Procesos comúns de acabado de superficie para materiais de chapa
Tempo estimado de lectura:8 minutos, 3 segundos
Elixir o acabado de superficie correcto é fundamental para lograr a función e o aspecto do deseño da peza.Os diferentes acabados de superficie poden proporcionar diferentes acabados e texturas.O tempo, o material, as ferramentas e a facilidade de procesamentoson tamén factores a ter en conta.Polo tanto, é importante comprender algúns dos tratamentos de superficie comúns para asegurarse de que se elixe o correcto desde o principio.Neste artigo, imos describir algúns dos tratamentos de superficie máis comúns.Tamén podespóñase en contacto cos nosos enxeñeiros directamente para unha consulta gratuíta.
Galvanoplastia:Nunha solución de galvanoplastia, únense á superficie do produto ións cargados electrostáticamente baixo a acción dun campo eléctrico para formar unha capa de galvanoplastia.
Pulverización en po: A pulverización en po é un proceso de revestimento que utiliza a descarga de coroa para facer que os revestimentos de tipo po se adhiran á peza de traballo.Despois da pulverización de po e despois dos pasos de fusión e curado en quente, formarase unha película de revestimento na superficie da peza.
Electroforese:O proceso de electroforese divídese enelectroforese anódicaeelectroforese catódica.Se as partículas de pintura están cargadas negativamente e a peza de traballo é o ánodo, as partículas de pintura deposítanse na peza de traballo baixo a acción do campo eléctrico para formar unha película chamada electroforese anódica;pola contra, se as partículas de pintura están cargadas positivamente e a peza de traballo é o cátodo, as partículas de pintura deposítanse na peza para formar unha película chamada electroforese catódica.
Inmersión de plástico: alias de inmersión de plástico tamén coñecido como revestimento de plástico, plástico de inmersión térmica, revestimento de plástico aplicado por calor.O moldeado por inmersión (revestimento de plástico) é un proceso de revestimento de plástico.Segundo as diferentes materias primas utilizadas na moldaxe por inmersión pódense dividir eninmersión líquida (revestimento)plástico einmersión en po (revestimento)plástico.Os produtos de plástico de mergullo foron amplamente utilizados en varios aspectos da produción e da vida na casa e no estranxeiro, como: o noso colgador de roupa diaria, alicates, tesoiras na tapa de goma, chave de chave de auga, etc.
Oxidación: oxidación do metal na superficie da peza de traballo, formando unha película protectora densa na superficie da peza, aumentando a resistencia á corrosión da peza.Xeralmente hai dous tipos de oxidación: oxidación química e oxidación anódica.É un método común de tratamento de superficies.
Cepillado:O cepillado superficial é un tratamento de superficie que forma un patrón de liña na superficie da peza a través de produtos abrasivos para proporcionar un efecto decorativo.Porque o tratamento de cepillado de superficie pode reflectir a textura dos materiais metálicos, polo que cada vez máis usuarios adoraron e cada vez máis utilizado.
Pintura para hornear: ta través da pulverización, a cocción a alta temperatura, etc., na superficie do material pulverizado con varias cores de pintura que se usan para embellecer o aspecto e poden aumentar as propiedades anticorrosivas, xeralmente hai pintura líquida para cocer e pintura en po, das cales po A pintura de cocción é a máis común, a superficie de pintura de cocción non é condutora, os requisitos EMC da rexión non permiten cocer a pintura.
Proceso de tratamento de superficies: galvanoplastia
Galvanizado

