Plitalar materiallari uchun umumiy sirtni tugatish jarayonlari
Taxminiy o'qish vaqti:8 daqiqa, 3 soniya
To'g'ri sirt qoplamasini tanlash qism dizayni funktsiyasi va ko'rinishiga erishish uchun juda muhimdir.Turli sirt qoplamalari turli xil qoplamalar va to'qimalarni ta'minlashi mumkin.Vaqt, material, asboblar va ishlov berish qulayligiham e’tiborga olinadigan omillardir.Shuning uchun, boshidanoq to'g'ri tanlanganligini ta'minlash uchun ba'zi umumiy sirt ishlov berish usullarini tushunish muhimdir.Ushbu maqolada biz eng keng tarqalgan sirt ishlov berish usullarini tasvirlaymiz.Siz ham mumkinmuhandislarimiz bilan bog'laning to'g'ridan-to'g'ri bepul maslahat uchun.
Elektrokaplama:Elektrokaplama eritmasida elektrostatik zaryadlangan ionlar elektr maydon ta'sirida mahsulot yuzasiga biriktirilib, qoplama qatlamini hosil qiladi.
Kukun purkash: Kukun purkash - bu kukun turidagi qoplamalarni ishlov beriladigan qismga yopishtirish uchun korona deşarjdan foydalanadigan qoplama jarayoni.Kukunli püskürtme va keyin issiq eritish va davolash bosqichlaridan so'ng, ishlov beriladigan qismning yuzasida qoplama plyonkasi hosil bo'ladi.
Elektroforez:Elektroforez jarayoni quyidagilarga bo'linadianodik elektroforezvakatodik elektroforez.Agar bo'yoq zarralari manfiy zaryadlangan bo'lsa va ish qismi anod bo'lsa, bo'yoq zarralari anodik elektroforez deb ataladigan plyonka hosil qilish uchun elektr maydoni ta'sirida ishlov beriladigan qismga yotqiziladi;aksincha, agar bo'yoq zarralari musbat zaryadlangan bo'lsa va ishlov beriladigan qism katod bo'lsa, bo'yoq zarralari katod elektroforez deb ataladigan plyonka hosil qilish uchun ishlov beriladigan qismga yotqiziladi.
Plastik cho'milish: Plastik daldırma taxallus, shuningdek, plastik qoplama, issiqlik bilan cho'mdiruvchi plastmassa, issiqlik bilan qo'llaniladigan plastik qoplama sifatida ham tanilgan.Dip kalıplama (plastik qoplama) plastik qoplama jarayonidir.Dip kalıplamada ishlatiladigan turli xil xom ashyolarga ko'ra bo'linishi mumkinsuyuq cho'milish (qoplama)plastik vachang botirish (qoplama)plastik.Dip plastmassa mahsulotlari uyda va chet elda ishlab chiqarish va hayotning turli jabhalarida keng qo'llaniladi, masalan: bizning kundalik kiyimlarimizni quritish uchun ilgich, pense, rezina qopqoqdagi qaychi, suv vana kaliti va boshqalar.
Oksidlanish: ishlov beriladigan qismning yuzasida metallning oksidlanishi, ishlov beriladigan qismning yuzasida zich himoya plyonka hosil qilish, ishlov beriladigan qismning korroziyaga chidamliligini oshirish.Oksidlanishning odatda ikki turi mavjud: kimyoviy oksidlanish va anodik oksidlanish.Bu keng tarqalgan sirtni tozalash usuli.
Cho'tkasi:Yuzaki cho'tka bilan ishlov berish - dekorativ effektni ta'minlash uchun abraziv mahsulotlar orqali ishlov beriladigan qismning yuzasida chiziqli naqsh hosil qiluvchi sirtni tozalash.Yuzaki cho'tka bilan ishlov berish metall materiallarning to'qimasini aks ettirishi mumkinligi sababli, u ko'proq foydalanuvchilar tomonidan sevilib, tobora ko'proq foydalanilmoqda.
