Schroefdraad bewerken: alles wat u moet weten
Laatste update:09/06 Tijd om te lezen: 8 minuten
Schroefdraden zijn de componenten die het gat van montage en verbinding in de assemblage van onderdelen opvullen om de sterkte en duurzaamheid van eindproducten in de wereldwijde productie-industrie te optimaliseren, die sterk afhankelijk is van de koppeling en montage van componenten om de eindproducten te creëren.
Schroefdraden zijn doorlopende spiraalvormige randen op cilindrische en conische oppervlakken die worden gebruikt voor mechanische koppeling en koppeling van productonderdelen.Afhankelijk van de toepassing worden draden op het binnen- of buitenoppervlak gemaakt.De draden die op de buitenschaal zijn gevormd, worden externe draden genoemd, terwijl draden in een binnenoppervlak interne draden worden genoemd.Voor de bewerking zijn er hoofdzakelijk drie benaderingen, Frezen, draadbewerking met een draaibank, en stansen,
Soorten draden
Er zijn verschillende soorten schroefdraden, zoals schroefdraden met tussenruimte, machineschroefdraden, vertragingsschroeven, zelftappende schroeven, ON-bevestigingsmiddelen, draadvormende schroeven en type U-schroeven.Onder deze ON-bevestigingsmiddelen zijn schroefdraad met tussenruimte en machineschroefdraden veelgebruikte typen in de maakindustrie.Ook zijn volgens het Unified Screw Thread System NC (grof) en UNF (Fijn) schroefdraad de standaard schroefdraadcategorieën.
Laten we hier de interne en externe threads in het kort bespreken.
Interne draden
Een draad die rond de bevestiger stroomt, zoals een moer, wordt de interne draad genoemd.Bewerking van inwendige schroefdraad (vrouwelijk) wordt gedaan met een specifiek draadsnijgereedschap met één lip.Sommige interne schroefdraden worden daarentegen gesneden met een traditioneel gereedschap dat bekend staat als een draadtap.Interne schroefdraad accepteert de schroef en vergrendelt deze in het werkstuk.
Selecteer het gereedschap met de juiste nominale maat voor het bewerken van inwendige schroefdraad en leg de gatdiameter vast waar u de schroefdraad gaat maken per eindgebruikstoepassing.
Tijdens het vervaardigen van deze draden metCNC-bewerking, moeten de eigenlijke schroefdraden uit de CAD-tekening worden verwijderd, zodat alleen het profiel met de grootste diameter overblijft.Gebruik de gegeven relatie om de diameter voor tappen te berekenen;
Diameter kerngat = Tapdiameter – Draadspoed
Of,
Tapdiameter = kerngatdiameter + schroefdraadspoed.
Zoek het midden en boor het gat als de eerder berekende diameter van het kerngat, tik vervolgens op de rand van het gat met een tapgereedschap en maak een afschuining met een verzinkboor van 90 graden.Draai nu in het kerngat om de doorlopende draden te maken.
Externe draden
Een draad buigt langs de buitenkant van de schacht van het bevestigingsmiddel, zoals een bout.De draaibank is een zeer effectieve en veel gebruikte machine voor het maken van uitwendige schroefdraad op werkstukken.Elke cilindrische staaf die naar binnen kan worden gedraaid, komt in aanmerking om externe schroefdraadprofielen te maken.U kunt het gereedschap selecteren op basis van de gewenste steekdiepte.
Uitwendig draadsnijden begint met de draadsnijmatrijs (ronde matrijs) en klemmen op de draaimachine.De randen moeten eerst worden gevijld en afgeschuind op 45 graden.Raak nu de rand van het werkstuk aan met een snijgereedschap voordat u het over de lengte ronddraait om een doorlopende schroefdraad te creëren.
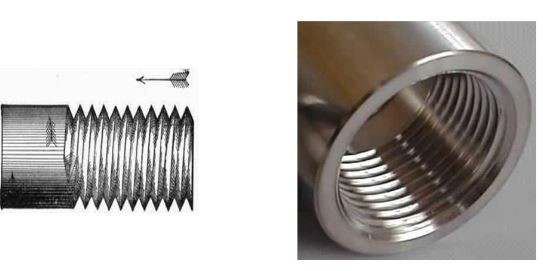
Interne en externe schroefdraad
Terminologie in schroefdraadbewerking
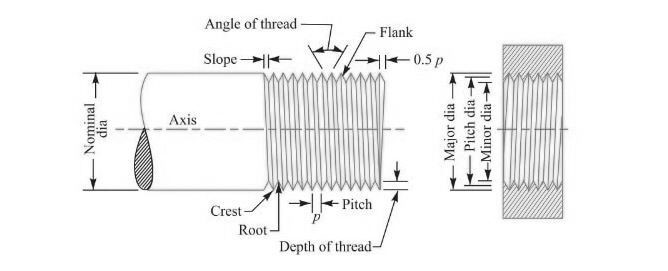
Terminologie bij het bewerken van schroefdraad
Wortel:Twee verstelbare schroefdraden vormen een plat of afgerond oppervlak aan de onderkant, of het onderkant van de schroefdraadgroef staat bekend als de wortel.
Kam:Het buitenste oppervlak van de draden die worden gevormd door twee zijden van een draad (uitstekend deel van de draad)
Flank:Het oppervlak verbindt de wortel en top van een draad en maakt contact met zijn tegenhanger.