Tubo de aceiro galvanizado
1, galvanizado con cianuro
2, galvanizado de zinc
3, galvanizado con cloruro
4, galvanizado de sulfato
A industria de galvanización é unha industria contaminante, aínda que moi utilizada e de baixo custo, non cumpre os estándares ROHS, polo que intente non usar produtos galvanizados.
Cromado
Cromado
O principio do proceso é o mesmo que a galvanización.
En comparación coa electrogalvanización tradicional;anti-corrosión extremadamente forte, 7-10 veces mellor que a galvanización e unha superficie fermosa, pero un custo maior.
Dacromet, o proceso de cromado máis avanzado, é unha nova tecnoloxía de tratamento de superficies, en comparación co proceso de galvanoplastia tradicional, Dacromet é un "chapamento verde".
Proceso de tratamento de superficie de – revestimento en po

Revestimento en po
Principio do proceso de recubrimento en po:
Pulverización electrostática en po:principalmente a través de electrodos para polarizar a pintura (po), e despois para ser pulverizado sobre o obxecto coa carga oposta, na forza do campo eléctrico baixo a acción do po uniformemente unido á superficie do obxecto.
Características do proceso de revestimento en po:
Pulverización electrostática en poNon causará contaminación atmosférica, o po pódese reciclar para reducir o custo do consumo de material, o rendemento da película de revestimento resistencia ao ácido superior, a resistencia aos álcalis, a resistencia á corrosión do sal é mellor, a adhesión tamén é maior.
Proceso de tratamento de superficie de – electroforese

Parte de electroforese
Principio de proceso da electroforese:
O proceso de electroforese divídese enelectroforese anódicaeelectroforese catódica.Se as partículas de pintura están cargadas negativamente, a peza de traballo é o ánodo, e as partículas de pintura deposítanse na peza de traballo baixo a acción da forza do campo eléctrico para formar unha película chamada electroforese anódica;pola contra, se as partículas de pintura están cargadas positivamente, a peza de traballo é o cátodo e as partículas de pintura deposítanse sobre a peza para formar unha película chamada electroforese catódica.
As características deelectroforese anódicason: materias primas baratas (xeralmente un 50% máis baratas que a electroforese catódica);equipos máis sinxelos (xeralmente un 30% máis barato que a electroforese catódica);requisitos técnicos máis baixos;menor resistencia á corrosión do revestimento que a electroforese catódica (aproximadamente 1/4 da vida útil da electroforese catódica).
O motivo da alta resistencia á corrosiónelectroforese catódicao revestimento é: a peza de traballo é o cátodo, sen disolución anódica, a superficie da peza e a película de fosfato non se destrúen;os revestimentos electroforéticos (xeralmente resinas que conteñen nitróxeno) teñen un efecto protector sobre o metal.
Características do proceso de tratamento electroforético de superficies:
Película de pintura electroforéticaten as vantaxes dun revestimento gordo, uniforme, plano e liso, e a dureza, adhesión, resistencia á corrosión, rendemento ao impacto e rendemento de penetración da película de pintura electroforética son significativamente mellores que outros procesos de revestimento.
A cor de electroforese común é o negro principalmente, e tamén están dispoñibles outras cores.
Proceso de tratamento de superficie - Inmersión de plástico

