ກະທູ້ເຄື່ອງຈັກ: ທຸກຢ່າງທີ່ເຈົ້າຕ້ອງການຮູ້
ອັບເດດລ່າສຸດ: 09/06 ເວລາ: 8 ນາທີ
ກະທູ້ແມ່ນອົງປະກອບທີ່ຕື່ມຊ່ອງຫວ່າງຂອງ fitting ແລະການເຊື່ອມຕໍ່ໃນການປະກອບຂອງພາກສ່ວນຕ່າງໆເພື່ອເພີ່ມປະສິດທິພາບຄວາມເຂັ້ມແຂງແລະຄວາມທົນທານຂອງຜະລິດຕະພັນສຸດທ້າຍໃນອຸດສາຫະກໍາການຜະລິດທົ່ວໂລກ, ເຊິ່ງແມ່ນອີງໃສ່ການເຊື່ອມໂຍງແລະ fitting ຂອງອົງປະກອບເພື່ອສ້າງຜະລິດຕະພັນສຸດທ້າຍ.
ກະທູ້ແມ່ນຂອບ helical ຢ່າງຕໍ່ເນື່ອງກ່ຽວກັບຫນ້າຮູບທໍ່ກົມແລະຮູບຈວຍທີ່ໃຊ້ສໍາລັບການເຊື່ອມໂລຫະແລະພາກສ່ວນຜະລິດຕະພັນ.ອີງຕາມຄໍາຮ້ອງສະຫມັກ, ກະທູ້ຖືກສ້າງຂື້ນຢູ່ດ້ານໃນຫຼືນອກ.ກະທູ້ທີ່ສ້າງຂຶ້ນໃນເປືອກນອກແມ່ນເປັນທີ່ຮູ້ຈັກເປັນກະທູ້ພາຍນອກ, ໃນຂະນະທີ່ກະທູ້ຢູ່ໃນຊັ້ນໃນແມ່ນເອີ້ນວ່າກະທູ້ພາຍໃນ.ສໍາລັບເຄື່ອງຈັກ, ສ່ວນໃຫຍ່ແມ່ນສາມວິທີການ, ໂຮງສີ, ເຄື່ອງຈັກ threading ດ້ວຍເຄື່ອງກลึง, ແລະການຕັດຕາຍ,
ປະເພດຂອງກະທູ້
ມີປະເພດຕ່າງໆຂອງ threads, ເຊັ່ນ: ກະທູ້ spaced, thread screw ເຄື່ອງ, Lag Screws, Self-tapping Screws, ON fasteners, Thread-forming Screws, ແລະປະເພດ U Screws.ໃນບັນດາ fasteners ON ເຫຼົ່ານີ້, ກະທູ້ spaced ແລະ thread screw ຂອງເຄື່ອງຈັກແມ່ນປະເພດທີ່ໃຊ້ທົ່ວໄປໃນອຸດສາຫະກໍາການຜະລິດ.ນອກຈາກນີ້, ອີງຕາມລະບົບ Unified Screw Thread System, ກະທູ້ NC (ຫຍາບ) ແລະ UNF (ລະອຽດ) ແມ່ນປະເພດກະທູ້ມາດຕະຖານ.
ທີ່ນີ້ໃຫ້ເຮົາປຶກສາຫາລືຫົວຂໍ້ພາຍໃນແລະພາຍນອກໂດຍຫຍໍ້.
ກະທູ້ພາຍໃນ
ກະທູ້ທີ່ໄຫຼອ້ອມພາຍໃນຕົວຍຶດ, ເຊັ່ນຫມາກແຫ້ງເປືອກແຂງ, ເອີ້ນວ່າ thread ພາຍໃນ.ເຄື່ອງຈັກກະທູ້ພາຍໃນ (ເພດຍິງ) ແມ່ນເຮັດດ້ວຍເຄື່ອງມືເຈາະຮູປາກດຽວ.ໃນທາງກົງກັນຂ້າມ, ບາງກະທູ້ພາຍໃນຖືກຕັດດ້ວຍເຄື່ອງມືພື້ນເມືອງທີ່ເອີ້ນວ່າ thread-tap.ກະທູ້ພາຍໃນຍອມຮັບ screw ແລະລັອກມັນຢູ່ໃນ workpiece ໄດ້.
