Procesos comunes de acabado de superficies para materiales de chapa
Tiempo estimado de lectura:8 minutos, 3 segundos
Elegir el acabado superficial correcto es fundamental para lograr la función y la apariencia del diseño de la pieza.Diferentes acabados superficiales pueden proporcionar diferentes acabados y texturas.El tiempo, el material, las herramientas y la facilidad de procesamiento.también son factores a considerar.Por lo tanto, es importante comprender algunos de los tratamientos superficiales comunes para garantizar que se elija el correcto desde el principio.En este artículo, describiremos algunos de los tratamientos superficiales más comunes.Tú también puedespóngase en contacto con nuestros ingenieros directamente para una consulta gratuita.
Galvanoplastia:En una solución de galvanoplastia, los iones cargados electrostáticamente se adhieren a la superficie del producto bajo la acción de un campo eléctrico para formar una capa de galvanoplastia.
Pulverización de polvo: La pulverización de polvo es un proceso de recubrimiento que utiliza una descarga de corona para hacer que los recubrimientos en polvo se adhieran a la pieza de trabajo.Después de rociar el polvo y luego de los pasos de curado y fusión en caliente, se formará una película de recubrimiento en la superficie de la pieza de trabajo.
Electroforesis:El proceso de electroforesis se divide enelectroforesis anódicayelectroforesis catódica.Si las partículas de pintura tienen carga negativa y la pieza de trabajo es el ánodo, las partículas de pintura se depositan en la pieza de trabajo bajo la acción del campo eléctrico para formar una película llamada electroforesis anódica;por el contrario, si las partículas de pintura tienen carga positiva y la pieza de trabajo es el cátodo, las partículas de pintura se depositan en la pieza de trabajo para formar una película llamada electroforesis catódica.
Inmersión de plástico: Alias de inmersión en plástico, también conocido como revestimiento de plástico, plástico de inmersión en calor, revestimiento de plástico aplicado con calor.El moldeo por inmersión (recubrimiento de plástico) es un proceso de recubrimiento de plástico.De acuerdo con las diferentes materias primas utilizadas en el moldeo por inmersión, se pueden dividir eninmersión líquida (recubrimiento)plástico yinmersión en polvo (recubrimiento)el plastico.Los productos de plástico por inmersión se han utilizado ampliamente en diversos aspectos de la producción y la vida en el hogar y en el extranjero, tales como: nuestro colgador de ropa diario, alicates, tijeras en la cubierta de goma, llave de válvula de agua, etc.
Oxidación: oxidación del metal en la superficie de la pieza de trabajo, formando una película protectora densa en la superficie de la pieza de trabajo, aumentando la resistencia a la corrosión de la pieza de trabajo.Generalmente hay dos tipos de oxidación: oxidación química y oxidación anódica.Es un método común de tratamiento de superficies.
Cepillado:El cepillado de superficie es un tratamiento de superficie que forma un patrón de línea en la superficie de la pieza de trabajo a través de productos abrasivos para proporcionar un efecto decorativo.Debido a que el tratamiento de cepillado de la superficie puede reflejar la textura de los materiales metálicos, cada vez más usuarios lo adoran y lo utilizan cada vez más.
Pintura para hornear: tMediante rociado, horneado a alta temperatura, etc., en la superficie del material rociado con varios colores de pintura que se usa para embellecer la apariencia y puede aumentar las propiedades anticorrosivas, generalmente hay pintura para hornear líquida y pintura para hornear en polvo, de la cual el polvo la pintura para hornear es la más común, la superficie de la pintura para hornear no es conductora, los requisitos de EMC de la región no permiten la pintura para hornear.
Proceso de tratamiento de superficies - galvanoplastia
Galvanizado

