Běžné procesy povrchové úpravy pro plechové materiály
Odhadovaná doba čtení:8 minut, 3 sekundy
Výběr správné povrchové úpravy je rozhodující pro dosažení funkce a vzhledu návrhu součásti.Různé povrchové úpravy mohou poskytnout různé povrchové úpravy a textury.Čas, materiál, nástroje a snadnost zpracováníjsou také faktory, které je třeba vzít v úvahu.Proto je důležité porozumět některým běžným povrchovým úpravám, aby bylo zajištěno, že od začátku bude vybrána ta správná.V tomto článku si popíšeme některé z nejběžnějších povrchových úprav.Můžete takékontaktujte naše inženýry přímo na bezplatnou konzultaci.
Galvanické pokovování:V roztoku pro galvanické pokovování jsou elektrostaticky nabité ionty připojeny k povrchu produktu působením elektrického pole za účelem vytvoření pokovovací vrstvy.
Práškové stříkání: Práškové stříkání je proces nanášení povlaků, který využívá korónový výboj, aby práškové povlaky přilnuly k obrobku.Po práškovém nástřiku a následném tavení a vytvrzování se na povrchu obrobku vytvoří povlak.
Elektroforéza:Proces elektroforézy se dělí naanodická elektroforézaakatodovou elektroforézu.Pokud jsou částice barvy záporně nabité a obrobkem je anoda, částice barvy se působením elektrického pole ukládají v obrobku za vzniku filmu zvaného anodická elektroforéza;naopak, pokud jsou částice barvy kladně nabité a obrobkem je katoda, částice barvy se ukládají v obrobku a vytvářejí film nazývaný katodická elektroforéza.
Plastové máčení: Plastové namáčení také známé jako plastový povlak, tepelně namáčený plast, tepelně aplikovaný plastový povlak.Ponoření (plastové potahování) je proces potahování plastů.Podle různých surovin používaných v máčení lze rozdělit natekutý dip (nátěr)plastové apráškový dip (nátěr)plastický.Dip plastové výrobky byly široce používány v různých aspektech výroby a života doma i v zahraničí, jako jsou: naše každodenní ramínko na sušení prádla, kleště, nůžky na gumovém krytu, klíč na vodní ventily atd.
Oxidace: oxidace kovu na povrchu obrobku, vytvoření hustého ochranného filmu na povrchu obrobku, zvýšení odolnosti obrobku proti korozi.Obecně existují dva typy oxidace: chemická oxidace a anodická oxidace.Je to běžná metoda povrchové úpravy.
Kartáčování:Povrchové kartáčování je povrchová úprava, která vytváří čárový vzor na povrchu obrobku prostřednictvím abrazivních produktů, aby se dosáhlo dekorativního efektu.Protože povrchová kartáčovací úprava může odrážet texturu kovových materiálů, tak si ji oblíbilo stále více uživatelů a stále více se používá.
Vypalovací barva: tnástřikem, vysokoteplotním vypalováním atd., na povrchu materiálu nastříkaného různými barvami barvy používané ke zkrášlení vzhledu a mohou zvýšit antikorozní vlastnosti, jsou obecně tekuté vypalovací barvy a práškové vypalovací barvy, z toho práškové vypalovací barva je nejběžnější, povrch vypalovací barvy není vodivý, požadavky EMC regionu nepovolují vypalovací barvu.
Proces povrchové úpravy – galvanické pokovování
Pozinkované

Pozinkovaná ocelová trubka
1, Kyanidové zinkování
2, zinkové zinkování
3, chloridová galvanizace
4, sulfátové zinkování
Galvanizační průmysl je znečišťující průmysl, i když je široce používán a má nízkou cenu, nesplňuje normy ROHS, takže se snažte nepoužívat galvanizované výrobky.
Chromování
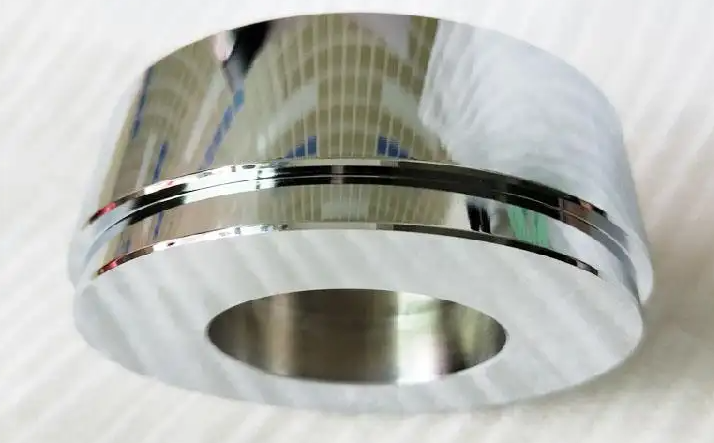
Chromování
Princip procesu je stejný jako u galvanizace.
Ve srovnání s tradiční elektrogalvanizací;extrémně silná antikorozní ochrana, 7-10krát lepší než galvanizace a krásný povrch, ale vyšší náklady.
Dacromet, nejpokročilejší proces chromování, je nová technologie povrchové úpravy, ve srovnání s tradičním procesem galvanického pokovování je Dacromet „zelené pokovování“.
Proces povrchové úpravy – práškové lakování

