, sekundārā procesa un detaļu pielietojuma dažādu formu asmeņus var izmantot vienā rokturī, aizstājot iepriekšējo.

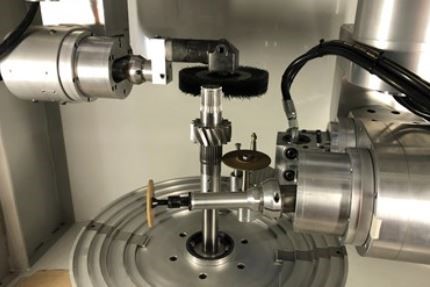
Manuāla atstarpju noņemšana
4. Elektroķīmiskā atstarpju noņemšana
Sarežģītas ģeometrijas urbumus ir grūti noņemt, izmantojot CNC, manuālās, abrazīvās, vibrācijas un citas metodes.Tāpēc tiek izmantota elektroķīmiskā atstarpju noņemšana.Elektroķīmiskā atstarpju noņemšana balstās uz elektrolīzes principu.
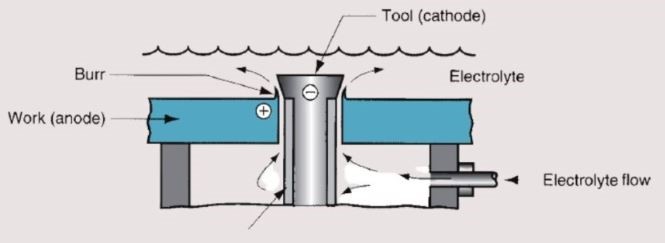
Elektroķīmiskais atstarpju noņemšanas process
Apstrādājamā detaļa ir savienota ar strāvas avota pozitīvo spaili (anodu).Elektroķīmiskais atstarpju noņemšanas instruments ar izolāciju ir savienots ar negatīvo spaili (katodu), izmantojot glikola vai sāls šķīdumu kā elektrolītu.Elektrolīts iziet cauri projektētajai spraugai starp urbi un instrumentu.Tas izšķīdina urbumus, pārnesot apstrādājamā priekšmeta metāla jonu, kā blakusproduktu veidojot hidroksīda suspensiju.
5. Abrazīvā atstarpju noņemšana
Šajā tehnikā tiek izmantoti smalki abrazīvie materiāli, lai noņemtu nelielus nelīdzenumus no apstrādātā izstrādājuma virsmas un izveidotu gludu virsmas tekstūru.Augstas stiprības tērauda, alumīnija oksīda un stikla asmeņi ir izplatīti abrazīvie materiāli, ko izmanto, lai izveidotu vadāmu atstarpju noņemšanas strūklu, kas var viegli noņemt urbumus, vēršot strūklu pret tiem.Mikroabrazīvā strūkla ir cits nosaukums, ko izmanto ražotāji.Tā kā šī atstarpju noņemšanas metode no virsmas noņem mikronus, tā padara to ideāli piemērotu detaļām, kurām nepieciešama ārkārtēja precizitāte, piemēram, dzinēju blokiem, kosmosa un robotikas elementiem.
Atslogošanas priekšrocības
Atslogošanas ieguvumu mērīšana, montāža, izturība, estētiskais skaistums un kopējā gala produkta kvalitāte.
Šeit ir norādītas galvenās priekšrocības;
· Atslāņošanās noņem piestiprināto metālu no cauruma un virsmas, tāpēc tas galvenokārt izlīdzina tos un palīdz izveidot labi kombinētu izturību, vienlaikus savienojot atsērotās detaļas.
· Tīri caurumi nodrošina perfektu pārošanos montāžas laikā.
· Detaļu līdzenums palielinās līdz ar atskabarojumu, kas atvieglos sekundāro darbību veikšanu.
· Burr var sašķiebties vienu daļas pusi, vienlaikus savienojot ar citām, kā rezultātā starp tām var rasties neatbilstība.Rezultātā nepareiza izlīdzināšana var izraisīt produkta kļūmi.Šo atteices risku var samazināt, pareizi izgriežot detaļas.
· Kad mērījums tiek veikts un izmantots ražošanas posmos, metāla loksnes nelīdzenā virsma ar piestiprinātu urbumu ietekmēs precizitāti.Nepareizs izmērs var izraisīt produkta īpašību kļūmi un klienti var būt neapmierināts produkts.