ເລືອກເຄື່ອງມືທີ່ມີຂະຫນາດນາມທີ່ເຫມາະສົມສໍາລັບການເຄື່ອງຈັກໃນ thread ພາຍໃນແລະແກ້ໄຂເສັ້ນຜ່າສູນກາງຂອງຂຸມທີ່ທ່ານຈະສ້າງກະທູ້ຕໍ່ຄໍາຮ້ອງສະຫມັກສິ້ນສຸດການນໍາໃຊ້.
ໃນຂະນະທີ່ການຜະລິດກະທູ້ເຫຼົ່ານີ້ກັບເຄື່ອງຈັກ CNC, ກະທູ້ຕົວຈິງຕ້ອງຖືກໂຍກຍ້າຍອອກຈາກຮູບແຕ້ມ CAD, ປ່ອຍໃຫ້ພຽງແຕ່ເສັ້ນຜ່າສູນກາງ profile ທີ່ສໍາຄັນ.ໃຊ້ຄວາມກ່ຽວຂ້ອງທີ່ໃຫ້ມາເພື່ອຄິດໄລ່ເສັ້ນຜ່າກາງສໍາລັບການປາດຢາງ;
ເສັ້ນຜ່າສູນກາງຂອງຮູຫຼັກ = ເສັ້ນຜ່າສູນກາງທໍ່ - pitch thread
ຫຼື,
ເສັ້ນຜ່າສູນກາງຂອງທໍ່ = ເສັ້ນຜ່າສູນກາງຂອງຮູຫຼັກ + ເສັ້ນຜ່າສູນກາງຂອງກະທູ້.
ຊອກຫາຈຸດສູນກາງ ແລະເຈາະຮູຕາມເສັ້ນຜ່າສູນກາງຂອງຂຸມທີ່ຄິດໄລ່ໄວ້ກ່ອນໜ້ານີ້, ຈາກນັ້ນແຕະຂອບຂອງຂຸມດ້ວຍເຄື່ອງມືທໍ່ ແລະ ຝາອັດປາກມົດລູກດ້ວຍທໍ່ countersink 90 ອົງສາ.ໃນປັດຈຸບັນ rotate ເຂົ້າໄປໃນຂຸມຫຼັກເພື່ອສ້າງກະທູ້ຢ່າງຕໍ່ເນື່ອງ.
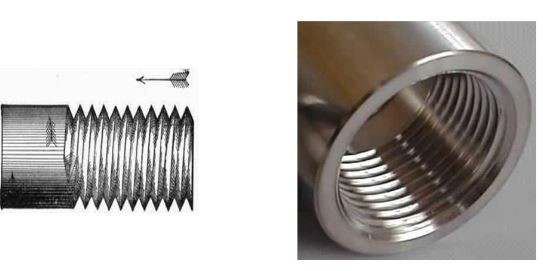
ກະທູ້ພາຍນອກ
ເສັ້ນໂຄ້ງຕາມທາງນອກຂອງ shaft ຂອງ fastener, ເຊັ່ນ: bolt.ເຄື່ອງກຶງເປັນເຄື່ອງທີ່ມີປະສິດທິພາບຫຼາຍ ແລະຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງສໍາລັບການຜະລິດກະທູ້ພາຍນອກໃນ workpieces.rod cylindrical ໃດທີ່ສາມາດຫັນເຂົ້າໄປໃນແມ່ນມີສິດທີ່ຈະສ້າງ profile thread ພາຍນອກ.ທ່ານສາມາດເລືອກເຄື່ອງມືໂດຍອີງໃສ່ຄວາມເລິກ pitch ທີ່ກໍານົດໄວ້.
ການຕັດກະທູ້ພາຍນອກຈະເລີ່ມຕົ້ນດ້ວຍການຕາຍກະທູ້ ( round-die) ແລະ clamping ກັບເຄື່ອງກັ່ນໄດ້.ທໍາອິດ, ຂອບຕ້ອງໄດ້ຖືກຍື່ນແລະ chamfer ຢູ່ 45 ອົງສາ.ໃນປັດຈຸບັນແຕະຂອບ workpiece ດ້ວຍເຄື່ອງມືຕັດກ່ອນທີ່ຈະຫມຸນມັນຕາມຄວາມຍາວຂອງມັນເພື່ອສ້າງເສັ້ນດ້າຍຢ່າງຕໍ່ເນື່ອງ.
