ਮਸ਼ੀਨਿੰਗ ਥਰਿੱਡ: ਹਰ ਚੀਜ਼ ਜੋ ਤੁਹਾਨੂੰ ਜਾਣਨ ਦੀ ਲੋੜ ਹੈ
ਆਖਰੀ ਅੱਪਡੇਟ: 09/06 ਪੜ੍ਹਨ ਦਾ ਸਮਾਂ: 8 ਮਿੰਟ
ਥਰਿੱਡ ਉਹ ਹਿੱਸੇ ਹਨ ਜੋ ਗਲੋਬਲ ਨਿਰਮਾਣ ਉਦਯੋਗ ਵਿੱਚ ਅੰਤਮ ਉਤਪਾਦਾਂ ਦੀ ਮਜ਼ਬੂਤੀ ਅਤੇ ਟਿਕਾਊਤਾ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਣ ਲਈ ਹਿੱਸਿਆਂ ਦੀ ਅਸੈਂਬਲੀ ਵਿੱਚ ਫਿਟਿੰਗ ਅਤੇ ਕੁਨੈਕਸ਼ਨ ਦੇ ਪਾੜੇ ਨੂੰ ਭਰਦੇ ਹਨ, ਜੋ ਅੰਤਮ ਉਤਪਾਦਾਂ ਨੂੰ ਬਣਾਉਣ ਲਈ ਭਾਗਾਂ ਦੇ ਲਿੰਕ ਅਤੇ ਫਿਟਿੰਗ 'ਤੇ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਿਰਭਰ ਹੈ।
ਥ੍ਰੈੱਡ ਮਕੈਨੀਕਲ ਅਤੇ ਉਤਪਾਦ ਦੇ ਹਿੱਸੇ ਜੋੜਨ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਸਿਲੰਡਰ ਅਤੇ ਕੋਨਿਕਲ ਸਤਹਾਂ 'ਤੇ ਨਿਰੰਤਰ ਹੈਲੀਕਲ ਕਿਨਾਰੇ ਹੁੰਦੇ ਹਨ।ਐਪਲੀਕੇਸ਼ਨ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ, ਥਰਿੱਡ ਅੰਦਰੂਨੀ ਜਾਂ ਬਾਹਰੀ ਸਤਹ 'ਤੇ ਬਣਾਏ ਜਾਂਦੇ ਹਨ.ਬਾਹਰੀ ਸ਼ੈੱਲ 'ਤੇ ਬਣੇ ਧਾਗੇ ਨੂੰ ਬਾਹਰੀ ਧਾਗੇ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਅੰਦਰਲੀ ਸਤਹ 'ਤੇ ਬਣੇ ਧਾਗੇ ਨੂੰ ਅੰਦਰੂਨੀ ਥਰਿੱਡ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।ਮਸ਼ੀਨਿੰਗ ਲਈ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਤਿੰਨ ਤਰੀਕੇ ਹਨ, ਮਿਲਿੰਗ, ਇੱਕ ਖਰਾਦ ਮਸ਼ੀਨ ਨਾਲ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ, ਅਤੇ ਡਾਈ-ਕਟਿੰਗ,
ਧਾਗੇ ਦੀਆਂ ਕਿਸਮਾਂ
ਥ੍ਰੈੱਡ ਦੀਆਂ ਕਈ ਕਿਸਮਾਂ ਹਨ, ਜਿਵੇਂ ਕਿ ਸਪੇਸਡ ਥਰਿੱਡ, ਮਸ਼ੀਨ ਪੇਚ ਥਰਿੱਡ, ਲੈਗ ਸਕ੍ਰੂਜ਼, ਸੈਲਫ-ਟੈਪਿੰਗ ਸਕ੍ਰੂਜ਼, ਓਨ ਫਾਸਟਨਰ, ਥਰਿੱਡ-ਫਾਰਮਿੰਗ ਸਕ੍ਰੂਜ਼, ਅਤੇ ਟਾਈਪ ਯੂ ਸਕ੍ਰੂਜ਼।ਇਹਨਾਂ ON ਫਾਸਟਨਰਾਂ ਵਿੱਚੋਂ, ਸਪੇਸਡ ਥਰਿੱਡ ਅਤੇ ਮਸ਼ੀਨ ਪੇਚ ਥਰਿੱਡ ਆਮ ਤੌਰ 'ਤੇ ਨਿਰਮਾਣ ਉਦਯੋਗ ਵਿੱਚ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਕਿਸਮਾਂ ਹਨ।ਨਾਲ ਹੀ, ਯੂਨੀਫਾਈਡ ਸਕ੍ਰੂ ਥਰਿੱਡ ਸਿਸਟਮ ਦੇ ਅਨੁਸਾਰ, NC (ਮੋਟੇ) ਅਤੇ UNF (ਫਾਈਨ) ਥਰਿੱਡ ਮਿਆਰੀ ਥਰਿੱਡ ਸ਼੍ਰੇਣੀਆਂ ਹਨ।
ਆਉ ਇੱਥੇ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਧਾਗੇ ਬਾਰੇ ਸੰਖੇਪ ਵਿੱਚ ਚਰਚਾ ਕਰੀਏ।
ਅੰਦਰੂਨੀ ਥਰਿੱਡ
