ലേസർ vs വാട്ടർജെറ്റ് കട്ടിംഗ്: സമാനതകളും വ്യത്യാസങ്ങളും
അവസാന അപ്ഡേറ്റ് 08/31, വായിക്കാനുള്ള സമയം:5 മിനിറ്റ്
ലേസർ കട്ടിംഗ്വാട്ടർജെറ്റ് കട്ടിംഗ് എന്നിവയാണ്ഏറ്റവും സാധാരണയായി ഉപയോഗിക്കുന്ന കട്ടിംഗ് രീതികൾനിർമ്മാണ കമ്പനികൾ വഴി.നിർമ്മാതാക്കൾക്ക്, ലേസർ, വാട്ടർജെറ്റ് കട്ടിംഗ് എന്നിവയ്ക്കിടയിൽ തിരഞ്ഞെടുക്കുന്നത് ബുദ്ധിമുട്ടുള്ള കാര്യമാണ്, കാരണം ഓരോന്നും വ്യത്യസ്ത മെറ്റീരിയലുകൾക്കും ആപ്ലിക്കേഷനുകൾക്കും കൂടുതൽ അനുയോജ്യമാകും.രണ്ട് പ്രക്രിയകൾക്കും ഉയർന്ന കൃത്യതയും കുറഞ്ഞ മാലിന്യങ്ങളുമുണ്ട്.ഈ പ്രക്രിയകൾക്ക് വൈവിധ്യമാർന്ന ലോഹങ്ങൾ കൈകാര്യം ചെയ്യാൻ കഴിയും, അവ ഒരു ചെറിയ കെർഫ് വീതിയുള്ള ഓട്ടോമേഷൻ വ്യവസായത്തിന് ഏറ്റവും അനുയോജ്യമാണ്.
വാട്ടർജെറ്റ് കട്ടിംഗ്ലേസർ കട്ടിംഗിനെ അപേക്ഷിച്ച് കട്ടിയുള്ളതും കട്ടിയുള്ളതുമായ വസ്തുക്കൾക്ക് ഏറ്റവും അനുയോജ്യമാണ്.വാട്ടർജെറ്റ് കട്ടിംഗുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ലേസർ കട്ടിംഗ് കുറഞ്ഞ സമയത്തിനുള്ളിൽ പ്രവർത്തനം പൂർത്തിയാക്കുന്നു, എന്നാൽ വർക്ക്പീസിൽ കരിഞ്ഞ അരികുകൾ ഉണ്ടായിരിക്കും, അത് ഡീബറിംഗ് പ്രക്രിയ ആവശ്യമാണ്.വാട്ടർജെറ്റ് കട്ടിംഗ് വളരെ ചെലവേറിയതാണ്, ലേസർ കട്ടിംഗ് ഏറ്റവും ലാഭകരമായ പ്രക്രിയയാണ്.മെറ്റീരിയലിന്റെ തരം, മെറ്റീരിയൽ കനം, ആവശ്യമായ ടോളറൻസ്, എഡ്ജ് ഫിനിഷിംഗ്, മെറ്റീരിയലിലെ താപത്തിന്റെ സ്വാധീനം എന്നിവ പോലുള്ള ഉചിതമായ കട്ടിംഗ് രീതി തിരഞ്ഞെടുക്കുന്നതിന് മുമ്പ് ഒന്നിലധികം ചോദ്യങ്ങൾ ചോദിക്കേണ്ടതുണ്ട്.
ഈ ബ്ലോഗിൽ, ലേസർ കട്ടിംഗിന്റെയും വാട്ടർജെറ്റ് കട്ടിംഗിന്റെയും വിശദമായ വിശദീകരണം അവയുടെ കഴിവുകൾക്കൊപ്പം ചർച്ചചെയ്യുന്നു.ഈ രണ്ട് പ്രക്രിയകളെ കുറിച്ച് കൂടുതൽ വിശദമായി അറിയാൻ നിങ്ങൾക്ക് താൽപ്പര്യമുണ്ടെങ്കിൽ, നിങ്ങൾക്ക് എല്ലായ്പ്പോഴും സഹായം ലഭിക്കുംഞങ്ങളുടെ എഞ്ചിനീയർമാർ.
എന്താണ് ലേസർ കട്ടിംഗ്?
