Typowe procesy wykańczania powierzchni materiałów z blachy
Szacowany czas czytania:8 minut, 3 sekundy
Wybór odpowiedniego wykończenia powierzchni ma kluczowe znaczenie dla osiągnięcia funkcji i wyglądu projektu części.Różne wykończenia powierzchni mogą zapewniać różne wykończenia i tekstury.Czas, materiał, oprzyrządowanie i łatwość obróbkisą również czynnikami, które należy wziąć pod uwagę.Dlatego ważne jest, aby zrozumieć niektóre z typowych metod obróbki powierzchni, aby mieć pewność, że od samego początku wybrano właściwą.W tym artykule opiszemy niektóre z najczęstszych metod obróbki powierzchni.Możesz równieżskontaktuj się z naszymi inżynierami bezpośrednio na bezpłatną konsultację.
Galwanotechnika:W roztworze do galwanizacji jony naładowane elektrostatycznie przyczepiają się do powierzchni produktu pod działaniem pola elektrycznego, tworząc warstwę galwaniczną.
Natrysk proszkowy: Natryskiwanie proszkowe to proces powlekania, w którym wykorzystuje się wyładowania koronowe, aby powłoki proszkowe przylegały do przedmiotu obrabianego.Po spryskaniu proszkiem, a następnie stopieniu na gorąco i utwardzaniu, na powierzchni przedmiotu obrabianego zostanie utworzona warstwa powłoki.
Elektroforeza:Proces elektroforezy dzieli się naelektroforeza anodowaIelektroforeza katodowa.Jeśli cząstki farby są naładowane ujemnie, a przedmiot obrabiany jest anodą, cząsteczki farby osadzają się na przedmiocie obrabianym pod działaniem pola elektrycznego, tworząc warstwę zwaną elektroforezą anodową;i odwrotnie, jeśli cząstki farby są naładowane dodatnio, a przedmiotem obrabianym jest katoda, cząstki farby osadzają się na przedmiocie obrabianym, tworząc warstwę zwaną elektroforezą katodową.
Plastyczne zanurzenie: Plastikowe zanurzenie alias znany również jako powłoka z tworzywa sztucznego, tworzywo sztuczne zanurzane w cieple, powłoka z tworzywa sztucznego nakładana na ciepło.Formowanie zanurzeniowe (powlekanie tworzywem sztucznym) to proces powlekania tworzywem sztucznym.Według różnych surowców stosowanych w formowaniu zanurzeniowym można podzielić nazanurzenie w płynie (powłoka)plastikowe izanurzenie w proszku (powłoka)Plastikowy.Wyroby z tworzyw sztucznych zanurzeniowych znalazły szerokie zastosowanie w różnych aspektach produkcji i życia w kraju i za granicą, takich jak: nasz codzienny wieszak do suszenia ubrań, szczypce, nożyczki na gumowej osłonie, klucz do zaworu wodnego itp.
Utlenianie: utlenianie metalu na powierzchni przedmiotu obrabianego, tworząc gęstą warstwę ochronną na powierzchni przedmiotu obrabianego, zwiększając odporność na korozję przedmiotu obrabianego.Zasadniczo istnieją dwa rodzaje utleniania: utlenianie chemiczne i utlenianie anodowe.Jest to powszechna metoda obróbki powierzchni.
Szczotkowanie:Szczotkowanie powierzchni to obróbka powierzchni, która tworzy wzór linii na powierzchni przedmiotu obrabianego za pomocą produktów ściernych, aby zapewnić efekt dekoracyjny.Ponieważ obróbka szczotkowania powierzchni może odzwierciedlać teksturę materiałów metalowych, jest kochana przez coraz większą liczbę użytkowników i coraz szerzej stosowana.
Farba do pieczenia: tpoprzez natryskiwanie, wypalanie w wysokiej temperaturze itp. na powierzchnię materiału natryskiwanego różnymi kolorami farb stosowanych w celu upiększenia wyglądu i może zwiększyć właściwości antykorozyjne, ogólnie występują farby do pieczenia w płynie i farby do pieczenia w proszku, z których proszek farba do pieczenia jest najbardziej powszechna, powierzchnia farby do pieczenia nie przewodzi prądu, wymagania EMC regionu nie zezwalają na farbę do pieczenia.
Proces obróbki powierzchni – galwanizacja
Ocynkowany