ਇੱਕ ਧਾਗਾ ਜੋ ਫਾਸਟਨਰ ਦੇ ਅੰਦਰ ਘੁੰਮਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਇੱਕ ਗਿਰੀ, ਨੂੰ ਅੰਦਰੂਨੀ ਧਾਗਾ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।ਅੰਦਰੂਨੀ ਥਰਿੱਡ (ਮਾਦਾ) ਮਸ਼ੀਨਿੰਗ ਇੱਕ ਖਾਸ ਸਿੰਗਲ-ਲਿਪ ਥਰਿੱਡਿੰਗ ਟੂਲ ਨਾਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਇਸ ਦੇ ਉਲਟ, ਕੁਝ ਅੰਦਰੂਨੀ ਥਰਿੱਡਾਂ ਨੂੰ ਇੱਕ ਰਵਾਇਤੀ ਟੂਲ ਨਾਲ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ ਜਿਸਨੂੰ ਥਰਿੱਡ-ਟੈਪ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।ਅੰਦਰੂਨੀ ਥਰਿੱਡ ਪੇਚ ਨੂੰ ਸਵੀਕਾਰ ਕਰਦੇ ਹਨ ਅਤੇ ਇਸਨੂੰ ਵਰਕਪੀਸ ਵਿੱਚ ਲੌਕ ਕਰਦੇ ਹਨ।
ਅੰਦਰੂਨੀ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਲਈ ਢੁਕਵੇਂ ਨਾਮਾਤਰ ਆਕਾਰ ਵਾਲੇ ਟੂਲ ਦੀ ਚੋਣ ਕਰੋ ਅਤੇ ਮੋਰੀ ਦੇ ਵਿਆਸ ਨੂੰ ਫਿਕਸ ਕਰੋ ਜਿੱਥੇ ਤੁਸੀਂ ਅੰਤਮ-ਵਰਤੋਂ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਥ੍ਰੈਡ ਬਣਾਉਗੇ।
ਨਾਲ ਇਹਨਾਂ ਥਰਿੱਡਾਂ ਦਾ ਨਿਰਮਾਣ ਕਰਦੇ ਸਮੇਂCNC ਮਸ਼ੀਨਿੰਗ, ਅਸਲ ਥਰਿੱਡਾਂ ਨੂੰ CAD ਡਰਾਇੰਗ ਤੋਂ ਹਟਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਸਿਰਫ਼ ਵੱਡੇ ਵਿਆਸ ਪ੍ਰੋਫਾਈਲ ਨੂੰ ਛੱਡ ਕੇ।ਟੈਪ ਕਰਨ ਲਈ ਵਿਆਸ ਦੀ ਗਣਨਾ ਕਰਨ ਲਈ ਦਿੱਤੇ ਗਏ ਸਬੰਧ ਦੀ ਵਰਤੋਂ ਕਰੋ;
ਕੋਰ ਹੋਲ ਦਾ ਵਿਆਸ = ਟੈਪ ਵਿਆਸ - ਥਰਿੱਡ ਪਿੱਚ
ਜਾਂ,
ਟੈਪ ਵਿਆਸ = ਕੋਰ ਹੋਲ ਵਿਆਸ + ਥਰਿੱਡ ਪਿੱਚ।
ਕੇਂਦਰ ਦਾ ਪਤਾ ਲਗਾਓ ਅਤੇ ਪਹਿਲਾਂ ਗਣਨਾ ਕੀਤੇ ਕੋਰ-ਹੋਲ ਵਿਆਸ ਦੇ ਰੂਪ ਵਿੱਚ ਮੋਰੀ ਨੂੰ ਡ੍ਰਿਲ ਕਰੋ, ਫਿਰ ਇੱਕ ਟੈਪ ਟੂਲ ਨਾਲ ਮੋਰੀ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਟੈਪ ਕਰੋ ਅਤੇ 90-ਡਿਗਰੀ ਕਾਊਂਟਰਸਿੰਕ ਨਾਲ ਚੈਂਫਰ ਕਰੋ।ਹੁਣ ਲਗਾਤਾਰ ਥਰਿੱਡ ਬਣਾਉਣ ਲਈ ਕੋਰ ਹੋਲ ਵਿੱਚ ਘੁੰਮਾਓ।
ਬਾਹਰੀ ਥ੍ਰੈੱਡਸ
ਫਾਸਟਨਰ ਦੇ ਸ਼ਾਫਟ ਦੇ ਬਾਹਰਲੇ ਪਾਸੇ ਇੱਕ ਧਾਗਾ ਵਕਰ, ਜਿਵੇਂ ਕਿ ਇੱਕ ਬੋਲਟ।ਵਰਕਪੀਸ 'ਤੇ ਬਾਹਰੀ ਧਾਗੇ ਬਣਾਉਣ ਲਈ ਖਰਾਦ ਬਹੁਤ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਅਤੇ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਮਸ਼ੀਨ ਹੈ।ਕੋਈ ਵੀ ਸਿਲੰਡਰ ਵਾਲੀ ਡੰਡੇ ਜਿਸ ਨੂੰ ਚਾਲੂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਬਾਹਰੀ ਥਰਿੱਡ ਪ੍ਰੋਫਾਈਲ ਬਣਾਉਣ ਦੇ ਯੋਗ ਹੈ।ਤੁਸੀਂ ਲੋੜੀਂਦੀ ਪਿੱਚ ਡੂੰਘਾਈ ਦੇ ਆਧਾਰ 'ਤੇ ਟੂਲ ਚੁਣ ਸਕਦੇ ਹੋ।
