レーザーとウォータージェット切断: 類似点と相違点
最終更新 08/31、読む時間:5分
レーザー切断とウォータージェット切断は、最も一般的に使用される切断方法製造会社による。メーカーにとって、レーザー切断とウォータージェット切断のどちらを選択するかは、それぞれが異なる材料や用途により適しているため、難しい作業です。どちらのプロセスも無駄を最小限に抑えた高い精度と精度を備えています。これらのプロセスは幅広い金属を処理でき、カーフ幅が小さい自動化産業に最も適しています。
ウォータージェット切断レーザー切断に比べて厚く硬い素材に最適です。レーザー切断は、ウォータージェット切断に比べて短時間で作業を完了できますが、ワークピースのエッジが焼けるため、バリ取りプロセスが必要になります。ウォータージェット切断は非常に高価で、レーザー切断は最も経済的なプロセスです。適切な切断方法を選択する前に、材料の種類、材料の厚さ、必要な公差とエッジ仕上げ、材料への熱の影響など、複数の質問をする必要があります。
このブログでは、レーザー切断とウォータージェット切断の詳細な説明とその機能について説明します。これら 2 つのプロセスについて詳しく知りたい場合は、いつでも hel から入手できます。私たちのエンジニア.
レーザー切断とは何ですか?
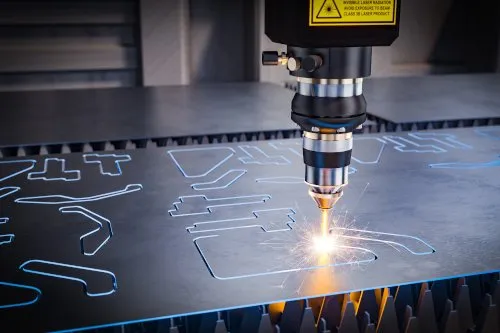
レーザー切断
ガスで生成された高密度エネルギービームは、一般的にレーザー切断で材料を切断するために使用されます。材料を切断するために、エネルギー ビームがミラーによって誘導されます。これらの高密度ビームはレーザーとして知られています。レーザーを使用して、接触ゾーンで材料を溶融、燃焼、または蒸発させ、滑らかできれいなカットを作成します。レーザー切断操作中、レーザーは静止位置にある場合もあれば、要件に応じて材料を横切って移動する場合もあります。
レーザー カッターは、通常、厚さが 0.12 ~ 0.4 インチの中厚鋼のフラット シートを切断するために使用されます。レーザーは、プラスチックや木材などの薄い非鉄材料を切断できます。ただし、発熱により刃先が焼けます。あらゆる切断作業で高度な精度と精度を実現するには、レーザー切断が理想的です。このレーザー切断を使用すると、リング、ディスクなどの単純な作業から、さまざまな業界向けの非常に複雑な作業を行うことができます。レーザー切断により、一貫して高度な再現性と厳しい公差を実現でき、大量生産にも非常に適しています。
ウォータージェット切断とは?

ウォータージェット切断
ウォータージェット切断では、主に、酸化アルミニウムやガーネットなどの研磨材を含む水の加圧ジェットを使用します。これらの研磨材は、切断能力を向上させ、溶融、燃焼、気化ではなく、研磨によって切断を作成するのに役立ちます。このプロセスは、自然界の河床や崖を切り開く侵食を再現しています。液体を硬い穴に通すには、より高い濃度と速度の高圧ポンプが必要です。これにより、出力 4 ~ 7 キロワットの非常に強力なジェットが生成されます。ウォータージェット切断は、より幅広い材料の切断を可能にし、困難または複雑な切断に最適です。それは、切断操作をきれいに、厳密な公差で、直角に、そして良好なエッジ仕上げで行います。例外はほとんどありません。ウォータージェット切断は、厚さ 250mm までの任意の材料に任意のプロファイルを作成するために一般的に使用されます。
レーザー切断とウォータージェット切断の類似点
多くの業界で、レーザーとウォータージェットの両方の切断プロセスが、さまざまな用途のさまざまな材料の切断に使用されています。これら 2 つのプロセスの特徴のほとんどを以下で説明します。
v 正確さと精度:どちらのプロセスも、コンポーネントの生産プロセスを非常に再現性の高いレベルにすることで、製品バッチ全体で一貫性を確保します。多くのアプリケーションで、非常に高い精度と精度を提供します。
v 最小限の廃棄物:どちらのプロセスでも、再利用可能でリサイクル可能な少量のスクラップが生成され、さらに持続可能な慣行を後押しします。
v 汎用性:どちらのプロセスも、鋼やステンレス鋼からアルミニウム、銅、青銅まで幅広い金属を処理できるため、汎用性が高くなります。彼らは、これらのプロセスが高度に調整可能であることにより、あらゆるアプリケーション用のカスタム部品を製造できます。
v 小さなカーフ幅:各カットでワークピースから除去される材料の量は、「カーフ幅」として知られています。どちらのプロセスもカーフ幅が小さく、ウォータージェット カットでは約 0.7 ~ 1.02 mm、レーザー カットでは約 0.08 ~ 1 mm の非常に薄いカーフ幅が得られます。この小さなカーフ幅により、両方のプロセスで細かいディテールと複雑な形状の製品を製造できます。
v 高品質:機械の精度と正確さにより、両方のプロセスで高品質の切断製品が提供されます。
v 自動化の適合性:自動化されたプロセスでは、最高の精度と精度でプロセスを繰り返す必要があります。このため、両方のプロセスが理想的であり、寸法公差を維持することで同じカットを数回行うことができます。
レーザー切断とウォータージェット切断の違い
結果とアプリケーションも、方法だけでなく、これらのプロセスの違いを生む可能性があります。それらのほとんどについて以下で説明します。
v 材料:金属を切断するには、どちらのプロセスも優れた選択肢ですが、2 番目の操作で作業に最適な方法が決定されます。一般に、ウォータージェット切断は、その高圧能力により、レーザー切断に比べて厚くて硬い材料に最適です。
v スピード:レーザー切断は、ウォータージェット切断と比較して、短時間で動作し、1 分あたりの切断量が多くなります。
v 精度:レーザーの速度に応じて、レーザー切断は、±0.005 インチの公差で非常に高い精度を実現し、ウォータージェット切断の一般的な公差は ±0.003 インチです。
v コンポーネントのクリーンアップ:レーザー切断により、コンポーネントの切断面にいくつかの火傷が発生します。コンポーネントは、最適な滑らかさ、機能性、および安全性のためにバリ取りプロセスを必要とします。ウォータージェット切断によりワークに高い圧力がかかるため、大きくて厚いワークピースに比べて、小さくて薄いワークピースがブラストされます。理想的には、ウォータージェット切断プロセスでは、切断されたワークピースの表面仕上げが滑らかになるため、ワークピースのバリ取り/クリーニングを最小限に抑える必要があります。
v 費用:ウォータージェット切断の場合、高圧ポンプ、研磨材、切断ヘッドなど、いくつかの追加コンポーネントが適切に機能する必要があり、比較的高価なプロセスになります。レーザー切断は、短時間で部品を切断できるため、最も経済的なプロセスです。
投稿時間: 2022 年 8 月 1 日