Rura ze stali ocynkowanej
1, cynkowanie cyjankiem
2, Cynkowanie cynkowe
3, ocynkowane chlorkiem
4, Cynkowanie siarczanowe
Przemysł galwanizacyjny jest przemysłem zanieczyszczającym środowisko, chociaż jest szeroko stosowany i tani, nie spełnia standardów ROHS, więc staraj się nie używać produktów ocynkowanych.
Chromowanie
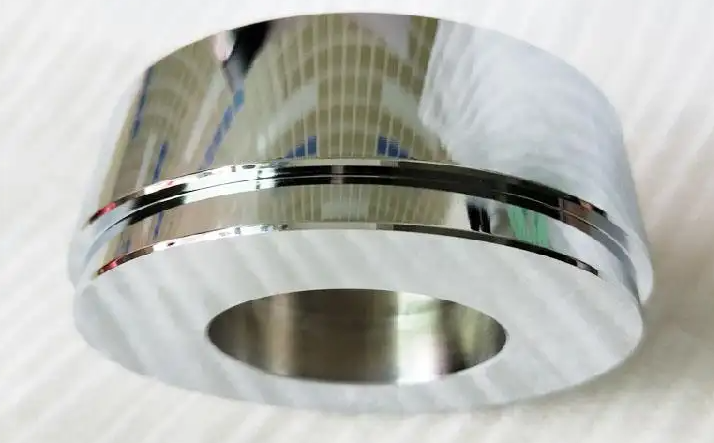
Chromowanie
Zasada procesu jest taka sama jak w przypadku cynkowania.
W porównaniu z tradycyjnym cynkowaniem galwanicznym;wyjątkowo silna antykorozja, 7-10 razy lepsza niż galwanizacja i piękna powierzchnia, ale wyższy koszt.
Dacromet, najbardziej zaawansowany proces chromowania, to nowa technologia obróbki powierzchni, w porównaniu z tradycyjnym procesem galwanicznym, Dacromet to „zielone powlekanie”.
Proces obróbki powierzchni – malowanie proszkowe

Malowanie proszkowe
Zasada procesu malowania proszkowego:
Elektrostatyczne natryskiwanie proszkowe:głównie poprzez elektrody polaryzujące farbę (proszek), a następnie natryskiwane na przedmiot o przeciwnym ładunku, w polu elektrycznym działającym pod działaniem proszku równomiernie przyczepionego do powierzchni przedmiotu.
Cechy procesu malowania proszkowego:
Natryskiwanie elektrostatyczne proszkównie spowoduje zanieczyszczenia atmosfery, proszek można poddać recyklingowi, aby obniżyć koszty zużycia materiału, wydajność powłoki doskonała odporność na kwasy, odporność na alkalia, odporność na korozję solną jest lepsza, przyczepność jest również wyższa.
Proces obróbki powierzchni – elektroforeza

Część elektroforetyczna
Zasada procesu elektroforezy:
Proces elektroforezy dzieli się naelektroforeza anodowaIelektroforeza katodowa.Jeśli cząstki farby są naładowane ujemnie, przedmiot obrabiany jest anodą, a cząsteczki farby osadzają się na przedmiocie obrabianym pod działaniem siły pola elektrycznego, tworząc warstwę zwaną elektroforezą anodową;i odwrotnie, jeśli cząstki farby są naładowane dodatnio, przedmiot obrabiany jest katodą, a cząsteczki farby osadzają się na przedmiocie obrabianym, tworząc warstwę zwaną elektroforezą katodową.
Charakterystykaelektroforeza anodowasą: tanie surowce (na ogół o 50% tańsze niż elektroforeza katodowa);prostszy sprzęt (na ogół 30% tańszy niż elektroforeza katodowa);niższe wymagania techniczne;gorszą odporność korozyjną powłoki niż elektroforeza katodowa (około 1/4 żywotności elektroforezy katodowej).
Powodem wysokiej odporności na korozjęelektroforeza katodowapowłoka jest: przedmiotem obrabianym jest katoda, brak rozpuszczania anodowego, powierzchnia przedmiotu obrabianego i folia fosforanowa nie są zniszczone;powłoki elektroforetyczne (zwykle żywice zawierające azot) mają działanie ochronne na metal.
Cechy procesu elektroforetycznej obróbki powierzchni:
Folia farby elektroforetycznejma zalety pulchnej, jednolitej, płaskiej i gładkiej powłoki, a twardość, przyczepność, odporność na korozję, udarność i penetracja powłoki farby elektroforetycznej są znacznie lepsze niż w przypadku innych procesów powlekania.
Typowym kolorem elektroforezy jest głównie czarny, dostępne są również inne kolory.
Proces obróbki powierzchni- Plastyczne zanurzenie