· Gludā, attīrītā virsma uzlabo detaļas estētiku un palīdz turpmākajā dekorēšanas procesā.
· Lielākajai daļai tikko nogriezto malu ir asas malas;atslāņošanās var izlīdzināt asumu, liekot darbiniekiem un klientiem justies drošāk.
Atslogošanas ierobežojumi
Bez šaubām, atstarpju noņemšana ir labākā metode metāla detaļu virsmas izlīdzināšanai, taču tai ir daži ierobežojumi, kas darbojas dažos gadījumos.
1. Asi stūri un malas
Asu un zema leņķa stūru noņemšana ir diezgan sarežģīta.Tas var noņemt pārāk daudz materiālu ar nelielām šķembām, kā rezultātā metāla daļas malas un izmēri tiek zaudēti.
2. Aizzīmogotas kameras
Aizzīmogoto kameru atstarpju noņemšana ir diezgan sarežģīta.Noņemot urbumus no telpas malām, var tikt atcelts kameras kritiskais biezums.
3. Sarežģītas ģeometrijas
Visas detaļas nevar noņemt ar rotējošiem instrumentiem, piemēram, konusveida zobratu un citiem transmisijas komponentiem, jo šīs sarežģītās ģeometrijas atstāj garu un biezu urbumu.
4. Virsmas skrāpēšana
Virsmas izlīdzināšanas laikā ar atskabarojumu, ja profesionāļi nerīkojas ar instrumentiem, bez pienācīgas uzmanības pastāv risks noskrāpēt virsmu, kas ietekmē metāla daļas biezumu, samazinot gala produkta izturību.
Pēdējās domas
Virsmas apdare ir plašs jēdziens, kas ietver dažādas apstrādes darbības, slīpēšanu, pulēšanas, pārklāšanas un citus metāla detaļu izlīdzināšanas procesus.Tomēr tas var būt tikai estētisks skaistums vispārējiem klientiem.Bet apdarei ir būtiska ietekme uz gala produkta kalpošanas laiku un kvalitāti.
Neliels metāla virsmas defekts var izraisīt montāžas problēmas detaļu montāžas laikā.Tā kā armatūras kvalitāte ietekmē savienojumu un savienojumu izturību, virsmas apdarei jābūt ražotāju galvenajai prioritātei.Atstarpju noņemšana ir nogludināšanas sākuma darbība, jo cits process, piemēram, spīdināšana, krāsošana un pārklāšana, kļūst nevainojams tikai pēc tam, kad tiek noņemts sīkais atlikums, kas piestiprināts virsmai.Mūsu firma ir strādājis pie visiem ražošanas pakalpojumiem no prototipa projektēšanas līdz produkta apdarei zem viena jumta.CNC apstrāde, iesmidzināšanas formēšana, unAlumīnija ekstrūzijair arī mūsu zināšanas, ka varat uz mums paļauties.
Mēs esam nodrošinājuši kvalitatīvu metāla detaļu atskurbšanu neatkarīgi no tā, kāda veida apdare ir nepieciešama atkarībā no elementiem izmantotās apstrādes.Jūtieties brīvivērsties pie mumsja jums ir nepieciešami ar ražošanu saistīti pakalpojumi.
BUJ
Ir labākais risinājums virsmas izlīdzināšanai?
Jā, tā ir labākā pieeja.Atslogošana noņem piestiprināto metāla pagarinājumu un atlikumus uz virsmas pēc apstrādes.To var arī kontrolēt, lai izlīdzināšanas laikā novērstu nevajadzīgu skrāpējumu no virsmas.
Kurš atstarpju noņemšanas veids ir labākais?
Nav īstas atbildes;tas ir atkarīgs no izgatavojamā gala produkta prasībām.Ja gala produktam nav nepieciešama augsta precizitāte, to var izdarīt manuāli ar vienkāršiem instrumentiem.Tomēr elektroķīmiskā metode būtu labākā metode, ja komponentiem nepieciešama augsta precizitāte.
Kura atstarpju noņemšanas tehnika ir ātra?
Elektroķīmiskā atstarpju noņemšana ir ātra, salīdzinot ar citām, un to var paveikt minūtes laikā.CNC mašīna ir arī ātrs un vienkāršs process, ja apstrādājamā detaļa ir liela (ar vienu darbību var noņemt līdz pat 3 metriem).
Publicēšanas laiks: 30. maijs 2022