Металл материаллар өчен гомуми бетү процесслары
Фаразланган уку вакыты:8 минут, 3 секунд
Дөрес өслекне сайлау өлеш дизайнының функциясенә һәм тышкы кыяфәтенә ирешү өчен бик мөһим.Төрле өслек бизәкләре төрле бизәкләр һәм текстуралар белән тәэмин итә ала.Вакыт, материал, кораллау һәм эшкәртү җиңеллегекаралырга тиешле факторлар да.Шуңа күрә, баштан ук дөрес сайланганын тәэмин итү өчен, гомуми өслек эшкәртмәләрен аңлау мөһим.Бу мәкаләдә без иң еш очрый торган өслек эшкәртмәләрен тасвирлыйбыз.Сез шулай ук эшли аласызбезнең инженерларга мөрәҗәгать итегез бушлай консультация өчен.
Электроплатинг:Электроплатинг эремәсендә электростатик корылма ионнары продукт өслегенә электр кыры тәэсирендә каплау катламы ясыйлар.
Порошок сиптерү: Порошок сиптерү - каплау процессы, корон агызуны куллана, порошок тибындагы капламалар эш өлешенә ябыша.Порошок сипкәннән соң, кайнар эретү һәм дәвалау адымнарыннан соң, эш кисәге өстендә каплау пленкасы барлыкка киләчәк.
Электрофорез:Электрофорез процессы бүленәанодик электрофорезһәмкатодик электрофорез.Әгәр дә буяу кисәкчәләре тискәре корылган булса һәм эш кисәге анод булса, буяу кисәкчәләре анодик электрофорез дип аталган фильм формалаштыру өчен электр кыры тәэсирендә эш өлешенә кертелә;киресенчә, буяу кисәкчәләре уңай корылган булса һәм эш кисәге катод булса, буяу кисәкчәләре катод электрофорезы дип аталган фильм формалаштыру өчен эш өлешенә кертелә.
Пластик суга бату: Пластик чуму псевдонимы шулай ук пластик каплау, җылылык суга батыру, җылылык кулланылган пластик каплау дип тә атала.Чокырны формалаштыру (пластик каплау) - пластик каплау процессы.Чүпне формалаштыруда кулланылган төрле чимал буенча бүләргә мөмкинсыеклык (каплау)пластик һәмпорошок (каплау)пластик.Пластик продуктлар җитештерүнең һәм тормышның төрле өлкәләрендә илдә һәм чит илдә киң кулланылды, мәсәлән: безнең көндәлек кием киптергеч, плиталар, каучук каплагычтагы кайчы, су клапаны вагоны һ.б.
Оксидлаштыру: металлның эш кисәгендә оксидлашуы, эш кисәгендә тыгыз саклагыч пленка формалаштыру, эшнең коррозиягә каршы торышын арттыру.Гадәттә ике төрле оксидлашу бар: химик оксидлашу һәм анод оксидлашуы.Бу гадәти өслекне эшкәртү ысулы.
Чистарту:Faceир өстендә чистарту - декоратив эффект тәэмин итү өчен абразив продуктлар аша эш кисәгенең сызыгын формалаштыручы өслек белән эшкәртү.Чөнки өслекне чистарту металл материаллар текстурасын чагылдыра ала, шуңа күрә аны кулланучылар күбрәк яраттылар һәм киң кулландылар.
Икмәк пешерү: ттышкы кыяфәтне матурлау өчен кулланылган һәм коррозиягә каршы үзенчәлекләрне арттыра алырлык төрле буяу төсләре белән сиптерелгән материал өслегендә пычрату, югары температурада пешерү һ.б., гадәттә сыек пешерү буяулары һәм порошок пешерү буяулары бар, алардан порошок пешерү буяу - иң еш очрый, буяу буяу өслеге үткәргеч түгел, төбәкнең EMC таләпләре буяу пешерергә рөхсәт итми.
Faceир өстендә эшкәртү процессы - электроплатинг
Гальванизацияләнгән