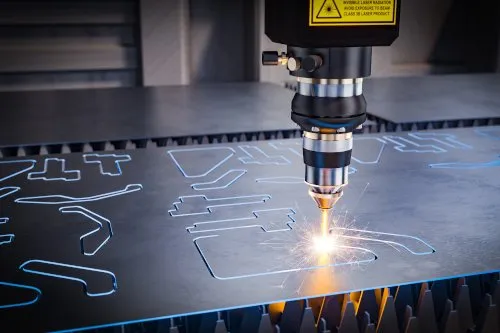
ലേസർ കട്ടിംഗ്
ഗ്യാസ് ഉപയോഗിച്ച് ഉൽപ്പാദിപ്പിക്കുന്ന ഉയർന്ന സാന്ദ്രത ഊർജ്ജ ബീമുകൾ സാധാരണയായി ലേസർ കട്ടിംഗിൽ മെറ്റീരിയൽ മുറിക്കുന്നതിന് ഉപയോഗിക്കുന്നു.മെറ്റീരിയലുകൾ മുറിക്കുന്നതിന്, ഊർജ്ജത്തിന്റെ കിരണങ്ങൾ കണ്ണാടികളാൽ നയിക്കപ്പെടുന്നു, ഈ ഉയർന്ന സാന്ദ്രത ബീമുകൾ ലേസർ എന്നറിയപ്പെടുന്നു.മിനുസമാർന്നതും വൃത്തിയുള്ളതുമായ കട്ട് സൃഷ്ടിക്കുന്നതിന് കോൺടാക്റ്റ് സോണിലെ മെറ്റീരിയൽ ഉരുകാനും കത്തിക്കാനും ബാഷ്പീകരിക്കാനും ലേസർ ഉപയോഗിക്കുന്നു.ലേസർ കട്ടിംഗ് ഓപ്പറേഷൻ സമയത്ത്, ലേസർ ഒരു സ്റ്റാറ്റിക് പൊസിഷനിൽ ആയിരിക്കാം അല്ലെങ്കിൽ ആവശ്യാനുസരണം മെറ്റീരിയലിൽ ഉടനീളം നീങ്ങാൻ കഴിയും.
0.12”, 0.4” ശ്രേണിയിൽ ഇടത്തരം കട്ടിയുള്ള സ്റ്റീലിന്റെ പരന്ന ഷീറ്റുകൾ മുറിക്കാനാണ് ലേസർ കട്ടറുകൾ സാധാരണയായി ഉപയോഗിക്കുന്നത്.പ്ലാസ്റ്റിക്, മരം തുടങ്ങിയ കനം കുറഞ്ഞ നോൺ-ഫെറസ് വസ്തുക്കളെ ലേസർ മുറിക്കാൻ കഴിയും.എന്നിരുന്നാലും, ചൂട് ഉൽപാദനം കാരണം കത്തുന്ന അഗ്രം ഉണ്ടാകും.ഏതൊരു കട്ടിംഗ് ജോലിക്കും ഉയർന്ന കൃത്യതയും കൃത്യതയും കൈവരിക്കുന്നതിന്, ലേസർ കട്ടിംഗ് അനുയോജ്യമാണ്.ഈ ലേസർ കട്ടിംഗ് ഉപയോഗിച്ച്, വളയങ്ങൾ, ഡിസ്കുകൾ, വിവിധ വ്യവസായങ്ങൾക്കുള്ള വളരെ സങ്കീർണ്ണമായ ജോലികൾ എന്നിവ പോലുള്ള ലളിതമായ ജോലികൾ പൂർത്തിയാക്കാൻ കഴിയും.സ്ഥിരതയാർന്ന ഉയർന്ന അളവിലുള്ള ആവർത്തനക്ഷമതയും ഇറുകിയ സഹിഷ്ണുതയും ലേസർ കട്ടിംഗിലൂടെ നേടാനാകും, കൂടാതെ ഇത് വൻതോതിലുള്ള ഉൽപാദന പ്രവർത്തനങ്ങളുമായി വളരെ പൊരുത്തപ്പെടുന്നു.
എന്താണ് വാട്ടർജെറ്റ് കട്ടിംഗ്?