ກະທູ້ພາຍໃນ ແລະ ພາຍນອກ
ຄໍາສັບໃນເຄື່ອງຈັກກະທູ້
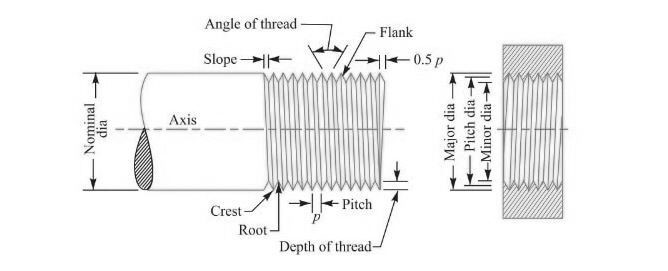
ຄໍາສັບໃນເຄື່ອງຈັກກະທູ້
ຮາກ:ສອງກະທູ້ທີ່ສາມາດປັບໄດ້ປະກອບເປັນພື້ນຜິວຮາບພຽງຫຼືມົນຢູ່ດ້ານລຸ່ມ, ຫຼືດ້ານລຸ່ມຂອງຮ່ອງ thread ແມ່ນເອີ້ນວ່າຮາກ.
ຍອດ:ດ້ານນອກຂອງກະທູ້ທີ່ປະກອບເປັນສອງດ້ານຂອງກະທູ້ (ສ່ວນທີ່ຄາດຄະເນຂອງກະທູ້)
ຂ້າງ:ພື້ນຜິວເຊື່ອມຕໍ່ຮາກຂອງ thread ແລະ crest ແລະເຮັດໃຫ້ການຕິດຕໍ່ກັບຄູ່ຮ່ວມງານຂອງຕົນ.
ມຸມກະທູ້:ມຸມແມ່ນສ້າງຕັ້ງຂຶ້ນໂດຍສອງ flanks ທີ່ຢູ່ຕິດກັນຂອງສອງ threads ໃນຍົນ axial ເອີ້ນວ່າມຸມ thread.
ຄວາມເລິກຂອງຢາງ:ໄລຍະຫ່າງທາງແກນລະຫວ່າງ crest ແລະຮາກແມ່ນເປັນທີ່ຮູ້ຈັກເປັນຄວາມເລິກຂອງ thread.
ລະດັບສຽງ:ໄລຍະຫ່າງລະຫວ່າງສອງກະທູ້ທີ່ຄືກັນ
ມຸມ Helix:ມຸມລະຫວ່າງ helix ຂອງ thread ແລະເສັ້ນທີ່ປົກກະຕິກັບແກນຂອງການຫມຸນ
ເສັ້ນຜ່າສູນກາງຕົ້ນຕໍ:ເສັ້ນຜ່າສູນກາງຂອງກະບອກແກນຮ່ວມທີ່ສົມມຸດຕິຖານທີ່ສໍາຜັດກັບ crest ຂອງ thread ພາຍນອກ (ຫຼືຮາກຫຼື thread ພາຍໃນ)
ເສັ້ນຜ່າສູນກາງເລັກນ້ອຍ: ເສັ້ນຜ່າສູນກາງຂອງກະບອກຮ່ວມແກນສົມມຸດຕິຖານທີ່ສໍາຜັດກັບຮາກຂອງ thread ພາຍນອກ (ຫຼື crest ຂອງ thread ພາຍໃນ)
ເສັ້ນຜ່າສູນກາງຈຸດ:ສະເລ່ຍຂອງເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນແລະເລັກນ້ອຍ
ວິທີການຕັດເສັ້ນດ້າຍເຄື່ອງຈັກ
ການຕັດກະທູ້ເຮັດໃຫ້ມັນງ່າຍຕໍ່ການສ້າງການເຊື່ອມຕໍ່ screwed ກ່ຽວກັບອົງປະກອບ.ຖ້າທ່ານຕັດກະທູ້ພາຍໃນ, ໃຫ້ແນ່ໃຈວ່າມັນສາມາດໃສ່ແລະລັອກຄູ່ຮ່ວມງານຂອງມັນໃນຂະນະທີ່ເຊື່ອມຕໍ່.