Гальванизацияләнгән корыч торба
1 anианид гальванизацияләү
2 inc цинкат гальванизацияләү
3 lor Хлорид гальванизацияләнгән
4 , Сульфат гальванизацияләү
Гальванизация индустриясе - пычратучы тармак, киң кулланылган һәм аз чыгымлы булса да, ул ROHS стандартларына туры килми, шуңа күрә гальванизацияләнгән продуктларны кулланмаска тырышыгыз.
Chrome каплау
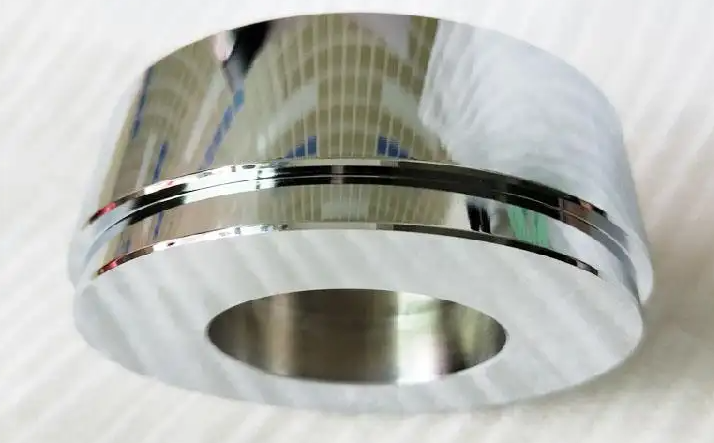
Chrome каплау
Процесс принцибы гальванизация белән бертигез.
Традицион электро-гальванизация белән чагыштырганда;коррозиягә каршы бик көчле, гальванизациягә караганда 7-10 тапкыр яхшырак, матур өслек, ләкин кыйммәтрәк.
Дакромет, иң алдынгы хром белән каплау процессы, традицион электроплатлау процессы белән чагыштырганда, яңа өслекне эшкәртү технологиясе, Дакромет - "яшел каплау".
Faceир өстендә эшкәртү процессы - порошок каплау

Порошок каплау
Порошок каплау процессы принцибы :
Электростатик порошок сиптерү:нигездә электродлар аша буяуны (порошокны) поляризацияләү, аннары каршы корылма белән предметка сиптерү, электр кыры көчендә порошок хәрәкәте астында объект өслегенә бертигез бәйләнгән.
Порошок каплау процессының үзенчәлекләре :
Порошок электростатик сиптерүатмосфераның пычрануына китермәячәк, порошок материаль куллану бәясен киметү өчен эшкәртелергә мөмкин, пленка эшкәртү кислотасына каршы тору, эшкәртүгә каршы тору, тоз коррозиясенә каршы тору яхшырак, ябышу да югарырак.
Электрофорез өслеген эшкәртү процессы

Электрофорез өлеше
Электрофорез процессы принцибы:
Электрофорез процессы бүленәанодик электрофорезһәмкатодик электрофорез.Әгәр дә буяу кисәкчәләре тискәре корылган булса, эш кисәге - анод, һәм буяу кисәкчәләре анодик электрофорез дип аталган фильм формалаштыру өчен электр кыры көче астында эш кисәгенә урнаштырыла.киресенчә, буяу кисәкчәләре уңай корылган булса, эш кисәге - катод, һәм буяу кисәкчәләре катод электрофорезы дип аталган фильм формалаштыру өчен эш кисәгенә урнаштырыла.
Характеристикаларыанодик электрофорезалар: арзан чимал (гадәттә катод электрофорезына караганда 50% арзан);гадирәк җиһазлар (гадәттә катод электрофорезына караганда 30% арзан);түбән техник таләпләр;Катодик электрофорезга караганда каплауның начар коррозия каршылыгы (катод электрофорезы гомеренең 1/4 өлеше).
Corrгары коррозиягә каршы торуның сәбәбекатодик электрофорезкаплау: эш кисәге - катод, анодик таркалу юк, эш кисәге һәм фосфат пленкасы юк ителми;электрофоретик капламалар (гадәттә азотлы резиналар) металлга саклагыч эффект бирә.
Электрофоретик өслекне эшкәртү процессының үзенчәлекләре:
Электрофоретик буяу пленкаЧүпрәле, бертөрле, яссы һәм шома каплау өстенлекләренә ия, һәм каты, ябышу, коррозиягә каршы тору, тәэсир итү һәм электрофоретик буяу пленкасының үтеп керү күрсәткечләре башка каплау процессларына караганда яхшырак.
Гомуми электрофорез төсе күбесенчә кара, һәм башка төсләр дә бар.
Faceир өстен эшкәртү процессы- Пластик суга бату

