Лазерлік және су ағынымен кесу: ұқсастықтар мен айырмашылықтар
Соңғы жаңарту 08/31, оқу уақыты:5 минут
Лазерлік кесужәне су ағынымен кесу болып табыладыең жиі қолданылатын кесу әдістеріөндіруші компаниялар арқылы.Өндірушілер үшін лазерлік және су ағынымен кесу арасында таңдау қиын міндет болып табылады, өйткені олардың әрқайсысы әртүрлі материалдар мен қолданбалар үшін қолайлырақ болуы мүмкін.Екі процесс те жоғары дәлдік пен ең аз қалдықпен дәлдікке ие.Бұл процестер металлдардың кең ауқымын өңдей алады, олар, ең алдымен, шағын керф ені бар автоматтандыру саласына қолайлы.
Су ағынымен кесулазерлік кесумен салыстырғанда қалың және қатты материалдар үшін ең қолайлы.Лазерлік кесу су ағынымен кесумен салыстырғанда операцияны қысқа мерзімде аяқтайды, бірақ дайындаманың қыртысын тазалау процесін қажет ететін күйген жиектер болады.Су ағынымен кесу өте қымбат, ал лазерлік кесу ең үнемді процесс болып табылады.Сәйкес кесу әдісін таңдамас бұрын, материал түрі, материалдың қалыңдығы, талап етілетін төзімділік пен жиекті әрлеу және жылудың материалға әсері сияқты бірнеше сұрақтар қою керек.
Бұл блогта лазерлік кесу және су ағынымен кесудің егжей-тегжейлі түсіндірмесі олардың мүмкіндіктерімен бірге талқыланады.Егер сіз осы екі процесс туралы толығырақ білгіңіз келсе, сіз әрқашан көмек ала аласызбіздің инженерлер.
Лазерлік кесу дегеніміз не?
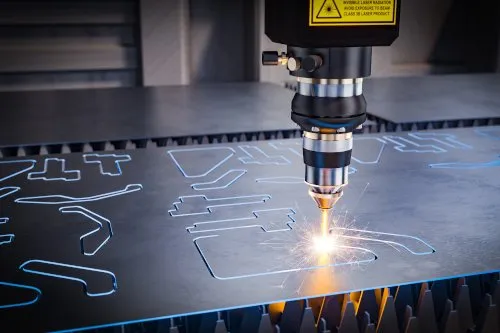
Лазерлік кесу
Газбен өндірілген жоғары тығыздықтағы энергия сәулелері әдетте лазерлік кесуде материалды кесу үшін қолданылады.Материалдарды кесу үшін энергия сәулелері айналар арқылы бағытталады және бұл жоғары тығыздықтағы сәулелер лазер деп аталады.Лазер тегіс және таза кесу жасау үшін жанасу аймағында материалды балқыту, күйдіру немесе буландыру үшін қолданылады.Лазерлік кесу кезінде лазер статикалық күйде болуы мүмкін немесе талаптарға сәйкес материал бойынша қозғала алады.
Лазерлік кескіштер әдетте қалыңдығы 0,12 «және 0,4» диапазонында орташа қалыңдықтағы болаттан жасалған жалпақ парақтарды кесу үшін қолданылады.Лазер пластик және ағаш сияқты жұқа түсті материалдарды кесуге болады.Дегенмен, жылу генерациясына байланысты өртенген жиектер болады.Кез келген кесу жұмысында жоғары дәлдік пен дәлдікке қол жеткізу үшін лазерлік кесу өте қолайлы.Бұл лазерлік кесу арқылы сақиналар, дискілер және әртүрлі салаларға арналған өте күрделі тапсырмалар сияқты қарапайым тапсырмаларды орындауға болады.Қайталанудың тұрақты жоғары дәрежесіне және қатаң төзімділікке лазерлік кесу арқылы қол жеткізуге болады, сонымен қатар ол жаппай өндіріс операцияларымен өте үйлесімді.
Waterjet кесу дегеніміз не?

Су ағынымен кесу
Су ағынымен кесу, ең алдымен, алюминий оксиді немесе гранат сияқты абразивті материалдарды қамтитын қысымды су ағынын пайдаланады.Бұл абразивті материалдар кесу қабілетін жақсартуға көмектеседі және балқыту, жану және булану емес, қажалу арқылы кесулерді жасауға көмектеседі.Бұл процесс табиғаттағы өзен арналары мен жартастарды ойып тастайтын эрозияны қайталайды.Сұйықтықты қатты саңылаулар арқылы айдау үшін жоғары концентрациясы мен жылдамдығы жоғары қысымды сорғы қажет, нәтижесінде 4-7 киловатт қуаты бар жаппай қуатты ағын пайда болады.Waterjet кесу материалдың кең ауқымын кесуге мүмкіндік береді және қиын немесе күрделі кесу үшін өте қолайлы.Ол кесу операциясын таза, жақын төзімділікпен, төртбұрышты және жақсы жиектермен аяқтайды.Өте аз ерекшеліктермен.су ағынымен кесу әдетте қалыңдығы 250 мм-ге дейінгі кез келген материалда кез келген профиль жасау үшін қолданылады.