ການເລືອກວິທີການທີ່ດີທີ່ສຸດສໍາລັບການຕັດ thread ແມ່ນສໍາຄັນ;ປັດໃຈຈໍານວນຫຼາຍຕ້ອງໄດ້ຮັບການພິຈາລະນາ, ເຊັ່ນ: ເຕັກນິກ, ເສດຖະກິດ, ການບໍລິໂພກເວລາ, ຄວາມຖືກຕ້ອງ, ແລະຄວາມພ້ອມຂອງເຄື່ອງມື.
1. ໂຮງສີ
ໂຮງສີສາມາດໃຊ້ເພື່ອຕັດກະທູ້ທັງພາຍໃນ ແລະ ພາຍນອກ.ມັນໃຊ້ການເຄື່ອນໄຫວວົງວຽນຂອງເຄື່ອງມື threading ເພື່ອຜະລິດ thread ໃນວົງກົມດຽວຂອງການເຄື່ອນໄຫວຂ້າງ.ວິທີການນີ້ຖືກນໍາໃຊ້ສໍາລັບການຕັດກະທູ້ຂອງຂະຫນາດຕ່າງໆ, ແຕ່ວ່າມັນແມ່ນເຫມາະສົມທີ່ສຸດສໍາລັບຮູທີ່ໃຫຍ່ກວ່າ.ກະທູ້ທີ່ເຮັດດ້ວຍເຄື່ອງຈັກ milling ສ້າງ aການສໍາເລັດຮູບດ້ານສູງແລະຄວາມສອດຄ່ອງຂອງມິຕິລະດັບທີ່ຊັດເຈນ.

ເຄື່ອງຈັກຂັດດ້ວຍເຄື່ອງໂມ້
ໃນ milling thread, ມີສອງປະເພດຂອງເຄື່ອງມືປະສິດທິພາບແລະເປັນທີ່ນິຍົມ: carbide ແຂງແລະດັດສະນີ.ແຂ້ວຕັດຂອງເຄື່ອງມືເຫຼົ່ານີ້ແມ່ນຂະໜານກັນຫຼາຍກວ່າການຕັ້ງ helically ຄືກັບທໍ່ທໍ່.ເຄື່ອງຈັກມີແຂ້ວເລ່ືອຍຫຼາຍເສັ້ນຕັດເສັ້ນດ້າຍໃຫ້ເລິກລົງໃນຮູຮອບດຽວ.ເນື່ອງຈາກວ່າເຄື່ອງມືທີ່ສາມາດດັດສະນີໄດ້ໂດຍທົ່ວໄປແມ່ນບໍ່ເຫມາະສົມສໍາລັບຂຸມທີ່ມີເສັ້ນຜ່າກາງຫນ້ອຍກວ່າ 0.625 ນິ້ວ, ເຄື່ອງມື carbide ຕົ້ນຕໍແມ່ນໃຊ້ສໍາລັບຂະຫນາດຂຸມຂະຫນາດນ້ອຍກວ່າ;ຢ່າງໃດກໍຕາມ, threading ກັບເຄື່ອງມືນີ້ແມ່ນມີລາຄາແພງບາງຖ້າຫາກວ່າຄວາມແມ່ນຍໍາສູງແມ່ນບໍ່ຈໍາເປັນ.ເຄື່ອງມືທີ່ສາມາດດັດສະນີໄດ້ມີຄ່າໃຊ້ຈ່າຍຫນ້ອຍເພາະວ່າທ່ານພຽງແຕ່ຕ້ອງການປ່ຽນເຄື່ອງຕັດຫຼັງຈາກຊື້ຫນຶ່ງ.
ມີຜົນປະໂຫຍດຈໍານວນຫລາຍໃນການນໍາໃຊ້ການຂັດເສັ້ນດ້າຍ.ບໍ່ຄືກັບການປາດຢາງ, ເຊິ່ງສາມາດແກ້ໄຂຄວາມຫລາກຫລາຍຂອງເສັ້ນຜ່າສູນກາງດ້ວຍເຄື່ອງມືດຽວ, ການປາດຢາງສາມາດຈັດການກັບເສັ້ນຜ່າສູນກາງຄົງທີ່ດ້ວຍເຄື່ອງມືດຽວ, ແລະການປາດຢາງທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ກໍ່ມີລາຄາແພງ.