ਬਾਹਰੀ ਧਾਗੇ ਦੀ ਕਟਾਈ ਥਰਿੱਡਿੰਗ ਡਾਈ (ਰਾਊਂਡ-ਡਾਈ) ਅਤੇ ਲੇਥ ਮਸ਼ੀਨ ਨਾਲ ਕਲੈਂਪਿੰਗ ਨਾਲ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ।ਕਿਨਾਰਿਆਂ ਨੂੰ ਪਹਿਲਾਂ ਫਾਈਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ 45 ਡਿਗਰੀ 'ਤੇ ਚੈਂਫਰ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।ਹੁਣ ਇੱਕ ਨਿਰੰਤਰ ਧਾਗਾ ਬਣਾਉਣ ਲਈ ਇਸਦੀ ਲੰਬਾਈ ਨੂੰ ਘੁੰਮਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਇੱਕ ਕੱਟਣ ਵਾਲੇ ਟੂਲ ਨਾਲ ਵਰਕਪੀਸ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਛੂਹੋ।
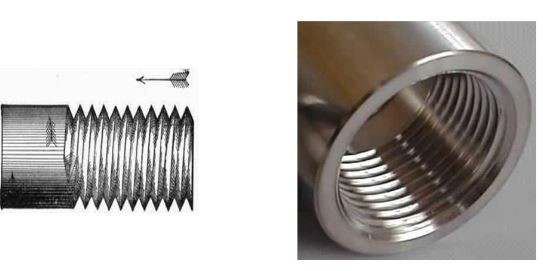
ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਥਰਿੱਡ
ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਵਿੱਚ ਸ਼ਬਦਾਵਲੀ
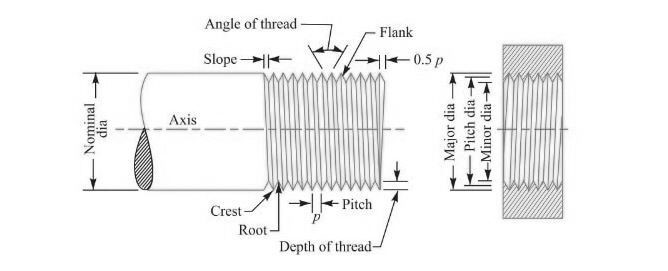
ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਵਿੱਚ ਸ਼ਬਦਾਵਲੀ
ਰੂਟ:ਦੋ ਅਡਜੱਸਟੇਬਲ ਥ੍ਰੈੱਡ ਤਲ 'ਤੇ ਇੱਕ ਸਮਤਲ ਜਾਂ ਗੋਲ ਸਤਹ ਬਣਾਉਂਦੇ ਹਨ, ਜਾਂ ਥਰਿੱਡ ਗਰੂਵ ਦੀ ਹੇਠਲੀ ਸਤਹ ਨੂੰ ਰੂਟ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ।
ਕਰੈਸਟ:ਇੱਕ ਧਾਗੇ ਦੇ ਦੋ ਪਾਸਿਆਂ ਦੁਆਰਾ ਬਣਦੇ ਧਾਗੇ ਦੀ ਸਭ ਤੋਂ ਬਾਹਰੀ ਸਤਹ (ਧਾਗੇ ਦਾ ਅਨੁਮਾਨਿਤ ਹਿੱਸਾ)
ਫਲੈਂਕ:ਸਤ੍ਹਾ ਇੱਕ ਧਾਗੇ ਦੀ ਜੜ੍ਹ ਅਤੇ ਕਰੈਸਟ ਨੂੰ ਜੋੜਦੀ ਹੈ ਅਤੇ ਇਸਦੇ ਹਮਰੁਤਬਾ ਨਾਲ ਸੰਪਰਕ ਕਰਦੀ ਹੈ।
ਥਰਿੱਡ ਕੋਣ:ਕੋਣ ਧੁਰੀ ਸਮਤਲ ਵਿੱਚ ਦੋ ਥਰਿੱਡਾਂ ਦੇ ਦੋ ਨਾਲ ਲੱਗਦੇ ਫਲੈਂਕਾਂ ਦੁਆਰਾ ਬਣਦਾ ਹੈ ਜਿਸਨੂੰ ਥਰਿੱਡ ਐਂਗਲ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਪੈਦਲ ਡੂੰਘਾਈ:ਕਰੈਸਟ ਅਤੇ ਜੜ੍ਹ ਵਿਚਕਾਰ ਧੁਰੀ ਦੂਰੀ ਨੂੰ ਧਾਗੇ ਦੀ ਡੂੰਘਾਈ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ।
ਪਿੱਚ:ਦੋ ਸਮਾਨ ਥਰਿੱਡਾਂ ਵਿਚਕਾਰ ਦੂਰੀ
ਹੈਲਿਕਸ ਕੋਣ:ਧਾਗੇ ਦੇ ਹੈਲਿਕਸ ਅਤੇ ਇੱਕ ਰੇਖਾ ਦੇ ਵਿਚਕਾਰ ਕੋਣ ਜੋ ਰੋਟੇਸ਼ਨ ਦੇ ਧੁਰੇ ਲਈ ਸਧਾਰਨ ਹੈ
ਮੁੱਖ ਵਿਆਸ:ਕਾਲਪਨਿਕ ਕੋ-ਐਕਸ਼ੀਅਲ ਸਿਲੰਡਰ ਦਾ ਵਿਆਸ ਜੋ ਬਾਹਰੀ ਧਾਗੇ (ਜਾਂ ਰੂਟ ਜਾਂ ਅੰਦਰੂਨੀ ਧਾਗੇ) ਦੇ ਸਿਰੇ ਨੂੰ ਛੂੰਹਦਾ ਹੈ।
