Proceset e zakonshme të përfundimit të sipërfaqeve për materialet e llamarinës
Koha e parashikuar e leximit:8 minuta, 3 sekonda
Zgjedhja e përfundimit të duhur të sipërfaqes është kritike për të arritur funksionin dhe pamjen e dizajnit të pjesës.Përfundime të ndryshme të sipërfaqeve mund të ofrojnë përfundime dhe tekstura të ndryshme.Koha, materiali, veglat dhe lehtësia e përpunimitjanë gjithashtu faktorë që duhen marrë parasysh.Prandaj, është e rëndësishme të kuptoni disa nga trajtimet e zakonshme sipërfaqësore për të siguruar që ai i duhuri të zgjidhet që në fillim.Në këtë artikull, ne do të përshkruajmë disa nga trajtimet më të zakonshme të sipërfaqes.Ju gjithashtu mund tëkontaktoni inxhinierët tanë direkt për një konsultë falas.
Elektrplimi:Në një zgjidhje elektroplating, jonet e ngarkuar elektrostatikisht janë ngjitur në sipërfaqen e produktit nën veprimin e një fushe elektrike për të formuar një shtresë shtresë.
Spërkatje me pluhur: Spërkatja me pluhur është një proces lyerjeje që përdor shkarkimin e koronës për të bërë që veshjet e tipit pluhur të ngjiten në pjesën e punës.Pas spërkatjes së pluhurit dhe më pas hapave të shkrirjes dhe pjekjes së nxehtë, në sipërfaqen e pjesës së punës do të formohet një film mbulues.
Elektroforeza:Procesi i elektroforezës ndahet nëelektroforeza anodikedheelektroforeza katodike.Nëse grimcat e bojës janë të ngarkuara negativisht dhe pjesa e punës është anoda, grimcat e bojës depozitohen në pjesën e punës nën veprimin e fushës elektrike për të formuar një film të quajtur elektroforezë anodike;anasjelltas, nëse grimcat e bojës janë të ngarkuara pozitivisht dhe pjesa e punës është katoda, grimcat e bojës depozitohen në pjesën e punës për të formuar një film të quajtur elektroforezë katodike.
Zhytje plastike: Pseudonimi i zhytjes së plastikës i njohur gjithashtu si veshja plastike, plastika e zhytjes në nxehtësi, veshja plastike e aplikuar në nxehtësi.Formimi me zhytje (veshje plastike) është një proces i veshjes plastike.Sipas materialeve të ndryshme të papërpunuara të përdorura në derdhje me zhytje mund të ndahen nëzhytje e lëngshme (veshje)plastike dhezhytje në pluhur (veshje)plastike.Produktet plastike dip janë përdorur gjerësisht në aspekte të ndryshme të prodhimit dhe jetës brenda dhe jashtë vendit, si: varëse rrobash të përditshme për tharjen e rrobave, pincë, gërshërë në kapakun e gomës, çelës për valvulën e ujit, etj.
Oksidimi: oksidimi i metalit në sipërfaqen e pjesës së punës, duke formuar një shtresë të dendur mbrojtëse në sipërfaqen e pjesës së punës, duke rritur rezistencën ndaj korrozionit të pjesës së punës.Në përgjithësi ekzistojnë dy lloje të oksidimit: oksidimi kimik dhe oksidimi anodik.Është një metodë e zakonshme e trajtimit të sipërfaqes.
Larja me furçë:Pastrimi i sipërfaqes është një trajtim sipërfaqësor që formon një model vije në sipërfaqen e pjesës së punës përmes produkteve gërryese për të siguruar një efekt dekorativ.Për shkak se trajtimi me furçë sipërfaqësore mund të pasqyrojë strukturën e materialeve metalike, kështu që është dashur nga gjithnjë e më shumë përdorues dhe përdoret gjithnjë e më gjerësisht.
Bojë për pjekje: tpërmes spërkatjes, pjekjes në temperaturë të lartë etj., në sipërfaqen e materialit të spërkatur me ngjyra të ndryshme bojë që përdoret për të zbukuruar pamjen dhe mund të rrisë vetitë kundër korrozionit, në përgjithësi ka bojë pjekjeje të lëngshme dhe bojë pjekje pluhur, nga të cilat pluhur bojë për pjekje është më e zakonshme, sipërfaqja e bojës së pjekjes nuk është përçuese, kërkesat EMC të rajonit nuk lejojnë pjekjen e bojës.