Plastikowa część zanurzeniowa
Zasada procesu zanurzania plastiku:
Zanurzenie plastiku (powłoka z tworzywa sztucznego) to proces powlekania tworzywem sztucznym.W zależności od różnych surowców używanych do zanurzania tworzyw sztucznych można podzielić na tworzywa sztuczne do zanurzania w płynie (powlekanie) i tworzywa sztuczne do zanurzania w proszku (powlekanie).Produkty z tworzywa sztucznego do zanurzania były szeroko stosowane w różnych aspektach produkcji i życia, takich jak suszenie wieszaków na ubrania, szczypce, nożyczki na gumowym rękawie, klucz do zaworu wodnego itp.
Charakterystyka procesu zanurzania plastiku:
Szerokie zastosowanie, bogaty kolor, dobra ochrona, doskonała odporność na zimno, zachowanie ciepła, odporność na kwasy i zasady.
Proces obróbki powierzchni - utlenianie
| Utlenianie chemiczne | Utlenianie anodowe | |
| Funkcje procesu | Niski koszt, może być produkowany w sposób ciągły w dużych ilościach | Wyższy koszt |
| Stabilny proces, łatwa obsługa, proste wyposażenie, łatwa konserwacja rozwiązania, brak ograniczeń co do wielkości i kształtu części | Ze względu na konieczność zewnętrznego zasilania.Rozmiar i kształt części wpływa na linie energetyczne | |
| Utlenianie chemiczne jest możliwe w przypadku stali, aluminium, miedzi, srebra, cynku, cyny, kadmu i ich stopów.Ponadto w niektórych zastosowaniach funkcjonalnych zastosowano utlenianie chemiczne z zadowalającymi wynikami.W rezultacie technologia chemicznego utleniania została znacznie rozwinięta w ostatnich latach. | Powszechnie stosowany do anodowania materiałów takich jak aluminium i jego stopy, magnez i stopy magnezu oraz tytan i jego stopy. | |
| Charakterystyka warstwy filmu | Cienka folia, zwykle o grubości 0,5-4 mikronów | Gruby film |
| Miękka konsystencja, nieścierna, niższa odporność na korozję i ścieranie niż utlenianie anodowe | Dobra odporność na korozję, wysoka twardość | |
| Może być stosowany do uzyskiwania niektórych warstw funkcjonalnych, których anodowane folie nie mogą mieć, takich jak przewodzące warstwy tlenków | Można uzyskać pewne specjalne funkcjonalne warstwy folii, takie jak osadzanie stopów magnetycznych w porowatych foliach dla elementów magazynujących.Płyta absorbera słonecznego, bardzo twarda folia itp. |
Proces obróbki powierzchni – szczotkowanie
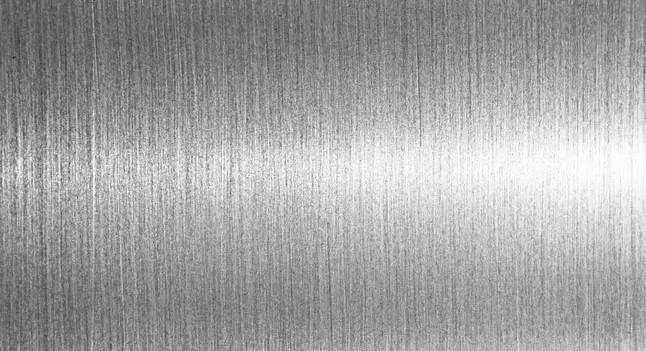
Metal szczotkowany
Ma doskonałą odporność na zużycie, odporność na wysoką temperaturę, odporność na korozję i prostą codzienną konserwację, delikatną teksturę, wyjątkowo łatwe do czyszczenia, długą żywotność.
Panele urządzeń gospodarstwa domowego Różne produkty cyfrowe urządzenia peryferyjne i panele Panele do laptopów, używane do tworzenia różnych logotypów, przełączników membranowych, tabliczek znamionowych itp.

Etui na wizytówki ze szczotkowanego metalu
Proces obróbki powierzchniowej – farby wypalanej
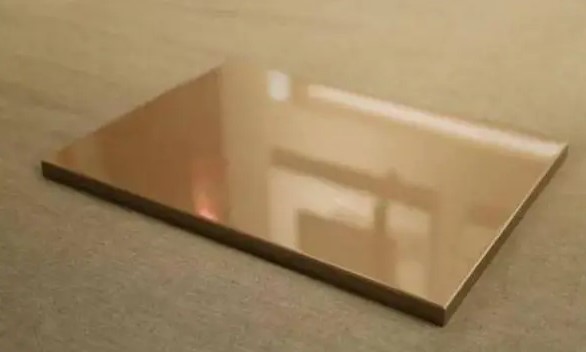
Farba do pieczenia
Farba do pieczenia jest podzielona na dwie kategorie, niskotemperaturowa temperatura utwardzania farby do pieczenia 140 ° -180 °, druga kategoria nazywana jest farbą do pieczenia w wysokiej temperaturze, jej temperatura utwardzania wynosi 280 ° -400 °.
Zalety farby do pieczenia:
1, jasne kolory i wiele stylów.
2, łatwe do czyszczenia i pielęgnacji.
3, dobre panele drzwiowe z farbą do pieczenia, znacznie silniejsze niż panele drzwi kryształowych Odporność na promieniowanie UV.
4, aby zwiększyć przestrzeń kuchni, ma pewien uzupełniający efekt świetlny.
Wady farb do pieczenia.
Cykl produkcyjny jest zbyt długi, poziom technologii wymaga dużej złomowości, więc cena jest wysoka, boi się uderzeń i zarysowań, gdy uszkodzenie jest trudne do naprawienia, do wymiany całości;więcej oparów w kuchni ze skłonnością do różnic kolorystycznych.
![]()
Formowanie wtryskowe jest szeroko stosowane w różnych gałęziach przemysłu i umożliwia bezproblemową i precyzyjną masową produkcję części w krótkim czasie.Prolean Tech oferuje usługi formowania wtryskowego kilkudziesięciu materiałów, w tym tworzyw sztucznych i elastomerów.Po prostu prześlij swojeplik CADw celu uzyskania szybkiej, bezpłatnej wyceny i konsultacji związanych z usługami.
Czas postu: 06-04-2022