ਛੋਟਾ ਵਿਆਸ: ਕਾਲਪਨਿਕ ਕੋ-ਐਕਸ਼ੀਅਲ ਸਿਲੰਡਰ ਦਾ ਵਿਆਸ ਜੋ ਬਾਹਰੀ ਧਾਗੇ ਦੀ ਜੜ੍ਹ ਨੂੰ ਛੂਹਦਾ ਹੈ (ਜਾਂ ਅੰਦਰੂਨੀ ਧਾਗੇ ਦਾ ਸਿਰਾ)
ਪਿੱਚ ਵਿਆਸ:ਵੱਡੇ ਅਤੇ ਛੋਟੇ ਵਿਆਸ ਦੀ ਔਸਤ
ਮਸ਼ੀਨਿੰਗ ਧਾਗੇ ਨੂੰ ਕੱਟਣ ਦੇ ਤਰੀਕੇ
ਥਰਿੱਡ ਕੱਟਣ ਨਾਲ ਕੰਪੋਨੈਂਟਾਂ 'ਤੇ ਪੇਚ ਕੀਤੇ ਲਿੰਕ ਬਣਾਉਣਾ ਆਸਾਨ ਹੋ ਜਾਂਦਾ ਹੈ।ਜੇਕਰ ਤੁਸੀਂ ਅੰਦਰੂਨੀ ਥਰਿੱਡਾਂ ਨੂੰ ਕੱਟਦੇ ਹੋ, ਤਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਇਹ ਕੁਨੈਕਸ਼ਨ ਬਣਾਉਣ ਵੇਲੇ ਆਪਣੇ ਹਮਰੁਤਬਾ ਨੂੰ ਸੰਮਿਲਿਤ ਅਤੇ ਲੌਕ ਕਰ ਸਕਦਾ ਹੈ।
ਥਰਿੱਡ ਕੱਟਣ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਪਹੁੰਚ ਚੁਣਨਾ ਮਹੱਤਵਪੂਰਨ ਹੈ;ਬਹੁਤ ਸਾਰੇ ਕਾਰਕਾਂ ਨੂੰ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਤਕਨੀਕੀਤਾ, ਅਰਥ ਸ਼ਾਸਤਰ, ਸਮੇਂ ਦੀ ਖਪਤ, ਸ਼ੁੱਧਤਾ, ਅਤੇ ਸਾਧਨ ਦੀ ਉਪਲਬਧਤਾ।
1. ਮਿਲਿੰਗ
ਮਿਲਿੰਗਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਦੋਹਾਂ ਥਰਿੱਡਾਂ 'ਤੇ ਧਾਗੇ ਨੂੰ ਕੱਟਣ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਇਹ ਲੇਟਰਲ ਗਤੀ ਦੇ ਇੱਕ ਚੱਕਰ ਵਿੱਚ ਧਾਗਾ ਪੈਦਾ ਕਰਨ ਲਈ ਥਰਿੱਡਿੰਗ ਟੂਲਜ਼ ਦੀ ਸਰਕੂਲਰ ਮੋਸ਼ਨ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ।ਇਹ ਪਹੁੰਚ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਥਰਿੱਡਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਪਰ ਇਹ ਵੱਡੇ ਛੇਕਾਂ ਲਈ ਸਭ ਤੋਂ ਅਨੁਕੂਲ ਹੈ।ਮਿਲਿੰਗ ਮਸ਼ੀਨਿੰਗ ਨਾਲ ਬਣੇ ਥਰਿੱਡ ਏਉੱਚ ਸਤਹ ਮੁਕੰਮਲਅਤੇ ਸਟੀਕ ਅਯਾਮੀ ਇਕਸਾਰਤਾ।

ਮਿਲਿੰਗ ਨਾਲ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ
ਥਰਿੱਡ ਮਿਲਿੰਗ ਵਿੱਚ, ਦੋ ਕਿਸਮ ਦੇ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਅਤੇ ਪ੍ਰਸਿੱਧ ਸੰਦ ਹਨ: ਠੋਸ ਕਾਰਬਾਈਡ ਅਤੇ ਇੰਡੈਕਸੇਬਲ।ਇਹਨਾਂ ਟੂਲਸ ਦੇ ਕੱਟਣ ਵਾਲੇ ਦੰਦ ਇੱਕ ਟੂਟੀ ਵਾਂਗ ਹੈਲੀਕਲੀ ਸੈੱਟ ਕੀਤੇ ਜਾਣ ਦੀ ਬਜਾਏ ਸਮਾਨਾਂਤਰ ਹੁੰਦੇ ਹਨ।ਮਲਟੀ-ਟੂਥ ਥਰਿੱਡ ਮਸ਼ੀਨਾਂ ਧਾਗੇ ਨੂੰ ਇਸ ਦੀਆਂ ਡੂੰਘੀਆਂ ਪਰਤਾਂ ਵਿੱਚ ਇੱਕ ਵਾਰੀ ਚਾਰੇ ਪਾਸੇ ਮੋਰੀ ਵਿੱਚ ਕੱਟ ਦਿੰਦੀਆਂ ਹਨ।