Práškové lakování
Princip procesu práškového lakování:
Elektrostatický práškový nástřik:hlavně prostřednictvím elektrod k polarizaci barvy (prášku) a poté k nastříkání na předmět s opačným nábojem, v síle elektrického pole působením prášku rovnoměrně přichyceného k povrchu předmětu.
Vlastnosti procesu práškového lakování:
Elektrostatický práškový nástřiknezpůsobí znečištění atmosféry, prášek lze recyklovat, aby se snížily náklady na spotřebu materiálu, výkon povlakového filmu vynikající odolnost proti kyselinám, odolnost proti zásadám, odolnost proti korozi soli je lepší, adheze je také vyšší.
Proces povrchové úpravy – elektroforéza

Část elektroforézy
Princip procesu elektroforézy:
Proces elektroforézy se dělí naanodická elektroforézaakatodovou elektroforézu.Pokud jsou částice barvy záporně nabité, je obrobkem anoda a částice barvy se ukládají na obrobek působením síly elektrického pole za vzniku filmu zvaného anodická elektroforéza;naopak, pokud jsou částice barvy kladně nabité, je obrobkem katoda a částice barvy se ukládají na obrobek za vzniku filmu zvaného katodická elektroforéza.
Vlastnostianodická elektroforézajsou: levné suroviny (obecně o 50 % levnější než katodická elektroforéza);jednodušší zařízení (obecně o 30 % levnější než katodická elektroforéza);nižší technické požadavky;horší korozní odolnost povlaku než katodická elektroforéza (asi 1/4 životnosti katodické elektroforézy).
Důvodem je vysoká odolnost proti korozikatodovou elektroforézupovlak je: obrobek je katoda, žádné anodické rozpouštění, povrch obrobku a fosfátový film není zničen;elektroforetické povlaky (obecně pryskyřice obsahující dusík) mají ochranný účinek na kov.
Vlastnosti procesu elektroforetické povrchové úpravy:
Elektroforetický nátěrový filmmá výhody baculatého, rovnoměrného, plochého a hladkého povlaku a tvrdost, přilnavost, odolnost proti korozi, rázová houževnatost a penetrační výkon elektroforetického nátěrového filmu jsou výrazně lepší než u jiných procesů nanášení.
Běžná barva elektroforézy je většinou černá a dostupné jsou i jiné barvy.
Proces povrchové úpravy - Plastové máčení