2. ເຄື່ອງຈັກກະທູ້ດ້ວຍເຄື່ອງກຶງ
ເຄື່ອງມືຫັນຈຸດດຽວທີ່ມີຊ່ອງໃສ່ carbide ແມ່ນໃຊ້ສໍາລັບການຕັດນີ້.ກ່ອນທີ່ຈະດໍາເນີນການຕັດ, ການຄິດໄລ່ບາງຢ່າງຈໍາເປັນຕ້ອງຕັດເສັ້ນດ້າຍດ້ວຍເຄື່ອງກຶງ, ເຊັ່ນ: pitch, ນໍາ, ຄວາມເລິກ, ແລະເສັ້ນຜ່າສູນກາງທີ່ສໍາຄັນແລະເລັກນ້ອຍ.
ດ້າມຈັບທໍ່ແມ່ນວິທີທີ່ມີປະສິດທິພາບທີ່ສຸດສໍາລັບການປາດດ້ວຍເຄື່ອງກຶງ.ຢ່າງໃດກໍ່ຕາມ, ຊິ້ນວຽກທໍາອິດຕ້ອງໄດ້ຮັບການຍຶດເຂົ້າໄປໃນ chuck.
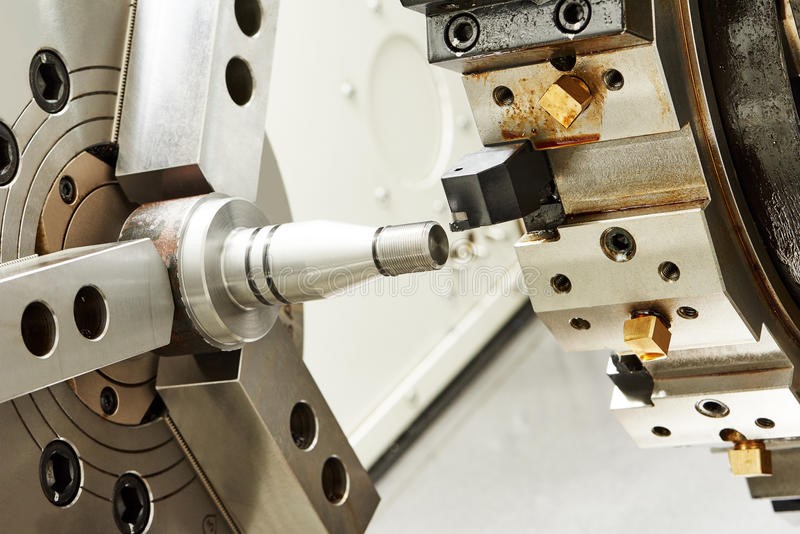
ເຄື່ອງຈັກກະທູ້ດ້ວຍເຄື່ອງກຶງ
· ກຳນົດເສັ້ນດ້າຍ ແລະ ຄວາມສູງເປັນຈຸດໃຈກາງຂອງເຄື່ອງກຶງ.ບິດເຄື່ອງມືຄວນຈະຢູ່ໃນມຸມຂວາຂອງ workpiece ໄດ້.
· ເອົາເຄື່ອງມືເປັນກະທູ້ເຂົ້າໃກ້ກັບ workpiece ໄດ້.
· ໃນປັດຈຸບັນ, ຍ້າຍ handle ໄດ້.ສໍາລັບຕົວຢ່າງ, ຖ້າທ່ານຕ້ອງການສ້າງກະທູ້ທີ່ມີ pitch ຂອງ 1 ມມ, ເຄື່ອງມື threading ຕ້ອງຍ້າຍໄລຍະຫ່າງຂອງ 1 ມມຍ້ອນວ່າ workpiece ສໍາເລັດການປະຕິວັດຫນຶ່ງ.ດັ່ງນັ້ນ, ດໍາເນີນການຕາມຄວາມເຫມາະສົມ.