ਕਿਉਂਕਿ ਇੰਡੈਕਸੇਬਲ ਟੂਲ ਆਮ ਤੌਰ 'ਤੇ 0.625 ਇੰਚ ਤੋਂ ਘੱਟ ਵਿਆਸ ਵਾਲੇ ਛੇਕਾਂ ਲਈ ਅਣਉਚਿਤ ਹੁੰਦੇ ਹਨ, ਕਾਰਬਾਈਡ ਟੂਲ ਮੁੱਖ ਤੌਰ 'ਤੇ ਛੋਟੇ-ਮੋਰੀ ਆਕਾਰਾਂ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ;ਹਾਲਾਂਕਿ, ਇਸ ਟੂਲ ਨਾਲ ਥ੍ਰੈਡਿੰਗ ਕੁਝ ਮਹਿੰਗੀ ਹੈ ਜੇਕਰ ਉੱਚ ਸ਼ੁੱਧਤਾ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ।ਇੱਕ ਇੰਡੈਕਸੇਬਲ ਟੂਲ ਘੱਟ ਮਹਿੰਗਾ ਹੁੰਦਾ ਹੈ ਕਿਉਂਕਿ ਤੁਹਾਨੂੰ ਸਿਰਫ਼ ਇੱਕ ਖਰੀਦਣ ਤੋਂ ਬਾਅਦ ਕਟਰ ਨੂੰ ਬਦਲਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਥਰਿੱਡ-ਮਿਲਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੇ ਬਹੁਤ ਸਾਰੇ ਫਾਇਦੇ ਹਨ।ਟੇਪਿੰਗ ਦੇ ਉਲਟ, ਜੋ ਇੱਕ ਸਿੰਗਲ ਟੂਲ ਨਾਲ ਕਈ ਵਿਆਸ ਨੂੰ ਸੰਬੋਧਿਤ ਕਰ ਸਕਦਾ ਹੈ, ਟੈਪਿੰਗ ਕੇਵਲ ਇੱਕ ਟੂਲ ਨਾਲ ਇੱਕ ਸਥਿਰ ਵਿਆਸ ਨੂੰ ਸੰਭਾਲ ਸਕਦੀ ਹੈ, ਅਤੇ ਵੱਡੇ ਵਿਆਸ ਦੀਆਂ ਟੂਟੀਆਂ ਵੀ ਮਹਿੰਗੀਆਂ ਹਨ।
2. ਖਰਾਦ ਨਾਲ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ
ਇਸ ਕਟਿੰਗ ਲਈ ਕਾਰਬਾਈਡ ਇਨਸਰਟ ਵਾਲਾ ਸਿੰਗਲ-ਪੁਆਇੰਟ ਟਰਨਿੰਗ ਟੂਲ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਕਟਿੰਗ ਦੇ ਨਾਲ ਅੱਗੇ ਵਧਣ ਤੋਂ ਪਹਿਲਾਂ, ਖਰਾਦ ਮਸ਼ੀਨ ਨਾਲ ਧਾਗੇ ਨੂੰ ਕੱਟਣ ਲਈ ਕੁਝ ਗਣਨਾਵਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਪਿੱਚ, ਲੀਡ, ਡੂੰਘਾਈ, ਅਤੇ ਵੱਡੇ ਅਤੇ ਛੋਟੇ ਵਿਆਸ।
ਖਰਾਦ ਮਸ਼ੀਨ ਨਾਲ ਟੈਪ ਕਰਨ ਲਈ ਟੈਪ ਹੈਂਡਲ ਸਭ ਤੋਂ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਤਰੀਕਾ ਹੈ।ਹਾਲਾਂਕਿ, ਵਰਕਪੀਸ ਨੂੰ ਪਹਿਲਾਂ ਚੱਕ ਵਿੱਚ ਕਲੈਂਪ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
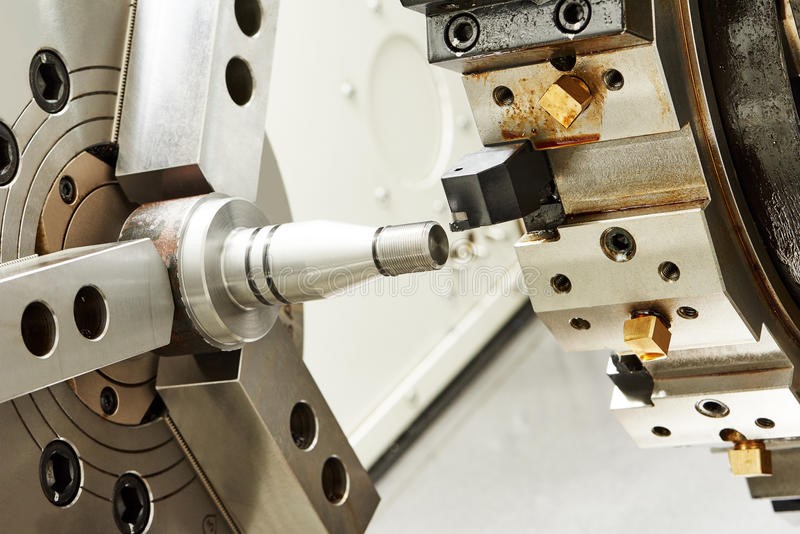
ਖਰਾਦ ਨਾਲ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ
· ਥਰਿੱਡ-ਬਿੱਟ ਅਤੇ ਉਚਾਈ ਨੂੰ ਖਰਾਦ ਦੇ ਕੇਂਦਰ ਬਿੰਦੂ 'ਤੇ ਸੈੱਟ ਕਰੋ।ਟੂਲ ਬਿੱਟ ਵਰਕਪੀਸ ਦੇ ਸੱਜੇ ਕੋਣ 'ਤੇ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
· ਥ੍ਰੈਡਿੰਗ ਟੂਲ ਨੂੰ ਵਰਕਪੀਸ ਦੇ ਨੇੜੇ ਲਿਆਓ।
· ਹੁਣ, ਹੈਂਡਲ ਨੂੰ ਹਿਲਾਓ।ਉਦਾਹਰਨ ਲਈ, ਜੇਕਰ ਤੁਸੀਂ 1 ਮਿਲੀਮੀਟਰ ਦੀ ਪਿੱਚ ਨਾਲ ਥਰਿੱਡ ਬਣਾਉਣਾ ਚਾਹੁੰਦੇ ਹੋ, ਤਾਂ ਥ੍ਰੈਡਿੰਗ ਟੂਲ ਨੂੰ 1 ਮਿਲੀਮੀਟਰ ਦੀ ਦੂਰੀ 'ਤੇ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿਉਂਕਿ ਵਰਕਪੀਸ ਇੱਕ ਕ੍ਰਾਂਤੀ ਨੂੰ ਪੂਰਾ ਕਰਦਾ ਹੈ।ਇਸ ਲਈ, ਉਸ ਅਨੁਸਾਰ ਅੱਗੇ ਵਧੋ.