Plastová namáčecí část
Princip procesu namáčení plastu:
Namáčení plastu (plastové potahování) je proces potahování plastem.Podle různých surovin používaných pro máčení lze plasty rozdělit na tekuté máčení (nátěr) plast a práškové máčení (nátěr).Dip plastové výrobky byly široce používány v různých aspektech výroby a života, jako jsou sušení ramínek na prádlo, kleště, nůžky na gumovém pouzdru, klíč na vodní ventily atd.
Procesní charakteristiky máčecího plastu:
Široké použití, bohatá barva, dobrá ochrana, vynikající odolnost proti chladu, tepelná konzervace, odolnost vůči kyselinám a zásadám.
Proces povrchové úpravy-oxidace
| Chemická oxidace | Anodická oxidace | |
| Vlastnosti procesu | Nízká cena, lze vyrábět nepřetržitě ve velkém množství | Vyšší náklady |
| Stabilní proces, snadná obsluha, jednoduché vybavení, snadná údržba řešení, bez omezení velikosti a tvaru dílů | Kvůli nutnosti externího napájení.Velikost a tvar součásti ovlivňuje elektrické vedení | |
| Chemická oxidace je možná pro ocel, hliník, měď, stříbro, zinek, cín, kadmium a jejich slitiny.Kromě toho byla v některých funkčních aplikacích použita chemická oxidace s uspokojivými výsledky.V důsledku toho byla v posledních letech značně vyvinuta technologie chemické oxidace. | Běžně se používá pro eloxování materiálů, jako je hliník a jeho slitiny, hořčík a slitiny hořčíku a titan a jeho slitiny. | |
| Charakteristiky filmové vrstvy | Tenký film, obvykle 0,5-4 mikrony tlustý | Tlustý film |
| Měkká textura, neabrazivní, nižší odolnost proti korozi a otěru než anodická oxidace | Dobrá odolnost proti korozi, vysoká tvrdost | |
| Může být použit k získání některých funkčních vrstev, které eloxované filmy mít nemohou, jako jsou vodivé oxidové vrstvy | Lze získat určité speciální funkční vrstvy filmu, jako je ukládání magnetických slitin do porézních filmů pro ukládací prvky.Solární absorpční deska, ultratvrdá fólie atd. |
Proces povrchové úpravy – kartáčování
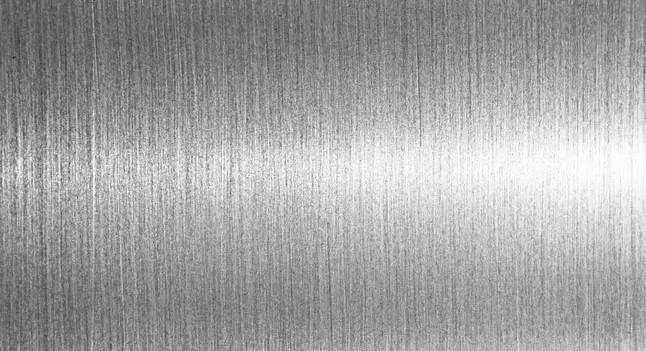
Broušený kov
Má vynikající odolnost proti opotřebení, vysokou teplotní odolnost, odolnost proti korozi a jednoduchou každodenní údržbu, jemnou texturu, extrémně snadné čištění, dlouhou životnost.
Panely pro domácí spotřebiče Různé digitální produkty periferie a panely Panely pro notebooky, používané k výrobě různých log, membránových spínačů, jmenovek atd.

Pouzdro na vizitky z broušeného kovu
Proces povrchové úpravy – vypalovací barvy
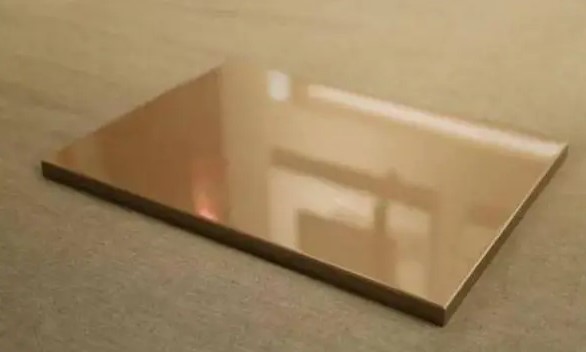
Barva na pečení
Vypalovací barva se dělí do dvou kategorií, nízkoteplotní vypalovací vypalovací teplota 140°-180°, druhá kategorie se nazývá vysokoteplotní vypalovací barva, její vytvrzovací teplota 280°-400°.
Výhody vypalovací barvy:
1, světlé barvy a mnoho stylů.
2, snadno se čistí a pečuje.
3, dobrý pečicí nátěr dveřní panely, mnohem silnější než křišťálové dveřní panely UV odolnost.
4, pro zvětšení prostoru kuchyně má určitý doplňkový světelný efekt.
Nevýhody vypalovací barvy.
Výrobní cyklus je příliš dlouhý, úroveň technologie vyžaduje vysokou zmetkovitost, takže cena je vysoká, bojí se nárazů a škrábanců, jakmile je poškození obtížné opravit, vyměnit celek;více výparů v kuchyni náchylné na barevné rozdíly.
![]()
Vstřikování je široce používáno v různých průmyslových odvětvích a může dosáhnout bezproblémové a přesné hromadné výroby dílů v krátkém časovém období.Prolean Tech nabízí služby vstřikování pro desítky materiálů, včetně plastů a elastomerů.Jednoduše nahrajte svůjCAD souborza rychlou, bezplatnou cenovou nabídku a konzultaci souvisejících služeb.
Čas odeslání: duben-06-2022