برش لیزر در مقابل واترجت: شباهت ها و تفاوت ها
آخرین به روز رسانی 08/31، زمان خواندن:5 دقیقه
برش لیزریو برش واترجت هستندمتداول ترین روش های برش استفاده می شودتوسط شرکت های تولیدیبرای سازندگان، انتخاب بین برش لیزر و واترجت کار دشواری است، زیرا هر کدام میتوانند برای مواد و کاربردهای مختلف مناسبتر باشند.هر دو فرآیند دارای دقت و دقت بالایی با حداقل ضایعات هستند.این فرآیندها میتوانند طیف وسیعی از فلزات را مدیریت کنند که به احتمال زیاد برای صنعت اتوماسیون با عرض کم مناسب هستند.
برش واترجتدر مقایسه با برش لیزری برای مواد ضخیم و سخت تر مناسب تر است.برش لیزری در مقایسه با برش واترجت عملیات را در زمان کمتری کامل میکند، اما قطعه کار دارای لبههای سوخته خواهد بود که نیاز به فرآیند تخلیه دارد.برش واترجت بسیار گران است و برش لیزری اقتصادی ترین فرآیند است.قبل از انتخاب روش برش مناسب، باید سوالات متعددی مانند نوع مواد، ضخامت مواد، تحمل مورد نیاز و پایان لبه و اثرات گرما بر روی ماده مطرح شود.
در این وبلاگ به توضیح مفصل برش لیزری و برش واترجت به همراه قابلیت های آنها پرداخته شده است.اگر می خواهید جزئیات بیشتری در مورد این دو فرآیند بدانید، همیشه می توانید از آن کمک بگیریدمهندسان ما.
برش لیزری چیست؟
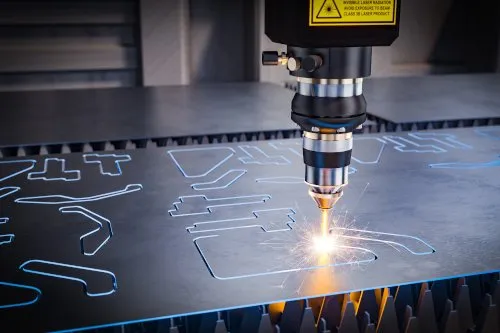
برش لیزری
پرتوهای انرژی با چگالی بالا تولید شده با گاز به طور کلی برای برش مواد در برش لیزری استفاده می شود.برای برش مواد، پرتوهای انرژی توسط آینه ها هدایت می شوند و این پرتوهای با چگالی بالا به عنوان لیزر شناخته می شوند.لیزر برای ذوب، سوزاندن یا تبخیر مواد در ناحیه تماس برای ایجاد یک برش صاف و تمیز استفاده می شود.در طول عملیات برش لیزر، لیزر می تواند در یک موقعیت ثابت باشد یا می تواند بر اساس الزامات در سراسر مواد حرکت کند.
برش لیزری معمولاً برای برش ورق های مسطح فولاد با ضخامت متوسط با ضخامت در محدوده 0.12 اینچ و 0.4 اینچ استفاده می شود.لیزر می تواند مواد غیر آهنی را که نازک هستند مانند پلاستیک و چوب برش دهد.با این حال، لبه سوخته به دلیل تولید گرما وجود خواهد داشت.برای دستیابی به درجه بالایی از دقت و دقت برای هر کار برشی، برش لیزری بهترین گزینه است.با این برش لیزری می توان کارهای ساده تری مانند حلقه ها، دیسک ها و کارهای بسیار پیچیده برای صنایع مختلف را انجام داد.با برش لیزری میتوان به درجه بالایی از تکرارپذیری و تحملهای محدود دست یافت و همچنین با عملیات تولید انبوه سازگاری بالایی دارد.
برش واترجت چیست؟

برش واترجت
برش واترجت در درجه اول از یک جت آب تحت فشار استفاده می کند که حاوی مواد ساینده مانند اکسید آلومینیوم یا گارنت است.این مواد ساینده به بهبود توانایی برش کمک می کنند و از طریق سایش به جای ذوب، سوزاندن و تبخیر، بریدگی ایجاد می کنند.این فرآیند فرسایشی را تکرار می کند که بستر رودخانه ها و صخره ها را در طبیعت ایجاد می کند.یک پمپ فشار بالا با غلظت و سرعت بالاتر لازم است تا مایع را از طریق سوراخ های صلب هدایت کند که منجر به یک جت بسیار قدرتمند با خروجی 4-7 کیلووات می شود.برش واترجت برش طیف وسیع تری از مواد را امکان پذیر می کند و برای برش های دشوار یا پیچیده ایده آل است.این عمل برش را تمیز، با تلورانس نزدیک، مربع و با یک لبه خوب می کند.با استثناهای بسیار کمی.برش واترجت معمولاً برای ساختن هر گونه پروفیل بر روی هر ماده ای تا ضخامت 250 میلی متر استفاده می شود.
