板金材料の一般的な表面処理プロセス
推定読書時間:8分3秒
部品設計の機能と外観を実現するには、適切な表面仕上げを選択することが重要です。異なる表面仕上げは、異なる仕上げと質感を提供できます。時間、材料、道具、加工のしやすさも考慮すべき要因です。したがって、最初から適切な表面処理を選択できるように、一般的な表面処理のいくつかを理解することが重要です。この記事では、最も一般的な表面処理のいくつかについて説明します。あなたもすることができますエンジニアに連絡する 直接無料相談。
電気めっき:電気めっき液では、帯電したイオンが電場の作用で製品の表面に付着し、めっき層が形成されます。
パウダースプレー: 粉体吹き付けとは、コロナ放電を利用して粉状の塗料をワークに密着させる塗装方法です。粉体を吹き付け、加熱溶融・硬化させた後、ワークの表面に塗膜を形成します。
電気泳動:電気泳動プロセスは次のように分けられます。陽極電気泳動と陰極電気泳動.塗料粒子が負に帯電しており、工作物が陽極である場合、塗料粒子は電場の作用で工作物に堆積し、陽極電気泳動と呼ばれる膜を形成します。逆に、塗料粒子が正に帯電しており、工作物が陰極の場合、塗料粒子は工作物に堆積して、陰極電気泳動と呼ばれる膜を形成します。
樹脂浸漬:プラスチックコーティング、熱浸漬プラスチック、熱適用プラスチックコーティングとも呼ばれるプラスチック浸漬別名。ディップ成形(プラスチックコーティング)は、プラスチックのコーティング加工です。ディップ成形で使用されるさまざまな原材料によると、次のように分類できます。液体ディップ(コーティング)プラスチックとパウダーディップ(コーティング)プラスチック。ディッププラスチック製品は、日常の物干しハンガー、ペンチ、ゴムカバーのはさみ、水栓レンチなど、国内外の生産や生活のさまざまな場面で幅広く使用されています。
酸化:ワーク表面の金属を酸化させ、ワーク表面に緻密な保護膜を形成し、ワークの耐食性を高めます。酸化には、一般に、化学酸化と陽極酸化の 2 種類があります。一般的な表面処理方法です。
ブラッシング:表面刷毛とは、研磨剤によりワークの表面に線模様を形成し、装飾効果を持たせる表面処理です。表面のブラッシング処理は金属素材の質感を反映できるため、ますます多くのユーザーに愛され、ますます広く使用されています。
焼き付け塗装:t溶射、高温焼付け等により、素材の表面に様々な色の塗料を吹き付けて外観を美しくし、防食性を高めることができるもので、一般的に液体焼付塗料と粉末焼付塗料があり、粉末焼付塗料焼付塗装が最も一般的で、焼付塗装の表面は導電性がなく、地域の EMC 要件では焼付塗装が許可されていません。
表面処理プロセス – 電気めっき
亜鉛メッキ

亜鉛メッキ鋼管
1,シアン化亜鉛めっき
2,ジンケート亜鉛メッキ
3,塩化亜鉛メッキ
4,硫酸塩めっき
亜鉛メッキ産業は汚染産業であり、広く使用され、低コストですが、ROHS 基準を満たしていないため、亜鉛メッキ製品を使用しないようにしてください。
クロムメッキ
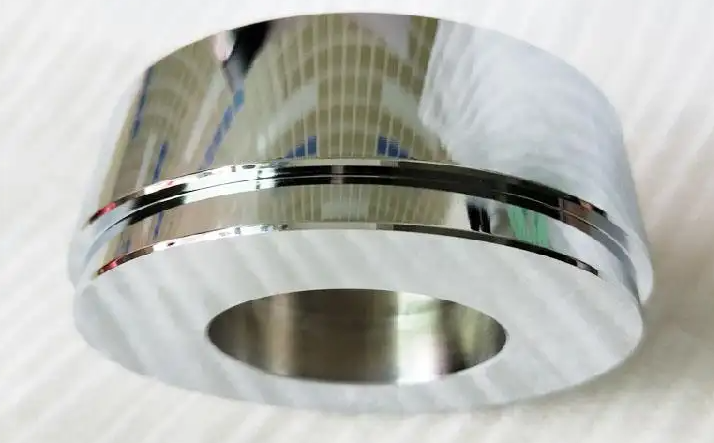
クロムメッキ
プロセスの原理は、亜鉛メッキと同じです。
従来の電気亜鉛めっきと比較して;非常に強力な耐食性、亜鉛メッキの 7 ~ 10 倍、美しい表面ですが、コストが高くなります。
最先端のクロムめっきプロセスであるダクロメットは、従来の電気めっきプロセスと比較して、新しい表面処理技術であるダクロメットは「グリーンめっき」です。
粉体塗装の表面処理工程