Parte de inmersión de plástico
Principio de proceso de inmersión de plástico:
A inmersión de plástico (revestimento de plástico) é un proceso de revestimento de plástico.Segundo as diferentes materias primas utilizadas para mergullar o plástico, pódense dividir en plástico de inmersión líquida (revestimento) e plástico de inmersión en po (revestimento).Os produtos de plástico de mergullo foron amplamente utilizados en varios aspectos da produción e da vida, como perchas de secado, alicates, tesoiras na manga de goma, chave de chave de auga, etc.
Características do proceso de inmersión de plástico:
Ampla aplicación, cor rica, boa protección, excelente resistencia ao frío, conservación da calor, resistencia a ácidos e álcalis.
Proceso de tratamento de superficies-oxidación
| Oxidación química | Oxidación anódica | |
| Características do proceso | Baixo custo, pódese producir continuamente en grandes cantidades | Maior custo |
| Proceso estable, fácil operación, equipamento sinxelo, fácil mantemento da solución, sen restricións no tamaño e forma das pezas | Debido á necesidade dunha fonte de alimentación externa.O tamaño e a forma das pezas afectan ás liñas eléctricas | |
| A oxidación química é posible para aceiro, aluminio, cobre, prata, cinc, estaño, cadmio e as súas aliaxes.Ademais, utilizouse a oxidación química con resultados satisfactorios nalgunhas aplicacións funcionais.Como resultado, a tecnoloxía de oxidación química desenvolveuse considerablemente nos últimos anos. | Úsase habitualmente para anodizar materiais como o aluminio e as súas aliaxes, o magnesio e as aliaxes de magnesio e o titanio e as súas aliaxes. | |
| Características da capa de película | Película fina, xeralmente de 0,5-4 micras de espesor | Película grosa |
| Textura suave, non abrasiva, menor resistencia á corrosión e á abrasión que a oxidación anódica | Boa resistencia á corrosión, alta dureza | |
| Pódese usar para obter algunhas capas funcionais que as películas anodizadas non poden ter, como as capas de óxido condutor. | Pódense obter certas capas de películas funcionais especiais, como a deposición de aliaxes magnéticas en películas porosas para os elementos de almacenamento.Placa absorbente solar, película ultra dura, etc. |
Proceso de tratamento de superficie de – cepillado
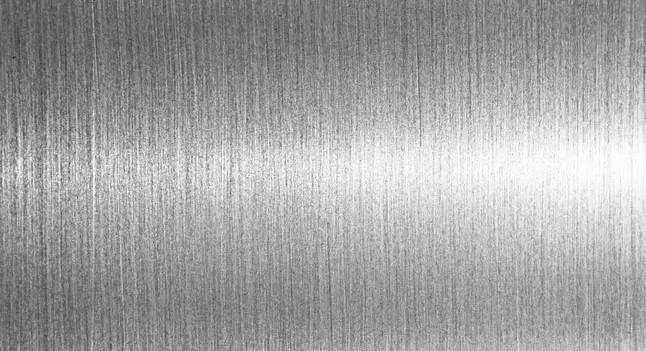
Metal cepillado
Ten unha excelente resistencia ao desgaste, resistencia a altas temperaturas, resistencia á corrosión e mantemento diario sinxelo, textura fina, moi fácil de limpar, longa vida.
Paneis de electrodomésticos Diversos periféricos e paneis de produtos dixitais Paneis de portátiles, utilizados para facer varios logotipos, interruptores de membrana, placas de identificación, etc.

Funda metálica para tarxetas de visita
Proceso de tratamento de superficie de – pintura de cocción
Pintura para hornear
A pintura de cocción divídese en dúas categorías, unha temperatura de curado de pintura de cocción a baixa temperatura de 140 ° -180 °, a outra categoría chámase pintura de cocción de alta temperatura, a súa temperatura de curado de 280 ° -400 °.
Vantaxes da pintura para hornear:
1, cores brillantes e moitos estilos.
2, fácil de limpar e coidar.
3, unha boa pintura de cocción paneis de portas, moito máis forte que os paneis de portas de cristal resistencia UV.
4, para aumentar o espazo da cociña ten un certo efecto de luz complementaria.
Desvantaxes da pintura de cocción.
O ciclo de produción é demasiado longo, o nivel de tecnoloxía require unha alta taxa de chatarra, polo que o prezo é alto, ten medo a golpes e arañazos, unha vez que o dano é difícil de reparar, para substituír o conxunto;máis fumes na cociña propensos a diferenzas de cor.
![]()
A moldaxe por inxección úsase amplamente en varias industrias e pode conseguir unha produción en masa precisa e perfecta de pezas nun curto período de tempo.Prolean Tech ofrece servizos de moldaxe por inxección para decenas de materiais, incluíndo plásticos e elastómeros.Simplemente carga o teuArquivo CADpara unha cotización rápida e gratuíta e unha consulta sobre servizos relacionados.
Hora de publicación: abril-06-2022