Pishirish uchun bo'yoq: tpurkash, yuqori haroratda pishirish va boshqalar, tashqi ko'rinishini obodonlashtirish uchun ishlatiladigan va korroziyaga qarshi xususiyatlarni oshirishi mumkin bo'lgan turli rangdagi bo'yoq bilan püskürtülmüş material yuzasida, odatda, suyuq pishirish bo'yoqlari va kukunli pishirish bo'yoqlari mavjud bo'lib, ulardan kukun pishirish bo'yoqlari eng keng tarqalgan bo'lib, pishirish bo'yoq yuzasi o'tkazuvchan emas, mintaqaning EMC talablari bo'yoq pishirishga ruxsat bermaydi.
Yuzaki ishlov berish jarayoni - elektrokaplama
Galvanizli

Galvanizli po'lat quvur
1,Sianidli galvanizatsiya
2, sinkatli galvanizatsiya
3, Galvanizli xlorid
4,Sulfatli galvanizatsiya
Galvanizatsiya sanoati ifloslantiruvchi sanoatdir, garchi keng qo'llaniladigan va arzon narxlardagi bo'lsa-da, u ROHS standartlariga javob bermaydi, shuning uchun galvanizli mahsulotlardan foydalanmaslikka harakat qiling.
Chrome qoplamasi
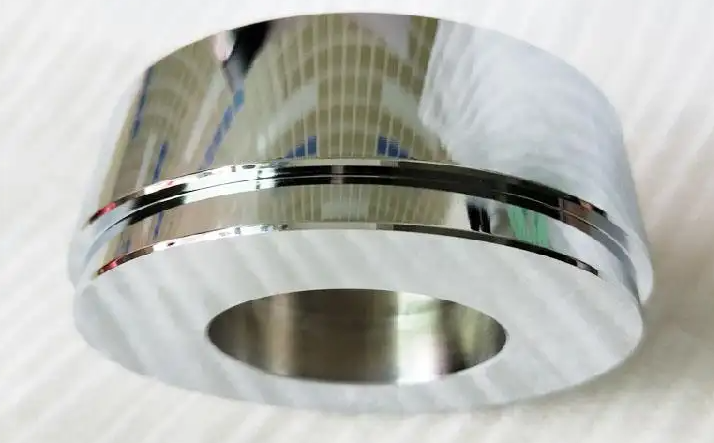
Chrome qoplamasi
Jarayon printsipi galvanizatsiya bilan bir xil.
An'anaviy elektro-galvanizatsiya bilan solishtirganda;juda kuchli korroziyaga qarshi, galvanizatsiyadan 7-10 baravar yaxshiroq va chiroyli sirt, lekin yuqori narx.
Dacromet, eng ilg'or krom qoplama jarayoni, an'anaviy elektrokaplama jarayoni bilan solishtirganda, yangi sirtni tozalash texnologiyasi bo'lib, Dacromet "yashil qoplama" dir.
Yuzaki ishlov berish jarayoni - chang qoplamasi

Chang qoplamasi
Changni bo'yash jarayoni printsipi:
Elektrostatik chang purkash:asosan elektrodlar orqali bo'yoqni (changni) qutblash uchun, so'ngra ob'ekt yuzasiga bir tekis biriktirilgan kukun ta'sirida elektr maydon kuchida, qarama-qarshi zaryad bilan ob'ektga püskürtülmelidir.
Kukunli qoplama jarayonining xususiyatlari:
Kukunli elektrostatik püskürtmeatmosfera ifloslanishiga olib kelmaydi, material sarfini kamaytirish uchun kukun qayta ishlanishi mumkin, qoplama plyonkasi ishlashi yuqori kislota qarshiligi, gidroksidi qarshilik, tuzning korroziyaga chidamliligi yaxshiroq, yopishqoqlik ham yuqori.
Yuzaki ishlov berish jarayoni - elektroforez

Elektroforez qismi
Elektroforezning jarayon printsipi:
Elektroforez jarayoni quyidagilarga bo'linadianodik elektroforezvakatodik elektroforez.Agar bo'yoq zarralari manfiy zaryadlangan bo'lsa, ishlov beriladigan qism anod bo'lib, bo'yoq zarralari elektr maydon kuchi ta'sirida ishlov beriladigan qismga yotqizilib, anodik elektroforez deb ataladigan plyonka hosil qiladi;aksincha, agar bo'yoq zarralari musbat zaryadlangan bo'lsa, ishlov beriladigan qism katod bo'lib, bo'yoq zarralari katod elektroforez deb ataladigan plyonka hosil qilish uchun ishlov beriladigan qismga yotqiziladi.
ning xususiyatlarianodik elektroforezquyidagilardir: arzon xom ashyo (odatda katod elektroforezdan 50% arzonroq);oddiyroq uskunalar (odatda katodik elektroforezdan 30% arzonroq);past texnik talablar;katodik elektroforezga qaraganda qoplamaning korroziyaga chidamliligi yomonroq (katodik elektroforez muddatining taxminan 1/4 qismi).