パウダーコーティング
粉体塗装プロセスの原理:
静電粉体噴霧:主に電極を介して塗料(粉末)を分極し、反対の電荷を持つ物体に噴霧し、物体の表面に均一に付着した粉末の作用下の電界力で噴霧します。
粉体塗装の特徴:
粉体静電噴霧大気汚染を引き起こさず、粉末をリサイクルして材料消費のコストを削減でき、塗膜性能は耐酸性、耐アルカリ性に優れ、耐塩害性が優れており、密着性も高い。
~電気泳動の表面処理工程~

電気泳動部
電気泳動の原理:
電気泳動プロセスは次のように分けられます。陽極電気泳動と陰極電気泳動。塗料粒子が負に帯電している場合、ワークピースは陽極であり、塗料粒子は電界力の作用でワークピースに堆積し、陽極電気泳動と呼ばれる膜を形成します。逆に、塗料粒子が正に帯電している場合、ワークピースはカソードであり、塗料粒子はワークピース上に堆積して、カソード電気泳動と呼ばれるフィルムを形成します。
の特徴陽極電気泳動安価な原材料(通常、陰極電気泳動よりも 50% 安い)。より単純な装置 (通常、陰極電気泳動よりも 30% 安価)。より低い技術的要件;陰極電気泳動よりもコーティングの耐食性が劣ります (陰極電気泳動の寿命の約 1/4)。
耐食性が高い理由陰極電気泳動コーティングは次のとおりです。ワークピースはカソードであり、陽極溶解はなく、ワークピースの表面とリン酸塩フィルムは破壊されません。電気泳動コーティング (一般に窒素含有樹脂) は、金属に対して保護効果があります。
電気泳動表面処理プロセスの特徴:
電気泳動塗膜ふっくら、均一、平らで滑らかな塗装の利点があり、電気泳動塗膜の硬度、密着性、耐食性、衝撃性能、浸透性能は他の塗装プロセスよりも大幅に優れています。
一般的な電気泳動色は黒がほとんどですが、その他の色もご用意しております。
表面処理工程- 樹脂浸漬