വാട്ടർജെറ്റ് കട്ടിംഗ്
വാട്ടർജെറ്റ് കട്ടിംഗ് പ്രാഥമികമായി ജലത്തിന്റെ സമ്മർദ്ദമുള്ള ജെറ്റ് ഉപയോഗിക്കുന്നു, അതിൽ അലുമിനിയം ഓക്സൈഡ് അല്ലെങ്കിൽ ഗാർനെറ്റ് പോലുള്ള ഉരച്ചിലുകൾ അടങ്ങിയിരിക്കുന്നു.ഈ ഉരകൽ വസ്തുക്കൾ കട്ടിംഗ് കഴിവ് മെച്ചപ്പെടുത്താനും ഉരുകൽ, കത്തിക്കൽ, ബാഷ്പീകരണം എന്നിവയെക്കാളും ഉരച്ചിലിലൂടെ മുറിവുകൾ സൃഷ്ടിക്കാനും സഹായിക്കുന്നു.ഈ പ്രക്രിയ പ്രകൃതിയിൽ നദീതടങ്ങളും പാറക്കെട്ടുകളും വെട്ടിമാറ്റുന്ന മണ്ണൊലിപ്പ് ആവർത്തിക്കുന്നു.കർക്കശമായ ദ്വാരങ്ങളിലൂടെ ദ്രാവകം ഓടിക്കാൻ ഉയർന്ന സാന്ദ്രതയും വേഗതയുമുള്ള ഒരു ഉയർന്ന മർദ്ദമുള്ള പമ്പ് ആവശ്യമാണ്, ഇത് 4-7 കിലോവാട്ട് ഉൽപ്പാദനത്തിൽ വൻതോതിൽ ശക്തമായ ജെറ്റ് ഉണ്ടാക്കുന്നു.വാട്ടർജെറ്റ് കട്ടിംഗ് സാമഗ്രികളുടെ വിശാലമായ ശ്രേണിയുടെ കട്ട് പ്രാപ്തമാക്കുന്നു, ഇത് ബുദ്ധിമുട്ടുള്ളതോ സങ്കീർണ്ണമോ ആയ മുറിവുകൾക്ക് അനുയോജ്യമാണ്.ഇത് കട്ടിംഗ് ഓപ്പറേഷൻ വൃത്തിയുള്ളതും, ക്ലോസ് ടോളറൻസും, ചതുരാകൃതിയിലുള്ളതും നല്ല എഡ്ജ് ഫിനിഷുള്ളതുമാക്കും.വളരെ കുറച്ച് ഒഴിവാക്കലുകൾ.വാട്ടർജെറ്റ് കട്ടിംഗ് സാധാരണയായി 250 മില്ലിമീറ്റർ കനം വരെ ഏതെങ്കിലും മെറ്റീരിയലിൽ ഏതെങ്കിലും പ്രൊഫൈൽ നിർമ്മിക്കാൻ ഉപയോഗിക്കുന്നു.
ലേസർ, വാട്ടർജെറ്റ് കട്ടിംഗ് തമ്മിലുള്ള സമാനതകൾ
നിരവധി വ്യവസായങ്ങളിൽ ഉടനീളം, ലേസർ, വാട്ടർജെറ്റ് കട്ടിംഗ് പ്രക്രിയകൾ വ്യത്യസ്ത ആപ്ലിക്കേഷനുകൾക്കായി വിവിധ വസ്തുക്കൾ മുറിക്കാൻ ഉപയോഗിക്കുന്നു.ഈ രണ്ട് പ്രക്രിയകളുടെയും മിക്ക സവിശേഷതകളും ചുവടെ ചർച്ചചെയ്യുന്നു:
v കൃത്യതയും കൃത്യതയും:രണ്ട് പ്രക്രിയകളും ഉൽപ്പന്ന ബാച്ചുകളിലുടനീളം സ്ഥിരത ഉറപ്പാക്കുന്നു, ഘടക ഉൽപ്പാദന പ്രക്രിയ വളരെ ആവർത്തിച്ചുള്ള തലത്തിൽ ഉണ്ടാക്കുന്നു.പല ആപ്ലിക്കേഷനുകളിലും, അവ വളരെ ഉയർന്ന കൃത്യതയും കൃത്യതയും നൽകുന്നു.
