Общие процессы обработки поверхности листового металла
Примерное время чтения:8 минут 3 секунды
Выбор правильной обработки поверхности имеет решающее значение для достижения функциональности и внешнего вида детали.Различные отделки поверхности могут обеспечить различные отделки и текстуры.Время, материал, оснастка и простота обработкитакже являются факторами, которые следует учитывать.Поэтому важно понимать некоторые распространенные методы обработки поверхности, чтобы с самого начала выбрать правильный вариант.В этой статье мы опишем некоторые из наиболее распространенных способов обработки поверхности.Вы также можетесвязаться с нашими инженерами прямо на бесплатную консультацию.
Гальваника:В гальваническом растворе электростатически заряженные ионы прикрепляются к поверхности изделия под действием электрического поля, образуя гальванический слой.
Порошковое напыление: Порошковое напыление — это процесс нанесения покрытия, в котором используется коронный разряд для прилипания порошкового покрытия к заготовке.После порошкового напыления, а затем горячего плавления и отверждения на поверхности заготовки образуется пленка покрытия.
Электрофорез:Процесс электрофореза подразделяется наанодный электрофорезикатодный электрофорез.Если частицы краски заряжены отрицательно, а заготовка является анодом, частицы краски осаждаются в заготовке под действием электрического поля с образованием пленки, называемой анодным электрофорезом;и наоборот, если частицы краски заряжены положительно, а заготовка является катодом, частицы краски осаждаются в заготовке с образованием пленки, называемой катодным электрофорезом.
Пластиковое погружение: Пластмассовое погружение, также известное как пластиковое покрытие, термоокунаемый пластик, термонаносимое пластиковое покрытие.Формование погружением (пластиковое покрытие) - это процесс нанесения пластикового покрытия.По различному сырью, используемому в формовании погружением, можно разделить нажидкое погружение (покрытие)пластик ипорошковое покрытие (покрытие)пластик.Погружные пластиковые изделия широко используются в различных аспектах производства и жизни дома и за рубежом, например: вешалка для сушки повседневной одежды, плоскогубцы, ножницы на резиновом покрытии, ключ для водяного клапана и т. д.
Окисление: окисление металла на поверхности заготовки, формирование плотной защитной пленки на поверхности заготовки, повышение коррозионной стойкости заготовки.Обычно существует два типа окисления: химическое окисление и анодное окисление.Это распространенный метод обработки поверхности.
Чистка:Поверхностное браширование — это обработка поверхности, при которой на поверхности заготовки с помощью абразивных материалов формируется линейный рисунок для придания декоративного эффекта.Поскольку обработка поверхности щеткой может отражать текстуру металлических материалов, она нравится все большему количеству пользователей и используется все шире.
Краска для выпечки: tчерез распыление, высокотемпературное запекание и т. д., на поверхность материала, распыленного краской различных цветов, используемой для украшения внешнего вида и повышения антикоррозионных свойств, обычно используются жидкая краска для выпечки и порошковая краска для выпечки, из которых порошок краска для запекания является наиболее распространенной, поверхность краски для запекания не проводящая, требования ЭМС региона не позволяют запекать краску.
Процесс обработки поверхности – гальваника
оцинкованный

Оцинкованная стальная труба
1, цианидное цинкование
2, цинкование цинка
3, хлорид оцинкованный
4, сульфатное цинкование
Гальваническая промышленность является загрязняющей промышленностью, хотя она широко используется и имеет низкую стоимость, но не соответствует стандартам ROHS, поэтому старайтесь не использовать оцинкованные изделия.
Хромирование
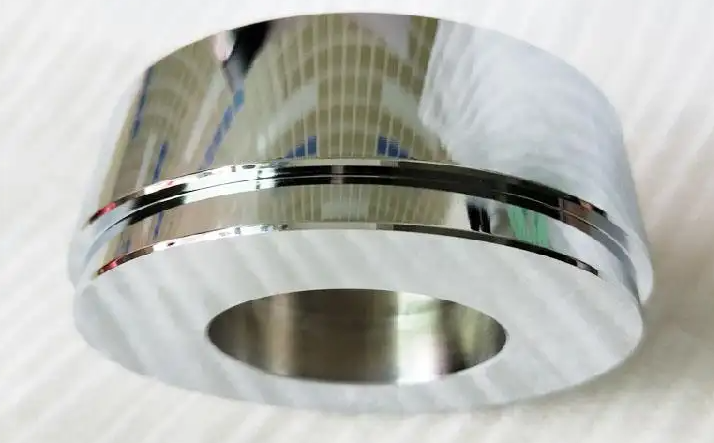
Хромирование
Принцип процесса тот же, что и при цинковании.
По сравнению с традиционной электрогальванизацией;чрезвычайно сильная антикоррозийная защита, в 7-10 раз лучше, чем оцинковка, и красивая поверхность, но более высокая стоимость.
Dacromet, самый передовой процесс хромирования, представляет собой новую технологию обработки поверхности, по сравнению с традиционным процессом гальванического покрытия, Dacromet представляет собой «зеленое покрытие».
Процесс обработки поверхности – порошковая окраска