3. ਮਰਨਾ—ਕੱਟਣਾ

ਧਾਗਿਆਂ ਦੀ ਕਟਾਈ
ਇਹ ਧਾਗਾ ਕੱਟਣ ਦਾ ਇੱਕ ਸਿੱਧਾ ਅਤੇ ਸਸਤਾ ਤਰੀਕਾ ਹੈ ਜਿਸਦੀ ਵਰਤੋਂ ਵੱਡੇ ਉਤਪਾਦਨ ਲਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਜਿਸ ਲਈ ਉੱਚ ਪੱਧਰੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਗੁਣਵੱਤਾ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।ਥ੍ਰੈਡਿੰਗ ਡਾਈਸ ਇੱਕ ਬਾਹਰੀ ਥਰਿੱਡ ਬਣਾਉਂਦਾ ਹੈ ਜੋ ਇਸਦੇ ਅੰਦਰੂਨੀ ਥਰਿੱਡ ਹਮਰੁਤਬਾ ਦੇ ਅਨੁਕੂਲ ਹੁੰਦਾ ਹੈ।
ਡਾਈ ਨਾਲ ਧਾਗੇ ਨੂੰ ਕੱਟਣ ਤੋਂ ਪਹਿਲਾਂ, ਵਰਕਪੀਸ ਦੇ ਪਹਿਲੇ ਸਿਰੇ ਵਾਲੇ ਪਾਸੇ ਨੂੰ 45 ਡਿਗਰੀ 'ਤੇ ਚੈਂਫਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜੋ ਕਿ ਮਸ਼ੀਨ ਜਾਂ ਹੱਥ ਨਾਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।ਫਿਰ, ਕਿਰਪਾ ਕਰਕੇ ਢੁਕਵੇਂ ਵਿਆਸ ਵਾਲੇ ਡਾਈ ਦੀ ਚੋਣ ਕਰੋ ਅਤੇ ਡਾਈਸ ਨੂੰ ਸਿਰੇ ਵਾਲੇ ਪਾਸੇ ਰੱਖਣ ਤੋਂ ਬਾਅਦ ਇਸ ਨੂੰ ਡਾਈ-ਸਟਾਕ ਵਿੱਚ ਕੱਸੋ, ਜਿਸ ਨੂੰ ਧਾਗੇ ਬਣਾਉਣ ਲਈ ਲੰਬਾਈ ਦੇ ਨਾਲ ਆਸਾਨੀ ਨਾਲ ਘੁੰਮਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਧਾਤੂ ਅਤੇ ਨਿਰਮਾਣ ਉਦਯੋਗਾਂ ਵਿੱਚ ਰਗੜਦੇ ਛੇਕਾਂ ਜਾਂ ਬੋਲਟਾਂ ਵਿੱਚ ਧਾਗੇ ਦੀ ਮੁਰੰਮਤ ਕਰਨ ਲਈ ਥ੍ਰੈਡਿੰਗ ਡਾਈਜ਼ ਦੀ ਵੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਡਾਈਜ਼ ਨਾਲ ਬਣੇ ਥਰਿੱਡ ਸਮੱਗਰੀ ਦੀ ਲਾਗਤ ਨੂੰ ਘਟਾਉਂਦੇ ਹੋਏ ਤਾਕਤ ਅਤੇ ਟਿਕਾਊਤਾ ਵਧਾਉਂਦੇ ਹਨ ਕਿਉਂਕਿ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਘੱਟ ਧਾਤ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਬਰਬਾਦ ਹੁੰਦੀ ਹੈ।
ਮੁੱਖ ਡਿਜ਼ਾਈਨ ਸੁਝਾਅ
· ਕਟਿੰਗ ਦੇ ਨਾਲ ਅੱਗੇ ਵਧਣ ਤੋਂ ਪਹਿਲਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਵਰਕਪੀਸ ਦੀ ਸਤਹ ਇਸਦੀ ਲੰਬਾਈ ਦੇ ਦੌਰਾਨ ਇਕਸਾਰ ਹੈ।
· ਬਾਹਰੀ ਧਾਗੇ ਬਣਾਉਣ ਲਈ, ਕੱਟਣ ਤੋਂ ਪਹਿਲਾਂ 45-ਡਿਗਰੀ ਦੇ ਕੋਣ 'ਤੇ ਸਿਰੇ ਵਾਲੇ ਪਾਸੇ ਨੂੰ ਚੈਂਫਰ ਕਰੋ।ਅੰਦਰੂਨੀ ਥਰਿੱਡ ਦੇ ਅੰਤ 'ਤੇ ਕਾਊਂਟਰਸਿੰਕ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
· ਜੇਕਰ ਭਵਿੱਖੀ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਕੋਈ ਖਾਸ ਲੋੜਾਂ ਨਹੀਂ ਹਨ, ਤਾਂ ਘੱਟ ਉਚਾਈ ਅਤੇ ਮਿਆਰੀ ਆਕਾਰ ਦੇ ਨਾਲ ਥਰਿੱਡਾਂ ਨੂੰ ਡਿਜ਼ਾਈਨ ਕਰਨਾ ਬਿਹਤਰ ਹੈ।
· ਧਾਗੇ ਦੀ ਮੋਟਾਈ ਚੁਣੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਤਾਂ ਜੋ ਇਹ ਜੋੜਨ ਵੇਲੇ ਦਬਾਅ ਦਾ ਸਾਮ੍ਹਣਾ ਕਰ ਸਕੇ।
ਧਾਗੇ ਲਈ ਸਤਹ-ਮੁਕੰਮਲ

ਸਤਹ ਮੁਕੰਮਲ ਹੋਣ ਦੇ ਨਾਲ ਥਰਿੱਡ