v കുറഞ്ഞ മാലിന്യങ്ങൾ:രണ്ട് പ്രക്രിയകളും ചെറിയ അളവിൽ പുനരുപയോഗിക്കാവുന്നതും പുനരുപയോഗിക്കാവുന്നതുമായ സ്ക്രാപ്പുകൾ സൃഷ്ടിക്കുന്നു, കൂടാതെ ഇത് സുസ്ഥിരമായ സമ്പ്രദായങ്ങൾക്ക് ഉത്തേജനം നൽകും.
v ബഹുമുഖത:രണ്ട് പ്രക്രിയകൾക്കും സ്റ്റീൽ, സ്റ്റെയിൻലെസ് സ്റ്റീൽ മുതൽ അലുമിനിയം, ചെമ്പ്, വെങ്കലം വരെയുള്ള വിവിധതരം ലോഹങ്ങൾ കൈകാര്യം ചെയ്യാൻ കഴിയുന്നതിനാൽ അവ വളരെ വൈവിധ്യപൂർണ്ണമാണ്.ഏത് ആപ്ലിക്കേഷനും ഇഷ്ടാനുസൃത ഭാഗങ്ങൾ നിർമ്മിക്കാൻ അവർക്ക് കഴിയും, ഈ പ്രക്രിയകൾ വളരെ അനുയോജ്യമായതാണ്.
v ചെറിയ കെർഫ് വീതി:ഓരോ കട്ട് ഉപയോഗിച്ചും വർക്ക്പീസിൽ നിന്ന് നീക്കം ചെയ്ത മെറ്റീരിയലിന്റെ അളവ് "കെർഫ് വീതി" എന്ന് അറിയപ്പെടുന്നു.രണ്ട് പ്രക്രിയകളും വാട്ടർജെറ്റ് കട്ടിംഗിനൊപ്പം ഒരു ചെറിയ കെർഫ് വീതി വാഗ്ദാനം ചെയ്യുന്നു, ഇത് ഏകദേശം 0.7 മുതൽ 1.02 മില്ലീമീറ്ററും ലേസർ കട്ടിംഗ് അവിശ്വസനീയമാംവിധം നേർത്ത കെർഫ് വീതിയും വാഗ്ദാനം ചെയ്യുന്നു, ഇത് ഏകദേശം 0.08 മുതൽ 1 മില്ലിമീറ്റർ വരെയാണ്.ഈ ചെറിയ കെർഫ് വീതി രണ്ട് പ്രക്രിയകളെയും സൂക്ഷ്മമായ വിശദാംശങ്ങളും സങ്കീർണ്ണമായ രൂപങ്ങളും ഉപയോഗിച്ച് ഉൽപ്പന്നങ്ങൾ നിർമ്മിക്കാൻ അനുവദിക്കുന്നു.
v ഉയർന്ന നിലവാരമുള്ളത്:മെഷീനുകളുടെ കൃത്യതയും കൃത്യതയും കാരണം, രണ്ട് പ്രക്രിയകളും ഉയർന്ന നിലവാരമുള്ള കട്ട് ഉൽപ്പന്നങ്ങൾ നൽകുന്നു.
v ഓട്ടോമേഷൻ അനുയോജ്യത:ഓട്ടോമേറ്റഡ് പ്രോസസ്സുകൾക്ക് വളരെ കൃത്യതയോടെയും കൃത്യതയോടെയും പ്രക്രിയകളുടെ ആവർത്തനം ആവശ്യമാണ്.ഇതിനായി, രണ്ട് പ്രക്രിയകളും അനുയോജ്യമാണ്, ഡൈമൻഷണൽ ടോളറൻസുകൾ നിലനിർത്തിക്കൊണ്ട് അവയ്ക്ക് ഒരേ മുറിവുകൾ പലതവണ ഉണ്ടാക്കാം.