3. ຕັດຕາຍ

ການຕັດສິ້ນຂອງກະທູ້
ມັນເປັນວິທີການຕັດກະທູ້ທີ່ກົງໄປກົງມາແລະລາຄາຖືກທີ່ສາມາດນໍາໃຊ້ໃນການຜະລິດຈໍານວນຫລາຍທີ່ບໍ່ຈໍາເປັນຕ້ອງມີຄວາມຖືກຕ້ອງແລະຄຸນນະພາບສູງ.Threading dies ສ້າງ thread ພາຍນອກທີ່ເຫມາະສົມກັບຄູ່ຮ່ວມງານຂອງ thread ພາຍໃນຂອງຕົນ.
ກ່ອນທີ່ຈະດໍາເນີນການຕັດ thread ດ້ວຍການຕາຍ, ດ້ານທ້າຍທໍາອິດຂອງ workpiece ຕ້ອງໄດ້ຮັບການ chamfered ຢູ່ທີ່ 45 ອົງສາ, ເຊິ່ງສາມາດເຮັດໄດ້ດ້ວຍເຄື່ອງຈັກຫຼືມື.ຈາກນັ້ນ, ກະລຸນາເລືອກເສັ້ນຜ່າສູນກາງທີ່ເໝາະສົມ ແລະ ມັດໃຫ້ແໜ້ນໃນບ່ອນຕາຍ ຫຼັງຈາກວາງສາຍຕາຍຢູ່ດ້ານຂ້າງ, ເຊິ່ງສາມາດຫມຸນໄດ້ງ່າຍຕາມຄວາມຍາວເພື່ອສ້າງກະທູ້.
ການຕາຍ threading ຍັງຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາໂລຫະແລະການຜະລິດເພື່ອສ້ອມແປງກະທູ້ໃນຮູຂັດຫຼື bolts.ກະທູ້ທີ່ເຮັດດ້ວຍຕາຍຈະເພີ່ມຄວາມເຂັ້ມແຂງແລະຄວາມທົນທານໃນຂະນະທີ່ຫຼຸດລົງຄ່າໃຊ້ຈ່າຍຂອງວັດສະດຸເພາະວ່າການຕົກຄ້າງຂອງໂລຫະຫນ້ອຍແມ່ນສູນເສຍໃນລະຫວ່າງຂະບວນການ.
ຄໍາແນະນໍາການອອກແບບທີ່ສໍາຄັນ
· ໃຫ້ແນ່ໃຈວ່າພື້ນຜິວຂອງ workpiece ແມ່ນເປັນເອກະພາບຕະຫຼອດຄວາມຍາວຂອງມັນກ່ອນທີ່ຈະດໍາເນີນການຕັດ.
· ເພື່ອເຮັດໃຫ້ກະທູ້ພາຍນອກ, chamfer ດ້ານຂ້າງໃນມຸມ 45 ອົງສາກ່ອນທີ່ຈະຕັດ.ຕ້ອງໃຊ້ countersink ໃນຕອນທ້າຍຂອງກະທູ້ພາຍໃນ.
· ຖ້າບໍ່ມີຄວາມຕ້ອງການສະເພາະສໍາລັບຄໍາຮ້ອງສະຫມັກໃນອະນາຄົດ, ມັນດີກວ່າທີ່ຈະອອກແບບກະທູ້ທີ່ມີຄວາມສູງຕ່ໍາແລະຂະຫນາດມາດຕະຖານ.
· ຄວາມຫນາຂອງກະທູ້ຄວນໄດ້ຮັບການເລືອກເພື່ອໃຫ້ມັນສາມາດທົນທານຕໍ່ຄວາມກົດດັນໃນຂະນະທີ່ການເຊື່ອມ.
ການສໍາເລັດຮູບພື້ນຜິວສໍາລັບກະທູ້

ກະທູ້ທີ່ມີພື້ນຜິວສໍາເລັດຮູບ
ຫຼັງຈາກສໍາເລັດດ້ວຍເຄື່ອງຈັກ, ການສໍາເລັດຮູບຂອງກະທູ້ແມ່ນສໍາຄັນສໍາລັບເຫດຜົນດ້ານຄວາມງາມ, ປັບປຸງການເຮັດວຽກໂດຍລວມຂອງຜະລິດຕະພັນ, ແລະຍືດອາຍຸຂອງມັນ.ນອກຈາກນັ້ນ, ມັນເປັນວິທີທີ່ດີທີ່ສຸດເພື່ອປ້ອງກັນການກັດກ່ອນແລະການເຊື່ອມໂຊມຂອງຫນ້າດິນແລະດັ່ງນັ້ນຈຶ່ງຫຼີກເວັ້ນການລົ້ມເຫຼວຂອງການເຊື່ອມໂລຫະກົນຈັກ.