Tubo de acero galvanizado
1, galvanizado con cianuro
2, zincado galvanizado
3, cloruro galvanizado
4, galvanizado de sulfato
La industria del galvanizado es una industria contaminante, aunque muy utilizada y de bajo costo, no cumple con los estándares ROHS, así que trate de no usar productos galvanizados.
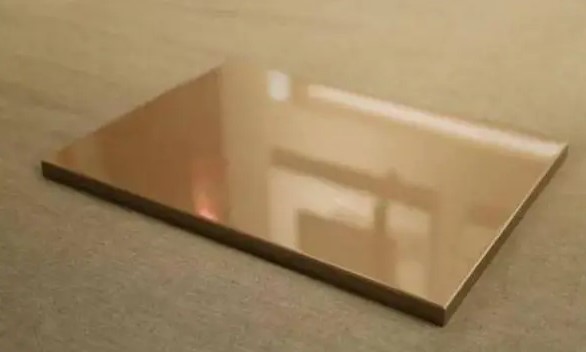
cromado
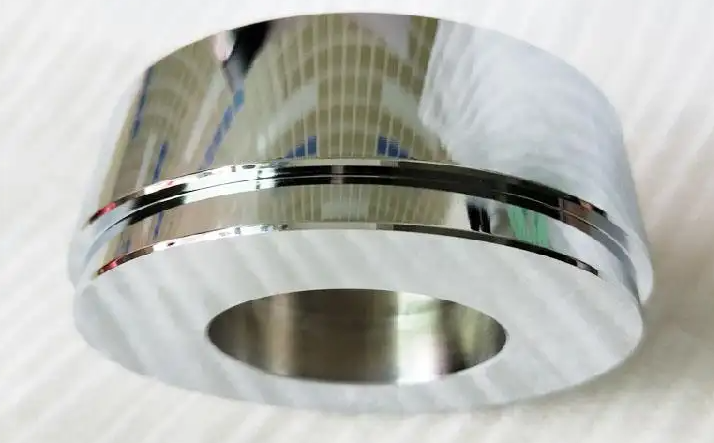
cromado
El principio del proceso es el mismo que el galvanizado.
En comparación con la electrogalvanización tradicional;anticorrosión extremadamente fuerte, 7-10 veces mejor que la galvanización y una superficie hermosa, pero un costo más alto.
Dacromet, el proceso de cromado más avanzado, es una nueva tecnología de tratamiento de superficies, en comparación con el proceso de galvanoplastia tradicional, Dacromet es un "recubrimiento verde".
Proceso de tratamiento de superficie de – recubrimiento en polvo

Recubrimiento en polvo
Principio del proceso de recubrimiento en polvo:
Pulverización de polvo electrostático:principalmente a través de electrodos para polarizar la pintura (polvo), y luego ser rociado sobre el objeto con la carga opuesta, en la fuerza del campo eléctrico bajo la acción del polvo adherido uniformemente a la superficie del objeto.
Características del proceso de recubrimiento en polvo:
Pulverización electrostática en polvono causará contaminación atmosférica, el polvo se puede reciclar para reducir el costo del consumo de material, el rendimiento de la película de recubrimiento es superior a la resistencia a los ácidos, la resistencia a los álcalis, la resistencia a la corrosión salina es mejor, la adhesión también es mayor.
Proceso de tratamiento superficial de – electroforesis

Parte de electroforesis
Principio de proceso de la electroforesis.:
El proceso de electroforesis se divide enelectroforesis anódicayelectroforesis catódica.Si las partículas de pintura tienen carga negativa, la pieza de trabajo es el ánodo y las partículas de pintura se depositan sobre la pieza de trabajo bajo la acción de la fuerza del campo eléctrico para formar una película llamada electroforesis anódica;por el contrario, si las partículas de pintura tienen carga positiva, la pieza de trabajo es el cátodo y las partículas de pintura se depositan sobre la pieza de trabajo para formar una película llamada electroforesis catódica.
las caracteristicas deelectroforesis anódicason: materias primas baratas (generalmente un 50% más baratas que la electroforesis catódica);equipo más simple (generalmente 30% más económico que la electroforesis catódica);menores requisitos técnicos;menor resistencia a la corrosión del revestimiento que la electroforesis catódica (alrededor de 1/4 de la vida útil de la electroforesis catódica).
La razón de la alta resistencia a la corrosión deelectroforesis catódicael recubrimiento es: la pieza de trabajo es el cátodo, no hay disolución anódica, la superficie de la pieza de trabajo y la película de fosfato no se destruyen;los recubrimientos electroforéticos (generalmente resinas que contienen nitrógeno) tienen un efecto protector sobre el metal.
Características del proceso de tratamiento superficial electroforético.:
Película de pintura electroforéticatiene las ventajas de un revestimiento voluminoso, uniforme, plano y suave, y la dureza, la adhesión, la resistencia a la corrosión, el rendimiento de impacto y el rendimiento de penetración de la película de pintura electroforética son significativamente mejores que otros procesos de revestimiento.
El color de electroforesis común es principalmente negro, y también hay otros colores disponibles.
Proceso de tratamiento de superficies- Inmersión de plástico