Порошковое покрытие
Принцип процесса порошкового покрытия:
Электростатическое напыление порошка:в основном через электроды поляризовать краску (порошок), а затем напылить на предмет противоположный заряд, в силе электрического поля под действием которого порошок равномерно прикрепляется к поверхности предмета.
Особенности процесса порошковой окраски:
Электростатическое напыление порошкане вызовет загрязнения атмосферы, порошок может быть переработан, чтобы снизить стоимость потребления материала, производительность пленки покрытия превосходная кислотостойкость, щелочестойкость, стойкость к солевой коррозии лучше, адгезия также выше.
Процесс обработки поверхности – электрофорез

Часть электрофореза
Принцип процесса электрофореза:
Процесс электрофореза подразделяется наанодный электрофорезикатодный электрофорез.Если частицы краски заряжены отрицательно, заготовка является анодом, и частицы краски осаждаются на заготовке под действием силы электрического поля с образованием пленки, называемой анодным электрофорезом;и наоборот, если частицы краски заряжены положительно, заготовка является катодом, и частицы краски осаждаются на заготовке, образуя пленку, называемую катодным электрофорезом.
Характеристикианодный электрофорезявляются: дешевое сырье (как правило, на 50% дешевле, чем катодный электрофорез);более простое оборудование (как правило, на 30% дешевле катодного электрофореза);более низкие технические требования;более низкая коррозионная стойкость покрытия, чем при катодном электрофорезе (около 1/4 срока службы катодного электрофореза).
Причина высокой коррозионной стойкостикатодный электрофорезпокрытие: заготовка катодная, анодного растворения нет, поверхность заготовки и фосфатная пленка не разрушены;электрофоретические покрытия (обычно азотсодержащие смолы) оказывают защитное действие на металл.
Особенности процесса электрофоретической обработки поверхности:
Пленка электрофоретического окрашиванияобладает преимуществами пухлого, однородного, плоского и гладкого покрытия, а твердость, адгезия, коррозионная стойкость, ударопрочность и проникающая способность пленки электрофорезной краски значительно лучше, чем у других процессов нанесения покрытия.
Обычный цвет электрофореза в основном черный, также доступны другие цвета.
Процесс обработки поверхности- Пластиковое погружение