ທາສີ ແລະດຳ-ອອກໄຊການສໍາເລັດຮູບແມ່ນສອງວິທີທີ່ມີປະສິດທິພາບສໍາລັບການສໍາເລັດຮູບດ້ານຂອງກະທູ້.ຢ່າງໃດກໍ່ຕາມ, ການແຕ້ມຮູບຈະບໍ່ຢູ່ໃນໄລຍະເວລາທີ່ຍາວນານເມື່ອທຽບກັບການສໍາເລັດຮູບອອກໄຊສີດໍາ.
Black-oxide ສໍາເລັດຮູບ
ມັນເປັນສິ່ງຈໍາເປັນເປັນຊັ້ນກ້ອງຈຸລະທັດຂອງ magnetite (Fe3O4) ເຄືອບດ້ານຂອງ thread.ເນື່ອງຈາກວ່າຄວາມຫນາຂອງການເຄືອບສີດໍາ-oxide ແມ່ນບໍ່ສໍາຄັນ, ມັນບໍ່ມີຜົນກະທົບຄວາມຫມັ້ນຄົງຂອງມິຕິລະດັບ, ຕົວກໍານົດການການອອກແບບ, ຫຼືຄຸນສົມບັດ.ສໍາລັບການສໍາເລັດຮູບອອກໄຊສີດໍາ, batch ຂອງກະທູ້ເຄື່ອງຈັກແມ່ນ immersed ໃນການແກ້ໄຂເກືອເປັນດ່າງໃນອຸນຫະພູມທີ່ເຫມາະສົມ (130 ຫາ 150 0C).
ຕໍ່ໄປນີ້ແມ່ນຂັ້ນຕອນທີ່ຈະປະຕິບັດຕາມສໍາລັບການສໍາເລັດຮູບສີດໍາ-oxide ຂອງກະທູ້.
- 1. ການນໍາໃຊ້ການແກ້ໄຂ aqueous ເປັນດ່າງ, ເຮັດຄວາມສະອາດກະທູ້ (ໃນ batches).
- 2. ເຮັດຄວາມສະອາດທັນທີດ້ວຍນ້ໍາກັ່ນເພາະວ່າການແກ້ໄຂທີ່ເປັນດ່າງສາມາດເຮັດປະຕິກິລິຍາກັບຫນ້າດິນຂອງເສັ້ນດ້າຍແລະທໍາລາຍການສໍາເລັດຮູບເບື້ອງຕົ້ນ.
- 3. ເຮັດຄວາມສະອາດດ້ວຍນ້ໍາອີກເທື່ອຫນຶ່ງເພື່ອ neutralize ການຊໍາລະລ້າງອາຊິດ.
- 4. ເອົາກະທູ້ເຂົ້າໄປໃນນ້ໍາຕົ້ມເປັນດ່າງສໍາລັບ 5 ຫາ 45 ນາທີ.
- 5. ໃຊ້ເຄື່ອງປັ່ນນ້ຳ, ລ້າງດ້ວຍນ້ຳກົດດັນໃຫ້ສະອາດ ແລ້ວປະໄວ້ໃຫ້ແຫ້ງ.
- 6. ເພື່ອປັບປຸງການຕໍ່ຕ້ານ corrosion ແລະຄວາມງາມຂອງກະທູ້, ນໍາໃຊ້ຂີ້ເຜີ້ງ, ນ້ໍາມັນ, lacquer, ຫຼືອຸປະກອນການເຄືອບຮອງອື່ນໆ.
- 7. ໃນປັດຈຸບັນ batch ຂອງກະທູ້ແມ່ນກຽມພ້ອມສໍາລັບຄໍາຮ້ອງສະຫມັກເປົ້າຫມາຍ.