Yuqori korroziyaga chidamliligining sababikatodik elektroforezqoplama: ishlov beriladigan qism katoddir, anodik eritma yo'q, ishlov beriladigan qismning yuzasi va fosfat plyonkasi buzilmaydi;elektroforetik qoplamalar (odatda azot o'z ichiga olgan qatronlar) metallga himoya ta'siriga ega.
Elektroforetik sirtni qayta ishlash jarayonining xususiyatlari:
Elektroforetik bo'yoq plyonkasito'la, bir xil, tekis va silliq qoplamaning afzalliklariga ega va elektroforetik bo'yoq plyonkasining qattiqligi, yopishqoqligi, korroziyaga chidamliligi, zarba ishlashi va penetratsion ko'rsatkichlari boshqa qoplama jarayonlariga qaraganda ancha yaxshi.
Umumiy elektroforez rangi asosan qora rangda va boshqa ranglar ham mavjud.
Yuzaki ishlov berish jarayoni - Plastik cho'milish

Plastik cho'milish qismi
Plastmassani botirish jarayoni printsipi:
Plastmassani botirish (plastik qoplama) - bu plastik qoplama jarayoni.Plastmassani cho'mdirish uchun ishlatiladigan turli xil xom ashyolarga ko'ra, suyuq daldırma (qoplama) plastmassa va chang botiruvchi (qoplama) plastmassaga bo'linishi mumkin.Dip plastmassa mahsulotlari ishlab chiqarish va hayotning turli jabhalarida keng qo'llaniladi, masalan, kiyim ilgichlari, penslar, rezina yengdagi qaychi, suv vana kaliti va boshqalarni quritish.
Plastmassaning texnologik xususiyatlari:
Keng dastur, boy rang, yaxshi himoya, mukammal sovuq qarshilik, issiqlikni saqlash, kislota va gidroksidi qarshilik.
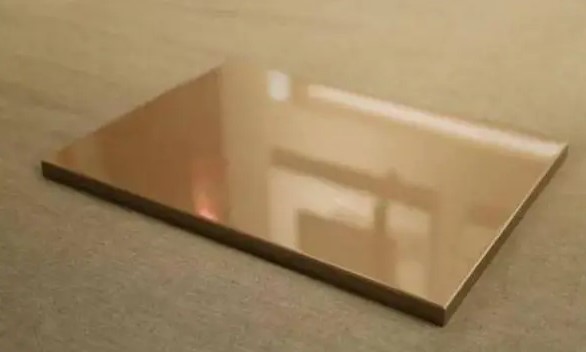
Yuzaki ishlov berish jarayoni - oksidlanish
| Kimyoviy oksidlanish | Anodik oksidlanish | |
| Jarayonning xususiyatlari | Arzon narx, doimiy ravishda katta miqdorda ishlab chiqarilishi mumkin | Yuqori narx |
| Barqaror jarayon, qulay foydalanish, oddiy jihozlar, eritmani oson saqlash, qismlarning o'lchami va shakli bo'yicha cheklovlar yo'q | Tashqi quvvat manbaiga ehtiyoj tufayli.Qismning o'lchami va shakli elektr uzatish liniyalariga ta'sir qiladi | |
| Chelik, alyuminiy, mis, kumush, rux, qalay, kadmiy va ularning qotishmalari uchun kimyoviy oksidlanish mumkin.Bundan tashqari, kimyoviy oksidlanish ba'zi funktsional dasturlarda qoniqarli natijalar bilan qo'llanilgan.Natijada so'nggi yillarda kimyoviy oksidlanish texnologiyasi ancha rivojlandi. | Odatda alyuminiy va uning qotishmalari, magniy va magniy qotishmalari, titanium va uning qotishmalari kabi materiallarni anodlash uchun ishlatiladi. | |