Procesi i trajtimit të sipërfaqes – elektrik
Galvanizuar

Tub çeliku i galvanizuar
1, galvanizimi me cianid
2,Zinkat zinkat
3, galvanizuar me klorur
4, galvanizimi i sulfatit
Industria e galvanizimit është një industri ndotëse, megjithëse e përdorur gjerësisht dhe me kosto të ulët, nuk i plotëson standardet ROHS, prandaj përpiquni të mos përdorni produkte të galvanizuar.
Veshje me krom
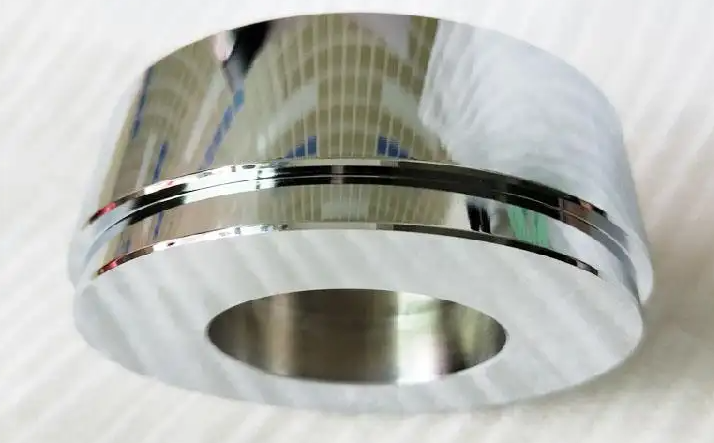
Veshje me krom
Parimi i procesit është i njëjtë me galvanizimin.
Krahasuar me elektro-galvanizimin tradicional;anti-korrozioni jashtëzakonisht i fortë, 7-10 herë më i mirë se galvanizimi dhe sipërfaqe e bukur, por kosto më e lartë.
Dacromet, procesi më i avancuar i veshjes me krom, është një teknologji e re e trajtimit të sipërfaqes, krahasuar me procesin tradicional të elektrikimit, Dacromet është një "mbrojtje e gjelbër".
Procesi i trajtimit sipërfaqësor të – veshjes me pluhur

Veshje me pluhur
Parimi i procesit të veshjes me pluhur:
Spërkatje me pluhur elektrostatik:kryesisht nëpërmjet elektrodave për të polarizuar bojën (pluhur), dhe më pas për t'u spërkatur mbi objektin me ngarkesë të kundërt, në forcën e fushës elektrike nën veprimin e pluhurit të ngjitur në mënyrë uniforme në sipërfaqen e objektit.
Karakteristikat e procesit të veshjes me pluhur:
Spërkatje elektrostatike me pluhurnuk do të shkaktojë ndotje atmosferike, pluhuri mund të riciklohet për të ulur koston e konsumit të materialit, performanca e filmit të veshjes rezistenca superiore ndaj acidit, rezistenca ndaj alkalit, rezistenca ndaj korrozionit të kripës është më e mirë, ngjitja është gjithashtu më e lartë.
Procesi i trajtimit sipërfaqësor të – elektroforezës

Pjesa e elektroforezës
Parimi i procesit të elektroforezës:
Procesi i elektroforezës ndahet nëelektroforeza anodikedheelektroforeza katodike.Nëse grimcat e bojës janë të ngarkuara negativisht, pjesa e punës është anoda, dhe grimcat e bojës depozitohen në pjesën e punës nën veprimin e forcës së fushës elektrike për të formuar një film të quajtur elektroforezë anodike;anasjelltas, nëse grimcat e bojës janë të ngarkuara pozitivisht, pjesa e punës është katoda, dhe grimcat e bojës depozitohen në pjesën e punës për të formuar një film të quajtur elektroforezë katodike.