ສະຫຼຸບ
ເຄື່ອງຈັກກະທູ້ແມ່ນຂະບວນການທີ່ ຈຳ ເປັນໃນການຜະລິດ.ດັ່ງນັ້ນ, ການເລືອກວິທີການເຄື່ອງຈັກທີ່ເຫມາະສົມແມ່ນມີຄວາມສໍາຄັນຫຼາຍ.ມັນຄວນຈະເປັນໄປຕາມຄໍາຮ້ອງສະຫມັກການນໍາໃຊ້ທີ່ສຸດ, ມີດ້ານວິຊາການ, ແລະຄວາມເປັນໄປໄດ້ທາງດ້ານເສດຖະກິດ.ມັນອາດຈະສັບສົນເລັກນ້ອຍ, ແຕ່ມັນບໍ່ສາມາດຖືກລະເລີຍ.
ທ່ານສາມາດປຶກສາຫາລືກັບຜູ້ຊ່ຽວຊານໃນເຕັກນິກການ threading ຈາກການອອກແບບເພື່ອສໍາເລັດຮູບພື້ນຜິວ.ພວກເຮົາມີທີມງານວິສະວະກອນທີ່ມີປະສົບການທີ່ຈະຊ່ວຍທ່ານໃນການຜະລິດ thread.ພວກເຮົາສະຫນອງການບໍລິການເຄື່ອງຈັກຈາກເຕັກນິກການທັງຫມົດ, Milling, ການຜະລິດເສັ້ນດ້ວຍເຄື່ອງກັ່ນ, ແລະການຕັດ, ເກືອບທຸກສິ່ງທຸກຢ່າງທີ່ທ່ານຕ້ອງການກ່ຽວກັບກະທູ້.ດັ່ງນັ້ນ, ຖ້າທ່ານຕ້ອງການບໍລິການທີ່ກ່ຽວຂ້ອງ, ກະລຸນາຢ່າລັງເລທີ່ຈະ ຕິດຕໍ່ພວກເຮົາ.
FAQs
ເປັນຫຍັງເຄື່ອງຈັກກະທູ້ຈຶ່ງມີຄວາມສຳຄັນໃນການຜະລິດ?
ເຄື່ອງຈັກກະທູ້ແມ່ນຫນຶ່ງໃນວິທີການຜະລິດຊິ້ນດຽວທີ່ມີປະສິດທິພາບທີ່ສຸດ.ກະທູ້ແມ່ນຈໍາເປັນເພື່ອເຊື່ອມຕໍ່ກົນໄກຕ່າງໆແລະສ່ວນຜະລິດຕະພັນ.ມັນເສີມສ້າງຂໍ້ຕໍ່ແລະການເຊື່ອມຕໍ່ຂອງອົງປະກອບທີ່ຫຼາກຫຼາຍດ້ວຍໂຄງສ້າງທີ່ກົງໄປກົງມາຫຼາຍ.
ເຕັກນິກທີ່ນິຍົມສໍາລັບການເຄື່ອງຈັກກະທູ້ແມ່ນຫຍັງ?
ເຄື່ອງຈັກ, ເຄື່ອງກັ່ນ, ແລະເຄື່ອງຕາຍແມ່ນເຕັກນິກທີ່ນິຍົມແລະປະຕິບັດໄດ້ຫຼາຍທີ່ສຸດສໍາລັບການເຄື່ອງຈັກເສັ້ນດ້າຍໃນອຸດສາຫະກໍາການຜະລິດ.
ອັນໃດແມ່ນເຕັກນິກທີ່ດີທີ່ສຸດສໍາລັບການເຄື່ອງຈັກ thread?
ມັນຂຶ້ນກັບປັດໃຈຕ່າງໆເຊັ່ນ: ຂະຫນາດຂອງກະທູ້, ປະເພດຂອງຄໍາຮ້ອງສະຫມັກ, ຄວາມພ້ອມດ້ານວິຊາການ, ຄວາມເປັນໄປໄດ້ທາງດ້ານເສດຖະກິດ, ແລະຄວາມຕ້ອງການຂອງຄວາມຖືກຕ້ອງ.
ການສໍາເລັດຮູບດ້ານແມ່ນສໍາຄັນສໍາລັບກະທູ້ບໍ?
ແມ່ນແລ້ວ, ມັນເປັນສິ່ງຈໍາເປັນເພື່ອປ້ອງກັນການສ້າງ rust ແລະເພີ່ມຄວາມທົນທານຂອງການເຊື່ອມຕໍ່ພ້ອມກັບການອຸທອນກ່ຽວກັບຄວາມງາມ.
ເວລາປະກາດ: 16-06-2022