Лазерлік және су ағынымен кесу арасындағы ұқсастықтар
Көптеген салаларда лазерлік және су ағынымен кесу процестері әртүрлі қолданбалар үшін әртүрлі материалдарды кесу үшін қолданылады.Осы екі процестің сипаттамаларының көпшілігі төменде талқыланады:
v Дәлдік және дәлдік:Екі процесс те құрамдас өндіріс процесін жоғары қайталанатын деңгейде жасай отырып, өнім топтамалары бойынша дәйектілікті қамтамасыз етеді.Көптеген қолданбаларда олар өте жоғары дәлдік пен дәлдікті қамтамасыз етеді.
v Ең аз қалдықтар:Екі процесс қайта пайдалануға болатын және қайта өңделетін қалдықтардың аз мөлшерін жасайды, әрі бұл тұрақты тәжірибеге серпін береді.
v Әмбебаптығы:Екі процесс болат пен тот баспайтын болаттан алюминий, мыс және қолаға дейінгі металдардың кең ауқымын өңдей алатындықтан, олар өте жан-жақты.Олар кез келген қолданбаға арналған теңшелетін бөлшектерді шығара алады, олардың көмегімен бұл процестер өте бейімделеді.
v Кіші керф ені:Әрбір кесу кезінде дайындамадан алынатын материалдың мөлшері «керф ені» деп аталады.Екі процесс те су ағынымен кесу арқылы шағын кертпе енін ұсынады, ол шамамен 0,7-ден 1,02 мм-ге дейін, ал лазерлік кесу 0,08-ден 1 мм-ге дейінгі керемет жұқа керф енін ұсынады.Бұл кішігірім кертпе ені екі процеске де егжей-тегжейлі және күрделі пішіндері бар өнімдерді шығаруға мүмкіндік береді.
v Жоғары сапа:Машиналардың дәлдігі мен дәлдігінің арқасында екі процесс жоғары сапалы кесілген өнімдерді береді.
v Автоматтандыруға жарамдылығы:Автоматтандырылған процестер процестерді барынша дәлдікпен және дәлдікпен қайталауды талап етеді.Бұл үшін екі процесс те тамаша және олар өлшемдік рұқсаттарды сақтай отырып, бірдей кесулерді бірнеше рет жасай алады.
Лазерлік және су ағынымен кесу арасындағы айырмашылықтар
Нәтижелер мен қолданбалар бұл процестердің әдістерін ғана емес, олардың арасындағы айырмашылықты да жасай алады.Олардың көпшілігі төменде талқыланады:
v Материалдар:Металдарды кесу үшін екі процесс те тамаша таңдау болып табылады, бірақ екінші операция жұмыс үшін ең жақсысын анықтайды.Жалпы алғанда, жоғары қысымды мүмкіндіктеріне байланысты, лазерлік кесумен салыстырғанда, су ағынымен кесу қалың және қатты материалдар үшін ең қолайлы.
v Жылдамдық:Лазерлік кесу аз уақыт ішінде жұмыс істейді және су ағынымен кесумен салыстырғанда минутына көбірек дюймді кеседі.
v Дәлдік:Лазердің жылдамдығына байланысты лазерлік кесу ±0,005 дюймдік төзімділікпен және су ағынымен кесудің әдеттегі төзімділігі ±0,003” болатын ерекше жоғары дәлдікті қамтамасыз етеді.
v Құрамдас бөліктерді тазалау:Компоненттің кесілген беттерінде лазерлік кесуге байланысты бірнеше күйік пайда болады және оның оңтайлы тегістігі, функционалдығы және қауіпсіздігі үшін құрамдас қыртысты тазалау процесін қажет етеді.Су ағынымен кесуге байланысты дайындамаға жоғары қысым түсіру үлкен/жуан дайындамалармен салыстырғанда шағын/жіңішке дайындамаларды жаруға әкеледі.Ең дұрысы, су ағынымен кесу процесі дайындаманың ең аз қабығын тазалауды/тазалауды қажет етеді, өйткені кесілген дайындамалар тегіс беткейге ие болады.
v Шығындар:Су ағынымен кесу үшін жоғары қысымды сорғы, абразивті материалдар және кесу басы сияқты кейбір қосымша компоненттер дұрыс жұмыс істеуі керек, бұл салыстырмалы түрде қымбат процесске әкеледі.Лазерлік кесу - ең үнемді процесс, өйткені ол бөлшектерді қысқа мерзімде кесуге мүмкіндік береді.
Жіберу уақыты: 01 тамыз 2022 ж