Пластиковая погружная часть
Принцип процесса погружения пластика:
Погружение пластика (пластиковое покрытие) представляет собой процесс пластикового покрытия.В соответствии с различным сырьем, используемым для окунания пластика, его можно разделить на жидкий окунающий (покрывающий) пластик и порошковый окунающий (покрывающий) пластик.Погружные пластиковые изделия широко используются в различных аспектах производства и жизни, таких как вешалки для сушки одежды, плоскогубцы, ножницы на резиновой втулке, ключ для водяного клапана и т. д.
Характеристики процесса погружения пластика:
Широкое применение, насыщенный цвет, хорошая защита, отличная морозостойкость, сохранение тепла, кислото- и щелочестойкость.
Процесс обработки поверхности-окисление
| Химическое окисление | Анодное оксидирование | |
| Особенности процесса | Низкая стоимость, возможность непрерывного производства в больших количествах | Более высокая стоимость |
| Стабильный процесс, простота эксплуатации, простое оборудование, простота обслуживания решения, отсутствие ограничений по размеру и форме деталей | В связи с необходимостью внешнего источника питания.Размер и форма детали влияют на линии электропередач | |
| Химическое оксидирование возможно для стали, алюминия, меди, серебра, цинка, олова, кадмия и их сплавов.Кроме того, химическое окисление использовалось с удовлетворительными результатами в некоторых функциональных приложениях.В результате в последние годы технология химического окисления получила значительное развитие. | Обычно используется для анодирования таких материалов, как алюминий и его сплавы, магний и магниевые сплавы, а также титан и его сплавы. | |
| Характеристики слоя пленки | Тонкая пленка, обычно толщиной 0,5-4 мкм | Толстая пленка |
| Мягкая текстура, неабразивная, более низкая устойчивость к коррозии и истиранию, чем при анодном окислении. | Хорошая коррозионная стойкость, высокая твердость | |
| Может использоваться для получения некоторых функциональных слоев, которые не могут быть у анодированных пленок, таких как проводящие оксидные слои. | Можно получить определенные специальные функциональные слои пленки, например, осаждение магнитных сплавов в пористых пленках для запоминающих элементов.Пластина солнечного поглотителя, сверхтвердая пленка и т. Д. |
Процесс обработки поверхности – браширование
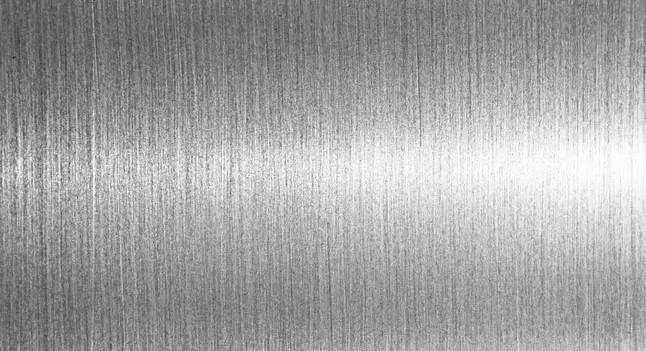
Матовый металл
Он обладает отличной износостойкостью, устойчивостью к высоким температурам, коррозионной стойкостью и простым ежедневным обслуживанием, тонкой текстурой, чрезвычайно прост в уходе, долгим сроком службы.
Панели для бытовой техники Различные цифровые устройства, периферия и панели Панели для ноутбуков, используемые для изготовления различных логотипов, мембранных переключателей, шильдиков и т. д.

Визитница из полированного металла
Процесс обработки поверхности – запекание краски
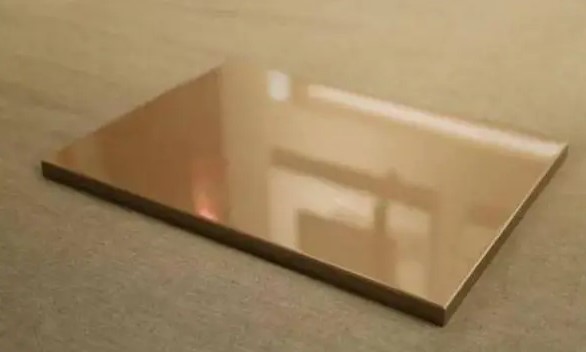
Краска для выпечки
Краска для выпечки делится на две категории: низкотемпературная краска для выпечки с температурой отверждения 140 ° -180 °, другая категория называется высокотемпературной краской для выпечки, ее температура отверждения составляет 280 ° -400 °.
Преимущества запекания краски:
1, яркие цвета и множество стилей.
2, легко чистить и ухаживать.
3, хорошие дверные панели с краской для выпечки, намного прочнее, чем хрустальные дверные панели, устойчивые к ультрафиолетовому излучению.
4, чтобы увеличить пространство кухни имеет определенный дополнительный световой эффект.
Недостатки запекания краски.
Производственный цикл слишком длинный, уровень технологии требует высокого уровня брака, поэтому цена высока, боятся ударов и царапин, после того, как повреждение трудно восстановить, заменить все;больше испарений на кухне склонны к цветовым различиям.
![]()
Литье под давлением широко используется в различных отраслях промышленности и позволяет обеспечить бесшовное и точное массовое производство деталей за короткий период времени.Prolean Tech предлагает услуги по литью под давлением десятков материалов, включая пластмассы и эластомеры.Просто загрузите свойCAD-файлдля быстрого, бесплатного расчета стоимости и консультации по сопутствующим услугам.
Время публикации: 06 апреля 2022 г.