Лазер vs Ватержет кисү: Охшашлыклар һәм аермалар
Соңгы яңарту 08/31, Укырга вакыт:5 минут
Лазер кисүһәм суүткәргеч кисүиң еш кулланыла торган кисү практикаларыҗитештерү компанияләре тарафыннан.Manufactитештерүчеләр өчен лазер белән суүткәргеч арасыннан сайлау бик катлаулы эш, чөнки һәрберсе төрле материаллар һәм кушымталар өчен кулайрак була ала.Ике процесс та минималь калдыклар белән югары төгәллеккә һәм төгәллеккә ия.Бу процесслар металлларның киң ассортиментын эшкәртә ала, алар, мөгаен, кечкенә керф киңлеге белән автоматлаштыру индустриясе өчен яраклы.
Су чистартулазер кисү белән чагыштырганда калын һәм катырак материаллар өчен иң кулай.Лазер кисү эшне суүткәргеч кисү белән чагыштырганда азрак вакыт эчендә тәмамлый, ләкин эш кисәгендә яну кырлары булачак, алар дебуринг процессын таләп итә.Су чистарту бик кыйммәт, лазер кисү - иң экономик процесс.Берничә сорау бирергә кирәк, тиешле кисү ысулын сайлаганчы, мәсәлән, Материал төре, Материал калынлыгы, толерантлык һәм кыр бетү һәм җылылыкның материалга тәэсире.
Бу блогта аларның мөмкинлекләре белән бергә лазер кисү һәм суүткәргеч кисү турында җентекле аңлатма карала.Әгәр дә сез бу ике процесс турында тулырак беләсегез килсә, сез һәрвакыт ярдәмгә керә аласызбезнең инженерлар.
Лазер кисү нәрсә ул?
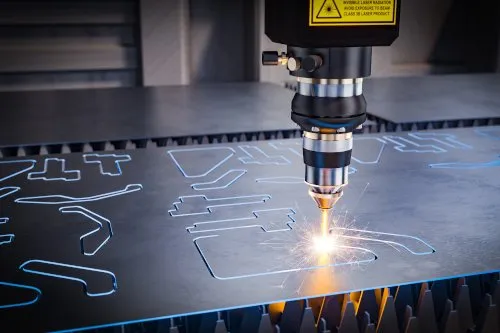
Лазер кисү
Газ белән җитештерелгән югары тыгызлыктагы энергия нурлары, гадәттә, лазер кисүдә материал кисү өчен кулланыла.Материалларны кисәр өчен, энергия нурлары көзге белән юнәлтелә һәм бу югары тыгызлыктагы нурлар Лазер дип атала.Лазер шома һәм чиста кисемтә ясау өчен контакт зонасындагы материалны эретү, яндыру яки парлау өчен кулланыла.Лазер кисү операциясе вакытында лазер статик позициядә булырга мөмкин, яисә ул таләпләр буенча материал аша уза ала.
Лазер кисүчеләр гадәттә 0,12 "һәм 0,4 диапазонында калынлыктагы урта калынлыктагы корычның яссы битләрен кисәр өчен кулланыла."Лазер төсле булмаган материалларны кисәргә мөмкин, алар пластмасса һәм агач кебек нечкә.Ләкин, җылылык тудыру аркасында янган кырлар булачак.Anyәрбер кисү эше өчен югары төгәллек һәм төгәллеккә ирешү өчен лазер кисү идеаль.Бу лазер кисү ярдәмендә боҗралар, дисклар кебек гади эшләрне башкарырга һәм төрле тармаклар өчен бик катлаулы эшләрне башкарырга мөмкин.Лазер кисү белән эзлекле югары дәрәҗәдәге кабатлану һәм каты толерантлыкка ирешеп була, һәм ул шулай ук массакүләм җитештерү операцияләренә бик туры килә.
Су чистарту нәрсә ул?

Су чистарту
Су чистарту беренче чиратта алюминий оксиды яки гранат кебек абразив материалларны үз эченә алган басымлы су реактивын куллана.Бу абразив материаллар кисү сәләтен яхшыртырга һәм эретү, яну һәм парлану урынына абразия аша кыскартулар ясарга булышалар.Бу процесс табигатьтә елга ярларын һәм кыяларны чыгаручы эрозияне кабатлый.Сыеклыкны каты тишекләр аша йөртү өчен югары басымлы насос кирәк, бу 4-7 киловатт зур көчле реактивка китерә.Су чистарту кисү материалларның киң ассортиментын кисәргә мөмкинлек бирә һәм катлаулы яки катлаулы кыскартулар өчен идеаль.Бу кисү операциясен чиста, якын толерантлык, квадрат һәм яхшы кыр белән ясар.Бик аз очраклар белән.суүткәргеч кисү гадәттә 250 мм калынлыктагы материалда теләсә нинди профиль ясау өчен кулланыла.