Parte sumergible de plástico
Principio de proceso de inmersión de plástico:
La inmersión en plástico (recubrimiento de plástico) es un proceso de recubrimiento de plástico.De acuerdo con las diferentes materias primas utilizadas para sumergir el plástico, se puede dividir en plástico para inmersión en líquido (recubrimiento) y plástico para inmersión en polvo (recubrimiento).Los productos de plástico por inmersión se han utilizado ampliamente en varios aspectos de la producción y la vida, como secar perchas, alicates, tijeras en la manga de goma, llave de válvula de agua, etc.
Características del proceso de inmersión de plástico:
Amplia aplicación, rico color, buena protección, excelente resistencia al frío, conservación del calor, resistencia a ácidos y álcalis.
Proceso de tratamiento de superficies-oxidación
| oxidación química | oxidación anódica | |
| Características del proceso | Bajo costo, se puede producir continuamente en grandes cantidades | Costo más alto |
| Proceso estable, fácil operación, equipo simple, fácil mantenimiento de la solución, sin restricciones en el tamaño y forma de las piezas | Debido a la necesidad de una fuente de alimentación externa.El tamaño y la forma de las piezas afectan las líneas eléctricas | |
| La oxidación química es posible para acero, aluminio, cobre, plata, zinc, estaño, cadmio y sus aleaciones.Además, la oxidación química se ha utilizado con resultados satisfactorios en algunas aplicaciones funcionales.Como resultado, la tecnología de oxidación química se ha desarrollado considerablemente en los últimos años. | Comúnmente utilizado para anodizar materiales como aluminio y sus aleaciones, magnesio y aleaciones de magnesio y titanio y sus aleaciones. | |
| Características de la capa de película | Película delgada, generalmente de 0,5 a 4 micrones de espesor | película gruesa |
| Textura suave, no abrasiva, menor resistencia a la corrosión y a la abrasión que la oxidación anódica | Buena resistencia a la corrosión, alta dureza. | |
| Se puede utilizar para obtener algunas capas funcionales que las películas anodizadas no pueden tener, como las capas de óxido conductor. | Se pueden obtener ciertas capas de películas funcionales especiales, como la deposición de aleaciones magnéticas en películas porosas para elementos de almacenamiento.Placa absorbente solar, película ultra dura, etc. |
Proceso de tratamiento superficial de – cepillado
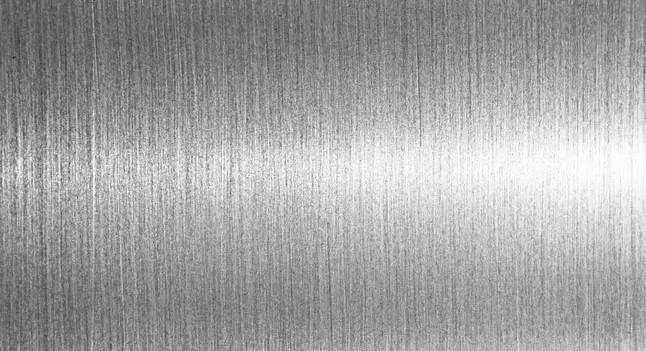
Metal cepillado
Tiene excelente resistencia al desgaste, resistencia a altas temperaturas, resistencia a la corrosión y mantenimiento diario simple, textura fina, extremadamente fácil de limpiar, larga vida útil.
Paneles de electrodomésticos Varios productos digitales periféricos y paneles Paneles de portátiles, utilizados para hacer varios logotipos, interruptores de membrana, placas de identificación, etc.

Tarjetero de metal cepillado
Proceso de tratamiento de superficie de pintura para hornear.
pintura para hornear
La pintura para hornear se divide en dos categorías, una temperatura de curado de pintura para hornear de baja temperatura de 140 ° -180 °, la otra categoría se llama pintura para hornear de alta temperatura, su temperatura de curado de 280 ° -400 °.
Ventajas de la pintura para hornear:
1, colores brillantes y muchos estilos.
2, fácil de limpiar y cuidar.
3, una buena pintura para hornear paneles de puertas, mucho más fuerte que los paneles de puertas de cristal resistentes a los rayos UV.
4, para aumentar el espacio de la cocina tiene un cierto efecto de luz complementario.
Desventajas de la pintura para hornear.
El ciclo de producción es demasiado largo, el nivel de tecnología requiere una alta tasa de desechos, por lo que el precio es alto, temerosos de golpes y rasguños, una vez que el daño es difícil de reparar, para reemplazar el todo;más humos en la cocina propensos a las diferencias de color.
![]()
El moldeo por inyección se usa ampliamente en varias industrias y puede lograr una producción en masa precisa y sin problemas de piezas en un corto período de tiempo.Prolean Tech ofrece servicios de moldeo por inyección para docenas de materiales, incluidos plásticos y elastómeros.Simplemente cargue suarchivo CADpara una cotización y consulta rápida y gratuita sobre servicios relacionados.
Hora de publicación: 06-abr-2022