樹脂浸漬部
プラスチック浸漬の工程原理:
ディッピングプラスチック(プラスチックコーティング)は、プラスチックコーティングプロセスです。浸漬プラスチックに使用されるさまざまな原材料によると、液体浸漬(コーティング)プラスチックと粉末浸漬(コーティング)プラスチックに分けることができます。ディッププラスチック製品は、物干しハンガー、ペンチ、ゴムスリーブのはさみ、水栓レンチなど、生産と生活のさまざまな場面で広く使用されています。
浸漬プラスチックのプロセス特性:
幅広い用途、豊富な色、優れた保護、優れた耐寒性、保温性、耐酸性および耐アルカリ性。
表面処理工程-酸化
| 化学酸化 | 陽極酸化 | |
| プロセスの特徴 | 低コスト、連続大量生産可能 | より高いコスト |
| 安定したプロセス、簡単な操作、シンプルな設備、ソリューションのメンテナンスが容易、部品のサイズと形状に制限がない | 外部電源が必要なためです。部品のサイズと形状が電力線に影響を与える | |
| 化学酸化は、鋼、アルミニウム、銅、銀、亜鉛、スズ、カドミウム、およびそれらの合金に対して可能です。さらに、化学酸化は、いくつかの機能的用途で満足のいく結果で使用されています。その結果、化学酸化技術は近年かなり発展してきました。 | アルミニウムとその合金、マグネシウムとマグネシウム合金、チタンとその合金などの陽極酸化材料に一般的に使用されます。 | |
| フィルム層の特徴 | 薄膜、一般に厚さ 0.5 ~ 4 ミクロン | 厚膜 |
| 柔らかい質感、非研磨性、陽極酸化よりも低い耐食性と耐摩耗性 | 良好な耐食性、高硬度 | |
| 導電性酸化物層など、陽極酸化皮膜にはない機能層を得るために使用できます。 | 記憶素子用の多孔性フィルムへの磁性合金の堆積など、特定の特別な機能フィルム層を得ることができます。日射吸収板、超硬質フィルムなど |
~ブラッシングの表面処理工程~
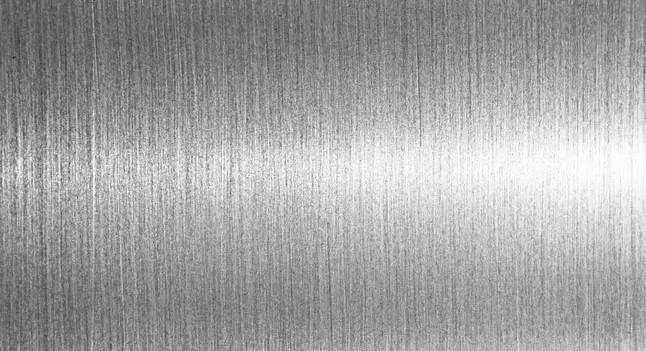
つや消し金属
耐摩耗性、耐高温性、耐食性に優れ、日常のメンテナンスが簡単で、質感が高く、掃除が非常に簡単で、長寿命です。
家電パネル 各種デジタル製品の周辺機器・パネル 各種ロゴ、メンブレンスイッチ、銘板などに使われるノートパソコンのパネル

つや消しメタル名刺ケース
焼付け塗料の表面処理工程
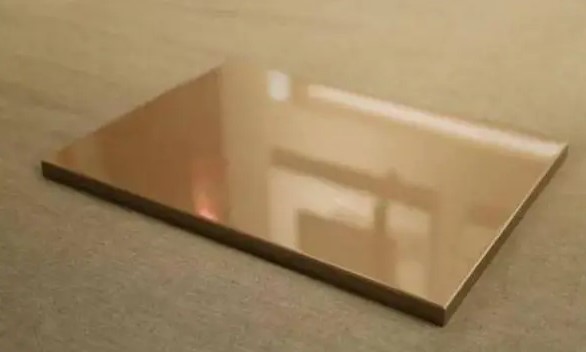
ベーキングペイント
焼付け塗料は、140°-180°の硬化温度の低温焼付け塗料と、280°-400°の硬化温度である高温焼付け塗料と呼ばれる2つのカテゴリに分けられます。
焼き付け塗装のメリット:
1、明るい色と多くのスタイル。
2、掃除や手入れが簡単。
3、クリスタル ドア パネルの耐紫外線性よりもはるかに強い、良好なベーキング ペイント ドア パネル。
4、キッチンのスペースを増やすには、特定の補完的な光の効果があります。
焼き付け塗装のデメリット。
生産サイクルが長すぎて、技術レベルが高いスクラップ率を必要とするため、価格が高く、ノックやスクラッチを恐れて、損傷を修復するのが難しく、全体を交換する必要があります。色の違いが発生しやすいキッチンでのより多くの煙。
![]()
射出成形はさまざまな業界で広く使用されており、短時間でシームレスかつ精密な部品の大量生産を実現できます。Prolean Tech は、プラスチックやエラストマーを含む数十種類の材料の射出成形サービスを提供しています。アップロードするだけCADファイル関連サービスの見積もりと相談は無料です。
投稿時間: Apr-06-2022