ਮਸ਼ੀਨਿੰਗ ਦੇ ਨਾਲ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਧਾਗੇ ਦੀ ਸਤਹ ਨੂੰ ਮੁਕੰਮਲ ਕਰਨਾ ਸੁਹਜ ਦੇ ਕਾਰਨਾਂ ਲਈ ਮਹੱਤਵਪੂਰਨ ਹੈ, ਉਤਪਾਦ ਦੀ ਸਮੁੱਚੀ ਕਾਰਜਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦਾ ਹੈ, ਅਤੇ ਇਸਦਾ ਜੀਵਨ ਵਧਾਉਂਦਾ ਹੈ।ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਹ ਖੋਰ ਅਤੇ ਸਤਹ ਦੇ ਨਿਘਾਰ ਨੂੰ ਰੋਕਣ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਤਰੀਕਾ ਹੈ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਮਕੈਨੀਕਲ ਕਪਲਿੰਗ ਦੀ ਅਸਫਲਤਾ ਤੋਂ ਬਚਦਾ ਹੈ।
ਪੇਂਟਿੰਗ ਅਤੇਕਾਲੇ-ਆਕਸਾਈਡਫਿਨਿਸ਼ਿੰਗ ਥਰਿੱਡਾਂ ਦੀ ਸਤ੍ਹਾ ਦੇ ਮੁਕੰਮਲ ਹੋਣ ਲਈ ਦੋ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਹਨ।ਹਾਲਾਂਕਿ, ਬਲੈਕ ਆਕਸਾਈਡ ਫਿਨਿਸ਼ ਦੇ ਮੁਕਾਬਲੇ ਪੇਂਟਿੰਗ ਇੱਕ ਵਿਸਤ੍ਰਿਤ ਮਿਆਦ ਲਈ ਨਹੀਂ ਚੱਲੇਗੀ।
ਬਲੈਕ-ਆਕਸਾਈਡ ਖਤਮ ਹੁੰਦਾ ਹੈ
ਇਹ ਲਾਜ਼ਮੀ ਤੌਰ 'ਤੇ ਮੈਗਨੇਟਾਈਟ (Fe3O4) ਦੀ ਇੱਕ ਸੂਖਮ ਪਰਤ ਹੈ ਜੋ ਧਾਗੇ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਕੋਟਿੰਗ ਕਰਦੀ ਹੈ।ਕਿਉਂਕਿ ਬਲੈਕ-ਆਕਸਾਈਡ ਕੋਟਿੰਗ ਦੀ ਮੋਟਾਈ ਮਾਮੂਲੀ ਹੈ, ਇਹ ਅਯਾਮੀ ਸਥਿਰਤਾ, ਡਿਜ਼ਾਈਨ ਮਾਪਦੰਡਾਂ, ਜਾਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਨਹੀਂ ਕਰਦੀ ਹੈ।ਬਲੈਕ ਆਕਸਾਈਡ ਨੂੰ ਖਤਮ ਕਰਨ ਲਈ, ਮਸ਼ੀਨੀ ਧਾਗੇ ਦੇ ਇੱਕ ਬੈਚ ਨੂੰ ਢੁਕਵੇਂ ਤਾਪਮਾਨ (130 ਤੋਂ 150 0C) 'ਤੇ ਖਾਰੀ ਨਮਕ ਦੇ ਘੋਲ ਵਿੱਚ ਡੁਬੋਇਆ ਜਾਂਦਾ ਹੈ।
ਥਰਿੱਡਾਂ ਦੀ ਬਲੈਕ-ਆਕਸਾਈਡ ਫਿਨਿਸ਼ਿੰਗ ਲਈ ਹੇਠਾਂ ਦਿੱਤੇ ਕਦਮ ਹਨ।
- 1. ਇੱਕ ਖਾਰੀ ਜਲਮਈ ਘੋਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ, ਥਰਿੱਡਾਂ ਨੂੰ ਸਾਫ਼ ਕਰੋ (ਬੈਚਾਂ ਵਿੱਚ)।
- 2. ਡਿਸਟਿਲ ਕੀਤੇ ਪਾਣੀ ਨਾਲ ਤੁਰੰਤ ਸਾਫ਼ ਕਰੋ ਕਿਉਂਕਿ ਖਾਰੀ ਘੋਲ ਧਾਗੇ ਦੀ ਸਤ੍ਹਾ ਨਾਲ ਪ੍ਰਤੀਕ੍ਰਿਆ ਕਰ ਸਕਦੇ ਹਨ ਅਤੇ ਪ੍ਰਾਇਮਰੀ ਸਤਹ ਨੂੰ ਖਤਮ ਕਰ ਸਕਦੇ ਹਨ।
- 3. ਐਸਿਡ ਦੀ ਸਫਾਈ ਨੂੰ ਬੇਅਸਰ ਕਰਨ ਲਈ ਦੁਬਾਰਾ ਪਾਣੀ ਨਾਲ ਸਾਫ਼ ਕਰੋ।
- 4. ਧਾਗੇ ਨੂੰ 5 ਤੋਂ 45 ਮਿੰਟਾਂ ਲਈ ਉਬਲਦੇ ਖਾਰੀ ਘੋਲ ਵਿੱਚ ਡੁਬੋ ਦਿਓ।
- 5. ਵਾਟਰ ਜੈੱਟ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਦਬਾਅ ਵਾਲੇ ਪਾਣੀ ਨਾਲ ਸਾਫ਼ ਕਰੋ ਅਤੇ ਸੁੱਕਣ ਲਈ ਪਾਸੇ ਰੱਖੋ।
- 6. ਧਾਗੇ ਦੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਸੁਹਜ ਦੀ ਅਪੀਲ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ, ਮੋਮ, ਤੇਲ, ਲਾਖ, ਜਾਂ ਹੋਰ ਸੈਕੰਡਰੀ ਪਰਤ ਸਮੱਗਰੀ ਨੂੰ ਲਾਗੂ ਕਰੋ।
- 7. ਹੁਣ ਥਰਿੱਡਾਂ ਦਾ ਬੈਚ ਨਿਸ਼ਾਨਾਬੱਧ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਤਿਆਰ ਹੈ।
ਸਿੱਟਾ
ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਨਿਰਮਾਣ ਵਿੱਚ ਇੱਕ ਜ਼ਰੂਰੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਇਸ ਲਈ, ਇੱਕ ਢੁਕਵੀਂ ਮਸ਼ੀਨਿੰਗ ਵਿਧੀ ਦੀ ਚੋਣ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹੈ.ਇਹ ਅੰਤ-ਵਰਤੋਂ ਐਪਲੀਕੇਸ਼ਨ, ਤਕਨੀਕੀ ਉਪਲਬਧਤਾ ਅਤੇ ਆਰਥਿਕ ਸੰਭਾਵਨਾ ਦੇ ਅਨੁਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।ਇਹ ਥੋੜਾ ਗੁੰਝਲਦਾਰ ਹੋ ਸਕਦਾ ਹੈ, ਪਰ ਇਸ ਨੂੰ ਨਜ਼ਰਅੰਦਾਜ਼ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ।