ലേസർ, വാട്ടർജെറ്റ് കട്ടിംഗ് എന്നിവ തമ്മിലുള്ള വ്യത്യാസങ്ങൾ
ഫലങ്ങളും ആപ്ലിക്കേഷനുകളും ഈ പ്രക്രിയകൾ തമ്മിലുള്ള വ്യത്യാസം ഉണ്ടാക്കും, അവയുടെ രീതികൾ മാത്രമല്ല.അവയിൽ മിക്കതും ചുവടെ ചർച്ചചെയ്യുന്നു:
v മെറ്റീരിയലുകൾ:ലോഹങ്ങൾ മുറിക്കുന്നതിന്, രണ്ട് പ്രക്രിയകളും മികച്ച തിരഞ്ഞെടുപ്പുകളാണ്, എന്നാൽ രണ്ടാമത്തെ പ്രവർത്തനം ജോലിക്ക് ഏറ്റവും മികച്ചത് നിർണ്ണയിക്കും.പൊതുവേ, ഉയർന്ന മർദ്ദമുള്ള കഴിവുകൾ കാരണം, ലേസർ കട്ടിംഗിനെ അപേക്ഷിച്ച് കട്ടിയുള്ളതും കട്ടിയുള്ളതുമായ വസ്തുക്കൾക്ക് വാട്ടർജെറ്റ് കട്ടിംഗ് ഏറ്റവും അനുയോജ്യമാണ്.
v വേഗത:വാട്ടർജെറ്റ് കട്ടിംഗുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ലേസർ കട്ടിംഗ് കുറഞ്ഞ സമയത്തിനുള്ളിൽ പ്രവർത്തിക്കുകയും മിനിറ്റിൽ കൂടുതൽ ഇഞ്ച് മുറിക്കുകയും ചെയ്യുന്നു.
v കൃത്യത:ലേസറിന്റെ വേഗതയെ ആശ്രയിച്ച്, ലേസർ കട്ടിംഗ് അസാധാരണമായ ഉയർന്ന കൃത്യത നൽകുന്നു, ± 0.005" സഹിഷ്ണുതയോടെ, വാട്ടർജെറ്റ് കട്ടിംഗിന്റെ സാധാരണ ടോളറൻസ് ± 0.003" ആണ്.
v ഘടകം വൃത്തിയാക്കൽ:ലേസർ കട്ടിംഗ് കാരണം ഘടകത്തിന്റെ കട്ട് പ്രതലങ്ങളിൽ കുറച്ച് പൊള്ളലുകൾ സംഭവിക്കും, കൂടാതെ ഘടകത്തിന് അതിന്റെ ഒപ്റ്റിമൽ സുഗമത്തിനും പ്രവർത്തനക്ഷമതയ്ക്കും സുരക്ഷയ്ക്കും ഒരു ഡിബറിംഗ് പ്രക്രിയ ആവശ്യമാണ്.വാട്ടർജെറ്റ് കട്ടിംഗ് കാരണം വർക്ക്പീസിൽ ഉയർന്ന മർദ്ദം ചെലുത്തുന്നത് വലിയ/കട്ടിയുള്ള വർക്ക്പീസുകളെ അപേക്ഷിച്ച് ചെറിയ/കനം കുറഞ്ഞ വർക്ക്പീസുകൾ പൊട്ടിത്തെറിക്കുന്നതിന് കാരണമാകുന്നു.കട്ട് വർക്ക്പീസുകൾക്ക് മിനുസമാർന്ന ഉപരിതല ഫിനിഷ് ഉണ്ടായിരിക്കുമെന്നതിനാൽ, വാട്ടർജെറ്റ് കട്ടിംഗ് പ്രക്രിയയ്ക്ക് വർക്ക്പീസിന്റെ ഏറ്റവും കുറഞ്ഞ ഡീബർറിംഗ് / ക്ലീനിംഗ് ആവശ്യമാണ്.
v ചെലവുകൾ:വാട്ടർജെറ്റ് കട്ടിംഗിനായി, ഉയർന്ന മർദ്ദത്തിലുള്ള പമ്പ്, ഉരച്ചിലുകൾ, കട്ടിംഗ് ഹെഡ് എന്നിവ പോലുള്ള ചില അധിക ഘടകങ്ങൾ ശരിയായി പ്രവർത്തിക്കേണ്ടതുണ്ട്, ഇത് താരതമ്യേന ചെലവേറിയ പ്രക്രിയയ്ക്ക് കാരണമാകുന്നു.കുറഞ്ഞ സമയത്തിനുള്ളിൽ ഭാഗങ്ങൾ മുറിക്കാൻ കഴിയുന്നതിനാൽ ലേസർ കട്ടിംഗ് ഏറ്റവും ലാഭകരമായ പ്രക്രിയയാണ്.
പോസ്റ്റ് സമയം: ഓഗസ്റ്റ്-01-2022