Karakteristikat eelektroforeza anodikejanë: lëndët e para të lira (përgjithësisht 50% më lirë se elektroforeza katodike);pajisje më të thjeshta (përgjithësisht 30% më lirë se elektroforeza katodike);kërkesa më të ulëta teknike;rezistencë më e dobët ndaj korrozionit të veshjes sesa elektroforeza katodike (rreth 1/4 e jetës së elektroforezës katodike).
Arsyeja e rezistencës së lartë ndaj korrozionit tëelektroforeza katodikeVeshje është: pjesa e punës është katodë, nuk ka shpërbërje anodike, sipërfaqja e pjesës së punës dhe filmi fosfat nuk është shkatërruar;Veshjet elektroforetike (përgjithësisht rrëshirat që përmbajnë azot) kanë një efekt mbrojtës mbi metalin.
Karakteristikat e procesit të trajtimit elektroforetik të sipërfaqes:
Film me bojë elektroforetikeka avantazhet e veshjes së trashë, uniforme, të sheshtë dhe të lëmuar, dhe ngurtësia, ngjitja, rezistenca ndaj korrozionit, performanca e ndikimit dhe performanca e depërtimit të filmit të bojës elektroforetike janë dukshëm më të mira se proceset e tjera të veshjes.
Ngjyra e zakonshme e elektroforezës është kryesisht e zezë, dhe ngjyra të tjera janë gjithashtu të disponueshme.
Procesi i trajtimit sipërfaqësor - Zhytje plastike

Pjesë zhytjeje plastike
Parimi i procesit të zhytjes së plastikës:
Zhytja e plastikës (veshja plastike) është një proces i veshjes plastike.Sipas lëndëve të para të ndryshme të përdorura për zhytje, plastika mund të ndahet në plastikë me zhytje të lëngshme (veshje) dhe plastikë me zhytje me pluhur (veshje).Produktet plastike të zhytjes janë përdorur gjerësisht në aspekte të ndryshme të prodhimit dhe jetës, të tilla si tharja e varëse rrobash, pincë, gërshërë në mëngën e gomës, çelësi i valvulave të ujit, etj.
Karakteristikat e procesit të zhytjes së plastikës:
Aplikim i gjerë, ngjyra e pasur, mbrojtje e mirë, rezistencë e shkëlqyer ndaj të ftohtit, ruajtje e nxehtësisë, rezistencë ndaj acideve dhe alkaleve.
Procesi i trajtimit sipërfaqësor-oksidimi
| Oksidimi kimik | Oksidimi anodik | |
| Karakteristikat e procesit | Me kosto të ulët, mund të prodhohet vazhdimisht në sasi të mëdha | Kosto më e lartë |
| Procesi i qëndrueshëm, funksionimi i lehtë, pajisjet e thjeshta, mirëmbajtja e lehtë e zgjidhjes, pa kufizime në madhësinë dhe formën e pjesëve | Për shkak të nevojës për një furnizim të jashtëm me energji elektrike.Madhësia dhe forma e pjesës ndikojnë në linjat e energjisë | |
| Oksidimi kimik është i mundur për çelikun, aluminin, bakrin, argjendin, zinkun, kallajin, kadmiumin dhe lidhjet e tyre.Përveç kësaj, oksidimi kimik është përdorur me rezultate të kënaqshme në disa aplikime funksionale.Si rezultat, teknologjia e oksidimit kimik është zhvilluar në mënyrë të konsiderueshme vitet e fundit. | Zakonisht përdoret për anodizimin e materialeve të tilla si alumini dhe lidhjet e tij, magnezi dhe lidhjet e magnezit, dhe titani dhe lidhjet e tij. | |