Лазер һәм Ватержет кисү арасында охшашлык
Күпсанлы тармакларда Лазер да, суүткәргеч кисү процесслары да төрле кушымталар өчен төрле материалларны кисү өчен кулланыла.Бу ике процессның күпчелек үзенчәлекләре түбәндә карала:
v Төгәллек һәм төгәллек:Ике процесс компонент җитештерү процессын бик кабатланырлык дәрәҗәдә ясап, продукт партияләре буенча эзлеклелекне тәэмин итә.Күпчелек кушымталарда алар гаҗәеп югары төгәллек һәм төгәллек бирәләр.
v Минималь калдыклар:Ике процесс та аз күләмдә кабат кулланыла торган һәм эшкәртелә торган калдыклар тудыра, һәм алга таба ул тотрыклы тәҗрибәләргә ярдәм итәчәк.
v Күпкырлылыгы:Ике процесс корыч һәм дат басмаган корычтан алюминий, бакыр һәм бронза кадәр металлларның киң ассортиментын эшкәртә алганлыктан, алар бик күпкырлы.Алар теләсә нинди кушымта өчен махсус өлешләр җитештерә ала, алар ярдәмендә бу процесслар бик яраклы.
v Кечкенә Керф киңлеге:Cutәрбер кисемтә белән эш кисәгеннән алынган материал күләме “керф киңлеге” дип атала.Ике процесс кечкенә керф киңлеген тәкъдим итә, якынча 0,7 - 1,02 мм булган су чистарту һәм лазер кисү гаҗәеп нечкә керф киңлеген тәкъдим итә, якынча 0,08 - 1 мм.Бу кечкенә керф киңлеге процессларга нечкә детальләр һәм катлаулы формалар белән продуктлар җитештерергә мөмкинлек бирә.
v Югары сыйфатлы:Машиналарның төгәллеге һәм төгәллеге аркасында, ике процесс та югары сыйфатлы киселгән продуктлар китерә.
v Автоматизация өчен яраклылык:Автоматлаштырылган процесслар процессларны төгәллек һәм төгәллек белән кабатлауны таләп итәләр.Моның өчен процессларның икесе дә идеаль һәм алар үлчәмле толерантлыкны саклап берничә тапкыр бер үк кыскартулар ясый алалар.
Лазер һәм Ватержет кисү арасындагы аермалар
Нәтиҗә һәм кушымталар, аларның ысуллары гына түгел, бу процесслар арасында аерма ясый ала.Аларның күбесе түбәндә карала:
v Материаллар:Металларны кисәр өчен, процессларның икесе дә искиткеч сайлау, ләкин икенче операция эш өчен иң яхшысын билгеләячәк.Гомумән алганда, аның югары басымлы мөмкинлекләре аркасында, суүткәргеч кисү лазер кисү белән чагыштырганда калынрак һәм катырак материаллар өчен иң кулай.
v Тизлек:Лазер кисү азрак вакыт эчендә эшли һәм суүткәргеч кисү белән чагыштырганда минутына күбрәк дюйм кисә.
v Төгәллек:Лазер тизлегенә карап, лазер кисү бик югары төгәллек бирә, толерантлык ± 0,005 ”һәм суүткәргеч кисүнең типик толерантлыгы ± 0,003”.
v Компонентны чистарту:Компонентның киселгән өслегендә берничә яну лазер кисү аркасында килеп чыга һәм компонент оптималь шома, функциональ һәм куркынычсызлык өчен дебуринг процессын таләп итә.Су кисәген кисү аркасында эш кисәгенә югары басым ясау зур / калын эш кисәкләре белән чагыштырганда кечкенә / нечкә эш кисәкләрен шартлатуга китерә.Идеаль рәвештә, суүткәргечне кисү процессы минималь дебуринг / эш кисәген чистартуны таләп итә, чөнки киселгән эш кисәкләре шома бетәчәк.
v Чыгымнары:Су чистарту өчен кайбер өстәмә компонентлар дөрес эшләргә тиеш, мәсәлән, югары басымлы насос, абразив материаллар һәм кисү башы, бу чагыштырмача кыйммәт процесска китерә.Лазер кисү - иң экономик процесс, чөнки ул өлешләрне азрак вакыт эчендә кисә ала.
Пост вакыты: Август-01-2022