Пластик чуму өлеше
Пластикны суга батыру процессы принцибы :
Пластик (пластик каплау) - пластик каплау процессы.Пластикны суга батыру өчен кулланылган төрле чимал буенча сыек суга (каплау) пластмассага һәм порошок суга (каплау) пластмассага бүлеп була.Пластик продуктлар җитештерүнең һәм тормышның төрле өлкәләрендә киң кулланылды, мәсәлән, киптергеч киптергечләр, плиталар, каучук җиңендәге кайчы, су клапаны вагоны һ.б.
Пластикны суга батыруның процесс үзенчәлекләре :
Киң куллану, бай төс, яхшы саклау, искиткеч салкынга каршы тору, җылылыкны саклау, кислота һәм эшкәртүгә каршы тору.
Faceир өстендә эшкәртү процессы-оксидлашу
| Химик оксидлашу | Анод оксидлашуы | |
| Процесс үзенчәлекләре | Арзан бәя, өзлексез күп күләмдә җитештерелергә мөмкин | Higherгары бәя |
| Тотрыклы процесс, җиңел эш, гади җиһазлар, чишелешне җиңел тоту, өлешләрнең зурлыгына һәм формасына чикләүләр юк | Тышкы электр белән тәэмин итү ихтыяҗы аркасында.Партия күләме һәм формасы электр линияләренә тәэсир итә | |
| Корыч, алюминий, бакыр, көмеш, цинк, калай, кадмий һәм аларның эретмәләре өчен химик оксидлашу мөмкин.Моннан тыш, химик оксидлаштыру кайбер функциональ кушымталарда канәгатьләнерлек нәтиҗәләр белән кулланылды.Нәтиҗәдә, соңгы елларда химик оксидлаштыру технологиясе шактый үсеш алды. | Алюминий һәм аның эретмәләре, магний һәм магний эретмәләре, титан һәм аның эретмәләре кебек анодизация материаллары өчен гадәттә кулланыла. | |
| Кино катламы характеристикалары | Нечкә пленка, гадәттә 0,5-4 микрон калынлыкта | Калын фильм |
| Йомшак текстура, абразив булмаган, түбән коррозия һәм анодик оксидлашуга караганда абразиягә каршы тору | Яхшы коррозиягә каршы тору, югары катылык | |
| Анодизацияләнгән фильмнар була алмаган кайбер функциональ катламнарны алу өчен кулланырга мөмкин, мәсәлән, үткәргеч оксид катламнары | Аерым махсус функциональ кино катламнарын алырга мөмкин, мәсәлән, магнит эретмәләрен саклагыч элементлар өчен күзәнәкле фильмнарда урнаштыру.Кояш сеңдергеч тәлинкә, ультра каты пленка һ.б. |
Faceир өстендә эшкәртү процессы - чистарту
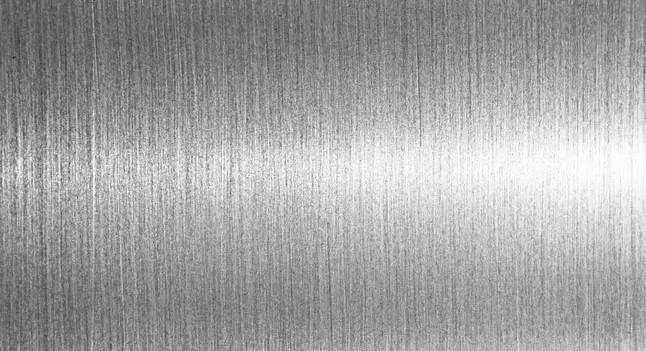
Чистартылган металл
Бу искиткеч киемгә каршы тору, югары температурага каршы тору, коррозиягә каршы тору һәм гади көндәлек хезмәт күрсәтү, матур текстура, чистарту бик җиңел, озын гомер.
Өй җиһазлары панельләре Төрле санлы продуктлар периферияләре һәм панельләр Ноутбук панельләре, төрле логотиплар, мембраналар ачкычлары, исем такталары һ.б.

Металл визит карточкасы
Faceир өстендә эшкәртү процессы - буяу пешерү
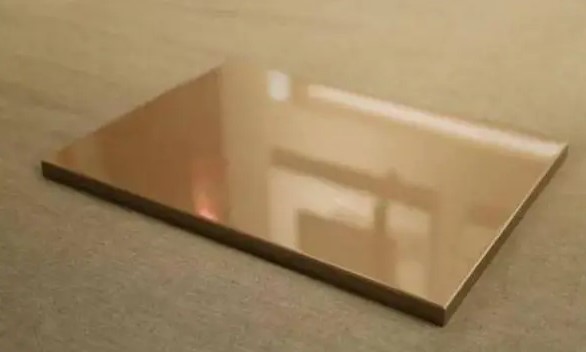
Буяу
Икмәк пешерү ике категориягә бүленә, түбән температурада пешерүче буяу дәвалау температурасы 140 ° -180 °, калган категория югары температурада пешерү буягы дип атала, аның дәвалау температурасы 280 ° -400 °.
Буяу пешерүнең өстенлекләре :
1, ачык төсләр һәм күп стильләр.
2, чистарту һәм кайгырту җиңел.
3, яхшы пешерүче буяу ишек панельләре, кристалл ишек панельләренә караганда UV көчлерәк.
4, кухня мәйданын арттыру билгеле бер тулыландыргыч яктылык эффектына ия.
Пешерү буяу җитешсезлекләре.
Producитештерү циклы бик озын, технология дәрәҗәсе югары сындыру ставкасын таләп итә, шуңа күрә бәя бик югары, шакыудан һәм тырнаудан курка, зыянны төзәтү авыр булганнан соң, бөтенесен алыштыру;кухняда төтен аермасы күбрәк.
![]()
Инъекция формалаштыру төрле тармакларда киң кулланыла һәм кыска вакыт эчендә детальләрнең төгәл һәм төгәл массалы җитештерүенә ирешә ала.Prolean Tech пластик һәм эластомерны кертеп, дистәләгән материал өчен инъекция формалаштыру хезмәтләрен тәкъдим итә.Гади генә йөкләгезCAD файлбәйләнешле хезмәтләр турында тиз, бушлай цитата һәм консультация өчен.
Пост вакыты: Апр-06-2022