| Film qatlamining xususiyatlari | Yupqa plyonka, odatda 0,5-4 mikron qalinlikda | Qalin kino |
| Yumshoq tuzilish, abraziv bo'lmagan, anodik oksidlanishdan ko'ra pastroq korroziya va aşınma qarshilik | Yaxshi korroziyaga chidamlilik, yuqori qattiqlik | |
| Anodlangan plyonkalarga ega bo'lmagan ba'zi funktsional qatlamlarni olish uchun ishlatilishi mumkin, masalan, o'tkazuvchan oksidli qatlamlar | Muayyan maxsus funktsional plyonka qatlamlarini olish mumkin, masalan, saqlash elementlari uchun gözenekli plyonkalarda magnit qotishmalarni cho'ktirish.Quyosh absorber plitasi, ultra-qattiq plyonka va boshqalar. |
Yuzaki ishlov berish jarayoni - cho'tkalash
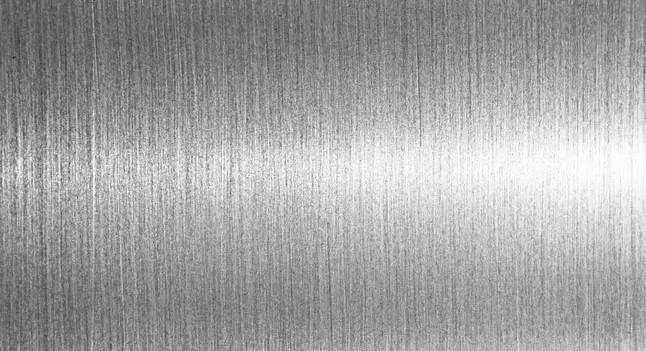
Cho'tkasi metall
Ajoyib aşınma qarshilik, yuqori haroratga chidamlilik, korroziyaga chidamlilik va oddiy kundalik parvarishlash, nozik tuzilish, tozalash juda oson, uzoq umrga ega.
Maishiy texnika panellari Har xil raqamli mahsulotlar tashqi qurilmalar va panellar Noutbuk panellari turli logotiplar, membranali kalitlar, nomlar va boshqalarni tayyorlash uchun ishlatiladi.

Cho'tkasi bilan qoplangan metall vizitka qutisi
Yuzaki ishlov berish jarayoni - pishirish bo'yoqlari
Pishirish uchun bo'yoq
Pishirish bo'yoqlari ikki toifaga bo'linadi, past haroratli pishirish bo'yoqlari 140 ° -180 ° haroratda, boshqa toifaga yuqori haroratli pishirish bo'yoqlari, 280 ° -400 ° gacha bo'lgan davolash harorati deyiladi.
Pishirish bo'yoqlarining afzalliklari:
1, yorqin ranglar va ko'plab uslublar.
2, tozalash va parvarish qilish oson.
3, yaxshi pishirish bo'yoq eshik panellari, kristall eshik panellari UV qarshilikdan ancha kuchliroq.
4, oshxonaning maydonini oshirish uchun ma'lum bir qo'shimcha yorug'lik effekti mavjud.
Pishirish bo'yoqlarining kamchiliklari.
Ishlab chiqarish tsikli juda uzun, texnologiya darajasi yuqori hurda tezligini talab qiladi, shuning uchun narx yuqori, taqillatish va chizishlardan qo'rqadi, zararni tuzatish qiyin bo'lgandan so'ng, butunni almashtirish;rang farqlariga moyil oshxonada ko'proq bug'lar.
![]()
Inyeksion kalıplama turli sohalarda keng qo'llaniladi va qisqa vaqt ichida qismlarni uzluksiz va aniq ommaviy ishlab chiqarishga erishish mumkin.Prolean Tech o'nlab materiallar, jumladan, plastmassa va elastomerlar uchun inyeksion kalıplama xizmatlarini taklif etadi.Shunchaki yuklangCAD faylitegishli xizmatlar bo'yicha tez, bepul taklif va maslahat uchun.
Yuborilgan vaqt: 2022-yil 06-aprel