شباهت بین برش لیزر و واترجت
در صنایع متعدد، هر دو فرآیند برش لیزر و واترجت برای برش مواد مختلف برای کاربردهای مختلف استفاده می شود.بیشتر ویژگی های این دو فرآیند در زیر مورد بحث قرار می گیرد:
v دقت و دقت:هر دو فرآیند با ایجاد فرآیند تولید جزء در سطح بسیار قابل تکرار، ثبات را در بین دستههای محصول تضمین میکنند.در بسیاری از کاربردها، دقت و دقت بسیار بالایی را ارائه می دهند.
v حداقل ضایعات:هر دوی این فرآیندها مقدار کمی از ضایعات قابل استفاده مجدد و قابل بازیافت را تولید میکنند و علاوه بر آن به اقدامات پایدار کمک میکند.
v تطبیق پذیری:از آنجایی که هر دو فرآیند می توانند طیف گسترده ای از فلزات از فولاد و فولاد ضد زنگ گرفته تا آلومینیوم، مس و برنز را مدیریت کنند، بسیار متنوع هستند.آنها میتوانند قطعات سفارشی را برای هر برنامهای تولید کنند، که به وسیله آن این فرآیندها بسیار قابل تنظیم هستند.
v عرض کرف کوچک:مقدار ماده ای که با هر برش از قطعه کار خارج می شود به عنوان "عرض کرف" شناخته می شود.هر دوی این فرآیندها پهنای کوچکی را ارائه میدهند، با برش واترجت، که حدود 0.7 تا 1.02 میلیمتر است و برش لیزری، پهنای نازک فوقالعادهای را ارائه میکند که حدود 0.08 تا 1 میلیمتر است.این عرض کوچک به هر دو فرآیند اجازه می دهد تا محصولاتی با جزئیات ظریف و اشکال پیچیده تولید کنند.
v کیفیت بالا:با توجه به دقت و دقت ماشین آلات، هر دو فرآیند محصولات برش با کیفیت بالا را ارائه می دهند.
v مناسب برای اتوماسیون:فرآیندهای خودکار نیاز به تکرار فرآیندها با نهایت دقت و دقت دارند.برای این کار، هر دو فرآیند ایده آل هستند و می توانند چندین بار با حفظ تلورانس های ابعادی، برش های یکسانی را انجام دهند.
تفاوت بین برش لیزر و واترجت
نتایج و کاربردها همچنین می توانند تفاوت بین این فرآیندها و نه تنها روش های آنها را ایجاد کنند.بیشتر آنها در زیر مورد بحث قرار می گیرند:
v مواد:برای برش فلزات، هر دو فرآیند انتخاب عالی هستند، اما عملیات دوم بهترین را برای کار تعیین می کند.به طور کلی، برش واترجت به دلیل قابلیت های فشار بالا، برای مواد ضخیم تر و سخت تر در مقایسه با برش لیزری مناسب تر است.
v سرعت:برش لیزر در مدت زمان کمتری عمل می کند و اینچ در دقیقه در مقایسه با برش واترجت کاهش می یابد.
v دقت، درستی:بسته به سرعت لیزر، برش لیزری دقت فوقالعاده بالایی را با تحمل 0.005 ± اینچ ارائه میکند و تحمل معمولی برش واترجت 0.003 ± است.
v پاکسازی کامپوننت:چند سوختگی بر روی سطوح بریده شده قطعه به دلیل برش لیزری رخ می دهد و برای صافی، کارایی و ایمنی بهینه، قطعه باید به فرآیند تخلیه نیاز داشته باشد.اعمال فشار زیاد بر روی قطعه کار به دلیل برش واترجت منجر به انفجار قطعات کوچک / نازک در مقایسه با قطعات کار بزرگ / ضخیم می شود.در حالت ایدهآل، فرآیند برش واترجت به حداقل برش و تمیز کردن قطعه کار نیاز دارد، زیرا قطعات کار بریده شده سطح صافی خواهند داشت.
v هزینه ها:برای برش واترجت، برخی از اجزای اضافی مانند پمپ فشار بالا، مواد ساینده و سر برش باید به درستی کار کنند که منجر به فرآیند نسبتاً گرانی می شود.برش لیزری اقتصادی ترین فرآیند است زیرا می تواند قطعات را در زمان کمتری برش دهد.
زمان ارسال: آگوست-01-2022