ਤੁਸੀਂ ਡਿਜ਼ਾਈਨ ਤੋਂ ਲੈ ਕੇ ਸਰਫੇਸ ਫਿਨਿਸ਼ਿੰਗ ਤੱਕ ਥ੍ਰੈਡਿੰਗ ਤਕਨੀਕਾਂ ਦੇ ਮਾਹਰਾਂ ਨਾਲ ਸਲਾਹ ਕਰ ਸਕਦੇ ਹੋ।ਸਾਡੇ ਕੋਲ ਇੰਜੀਨੀਅਰਾਂ ਦੀ ਇੱਕ ਤਜਰਬੇਕਾਰ ਟੀਮ ਹੈ ਜੋ ਥਰਿੱਡ ਨਿਰਮਾਣ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰੇਗੀ।ਅਸੀਂ ਸਾਰੀਆਂ ਤਕਨੀਕਾਂ ਤੋਂ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਸੇਵਾਵਾਂ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਾਂ, ਮਿਲਿੰਗ, ਲੇਥ ਮਸ਼ੀਨ ਨਾਲ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ, ਅਤੇ ਡਾਈ-ਕਟਿੰਗ, ਲਗਭਗ ਹਰ ਚੀਜ਼ ਜੋ ਤੁਹਾਨੂੰ ਧਾਗੇ ਬਾਰੇ ਚਾਹੀਦੀ ਹੈ।ਇਸ ਲਈ, ਜੇਕਰ ਤੁਹਾਨੂੰ ਕਿਸੇ ਸਬੰਧਤ ਸੇਵਾ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਸੰਕੋਚ ਨਾ ਕਰੋ ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ.
ਅਕਸਰ ਪੁੱਛੇ ਜਾਂਦੇ ਸਵਾਲ
ਮੈਨੂਫੈਕਚਰਿੰਗ ਵਿੱਚ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਮਹੱਤਵਪੂਰਨ ਕਿਉਂ ਹੈ?
ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਸਭ ਤੋਂ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਸਿੰਗਲ-ਪੀਸ ਨਿਰਮਾਣ ਵਿਧੀਆਂ ਵਿੱਚੋਂ ਇੱਕ ਹੈ।ਵੱਖ-ਵੱਖ ਵਿਧੀਆਂ ਅਤੇ ਉਤਪਾਦ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਜੋੜਨ ਲਈ ਥਰਿੱਡਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਇਹ ਬਹੁਤ ਹੀ ਸਿੱਧੀਆਂ ਬਣਤਰਾਂ ਦੇ ਨਾਲ ਕਈ ਹਿੱਸਿਆਂ ਦੇ ਜੋੜਾਂ ਅਤੇ ਕਨੈਕਸ਼ਨਾਂ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰਦਾ ਹੈ।
ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਲਈ ਪ੍ਰਸਿੱਧ ਤਕਨੀਕਾਂ ਕੀ ਹਨ?
ਮਿਲਿੰਗ, ਲੇਥ ਮਸ਼ੀਨ, ਅਤੇ ਡੀਜ਼ ਨਿਰਮਾਣ ਉਦਯੋਗ ਵਿੱਚ ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਲਈ ਸਭ ਤੋਂ ਪ੍ਰਸਿੱਧ ਅਤੇ ਪ੍ਰੈਕਟੀਕਲ ਤਕਨੀਕ ਹਨ।
ਥਰਿੱਡ ਮਸ਼ੀਨਿੰਗ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਤਕਨੀਕ ਕਿਹੜੀ ਹੈ?
ਇਹ ਵੱਖ-ਵੱਖ ਕਾਰਕਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ ਜਿਵੇਂ ਕਿ ਥ੍ਰੈੱਡਾਂ ਦਾ ਆਕਾਰ, ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੀ ਕਿਸਮ, ਤਕਨੀਕੀ ਉਪਲਬਧਤਾ, ਆਰਥਿਕ ਸੰਭਾਵਨਾ, ਅਤੇ ਸ਼ੁੱਧਤਾ ਦੀ ਲੋੜ।
ਕੀ ਥਰਿੱਡਾਂ ਲਈ ਸਤਹ ਦੀ ਸਮਾਪਤੀ ਮਹੱਤਵਪੂਰਨ ਹੈ?
ਹਾਂ, ਜੰਗਾਲ ਬਣਨ ਤੋਂ ਰੋਕਣ ਅਤੇ ਸੁਹਜ ਦੀ ਅਪੀਲ ਦੇ ਨਾਲ ਕੁਨੈਕਸ਼ਨਾਂ ਦੀ ਟਿਕਾਊਤਾ ਨੂੰ ਵਧਾਉਣ ਲਈ ਇਹ ਜ਼ਰੂਰੀ ਹੈ।
ਪੋਸਟ ਟਾਈਮ: ਜੂਨ-16-2022