| Karakteristikat e shtresës së filmit | Film i hollë, përgjithësisht 0,5-4 mikron i trashë | Film i trashë |
| Cilësi e butë, jo gërryes, rezistencë më e ulët ndaj korrozionit dhe gërryerjes sesa oksidimi anodik | Rezistencë e mirë ndaj korrozionit, fortësi e lartë | |
| Mund të përdoret për të marrë disa shtresa funksionale që filmat e anodizuar nuk mund t'i kenë, të tilla si shtresat e oksidit përçues | Mund të merren disa shtresa të veçanta filmike funksionale, të tilla si depozitimi i lidhjeve magnetike në filma porozë për elementët e ruajtjes.Pllakë thithëse diellore, film ultra të fortë, etj. |
Procesi i trajtimit sipërfaqësor të – larja
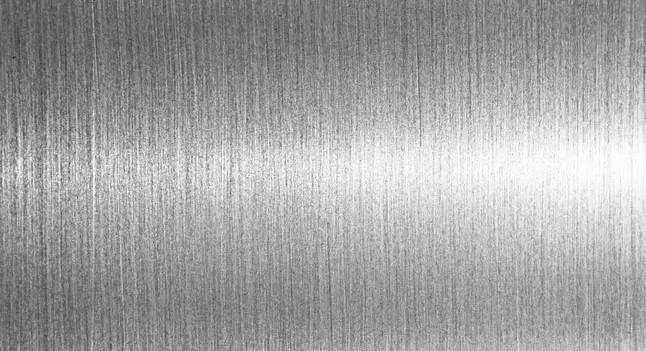
Metal i krehur
Ka rezistencë të shkëlqyeshme ndaj konsumit, rezistencë ndaj temperaturës së lartë, rezistencë ndaj korrozionit dhe mirëmbajtje të thjeshtë të përditshme, cilësi të hollë, jashtëzakonisht të lehtë për t'u pastruar, jetë të gjatë.
Panele të pajisjeve shtëpiake Produkte të ndryshme dixhitale periferikë dhe panele Panele laptopësh, që përdoren për të bërë logo të ndryshme, çelsa membranash, pllaka emri etj.

Këllëf kartëvizitash prej metali të krehur
Procesi i trajtimit sipërfaqësor të – pjekjes së bojës
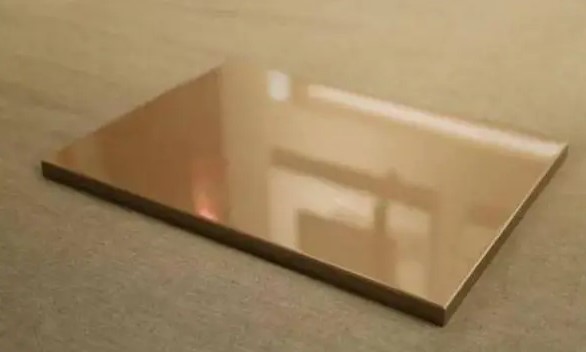
Bojë për pjekje
Bojë për pjekje ndahet në dy kategori, një temperaturë e ulët e temperaturës së pjekjes së bojës së pjekjes prej 140 ° -180 °, kategoria tjetër quhet bojë pjekje me temperaturë të lartë, temperatura e saj e kurimit është 280 ° -400 °.
Avantazhet e bojës së pjekjes:
1, ngjyra të ndezura dhe shumë stile.
2, e lehtë për t'u pastruar dhe për t'u kujdesur.
3, një bojë e mirë e pjekjes së paneleve të dyerve, shumë më e fortë se panelet e dyerve kristal rezistenca UV.
4, për të rritur hapësirën e kuzhinës ka një efekt të caktuar plotësues të dritës.
Disavantazhet e bojës së pjekjes.
Cikli i prodhimit është shumë i gjatë, niveli i teknologjisë kërkon shkallë të lartë skrap, kështu që çmimi është i lartë, frikë nga goditjet dhe gërvishtjet, pasi dëmtimi është i vështirë për t'u riparuar, për të zëvendësuar të gjithë;më shumë tym në kuzhinë të prirur ndaj dallimeve të ngjyrave.
![]()
Formimi me injeksion përdoret gjerësisht në industri të ndryshme dhe mund të arrijë prodhim masiv pa probleme dhe preciz të pjesëve në një periudhë të shkurtër kohore.Prolean Tech ofron shërbime të derdhjes me injeksion për dhjetëra materiale, duke përfshirë plastikë dhe elastomerë.Thjesht ngarkoni tuajinskedar CADpër një ofertë të shpejtë, falas dhe konsultim mbi shërbimet përkatëse.
Koha e postimit: Prill-06-2022