Draadhoek:Hoek wordt gevormd door twee aangrenzende flanken van twee schroefdraden in het axiale vlak dat schroefdraadhoek wordt genoemd.
Profieldiepte:De axiale afstand tussen de top en de wortel staat bekend als schroefdraaddiepte.
Toonhoogte:Afstand tussen de twee identieke draden
Helix hoek:Hoek tussen de schroeflijn van de schroefdraad en een lijn die loodrecht staat op de rotatieas
Grote diameter:Diameter van de denkbeeldige coaxiale cilinder die de top van de uitwendige schroefdraad raakt (of wortel of de inwendige schroefdraad)
Kleine diameter: Diameter van de denkbeeldige coaxiale cilinder die de wortel van de uitwendige schroefdraad raakt (of top van de inwendige schroefdraad)
Hoogtediameter:het gemiddelde van de grote en kleine diameter
Methoden voor het snijden van een machinale schroefdraad
Draadsnijden maakt het gemakkelijker om schroefverbindingen op componenten te maken.Als u de interne schroefdraad afsnijdt, zorg er dan voor dat deze zijn tegenhanger kan inbrengen en vergrendelen tijdens het maken van de verbinding.
Het kiezen van de beste aanpak voor draadsnijden is van cruciaal belang;er moet rekening worden gehouden met veel factoren, zoals technische aspecten, economie, tijdsbesteding, nauwkeurigheid en beschikbaarheid van gereedschappen.
1. Frezen
Frezenkan worden gebruikt om schroefdraad te snijden op zowel interne als externe schroefdraad.Het maakt gebruik van de cirkelvormige beweging van draadsnijgereedschappen om draad te produceren in een enkele cirkel van zijwaartse beweging.Deze benadering wordt gebruikt voor het snijden van schroefdraad van verschillende afmetingen, maar is het meest geschikt voor grotere gaten.Schroefdraden gemaakt met freesbewerking creëren eenhoge oppervlakteafwerkingen nauwkeurige dimensionale consistentie.

Draadbewerking met frezen
Bij draadfrezen zijn er twee soorten effectieve en populaire gereedschappen: volhardmetaal en indexeerbaar.De snijtanden van deze gereedschappen zijn parallel in plaats van spiraalvormig opgesteld zoals bij een kraan.Draadmachines met meerdere tanden snijden de draad tot in de diepere lagen in een enkelvoudig ronddraaiend gat.Omdat indexeerbare gereedschappen over het algemeen niet geschikt zijn voor gaten met een diameter van minder dan 0,625 inch, worden hardmetalen gereedschappen voornamelijk gebruikt voor kleinere gaten;draadsnijden met dit gereedschap is echter enigszins duur als geen hoge precisie vereist is.Een wisselplaat is goedkoper omdat je de frees pas na aankoop hoeft te vervangen.
Het gebruik van draadfrezen heeft tal van voordelen.In tegenstelling tot tappen, waarbij met één stuk gereedschap verschillende diameters kunnen worden gebruikt, kan tappen alleen een vaste diameter aan met één stuk gereedschap, en tappen met een grotere diameter zijn ook duur.
2. Dradenbewerking met draaibank
Voor dit snijden wordt een enkelpunts draaigereedschap met een hardmetalen wisselplaat gebruikt.Voordat u verder gaat met snijden, zijn er enkele berekeningen nodig om de draad met de draaimachine te snijden, zoals spoed, spoed, diepte en grote en kleine diameter.
De taphendel is de meest effectieve methode om te tappen met een draaibank.Het werkstuk moet echter eerst in de klauwplaat worden geklemd.
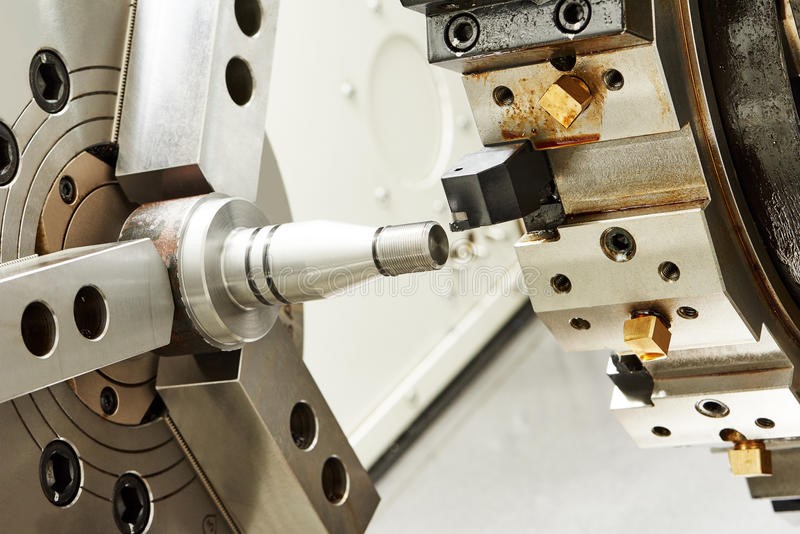
Draadbewerking met draaibank
· Stel de draadbit en hoogte in op het middelpunt van de draaibank.Het gereedschapsbit moet in de juiste hoek van het werkstuk staan.
· Breng het draadsnijgereedschap dichter bij het werkstuk.
· Verplaats nu de hendel.Als u bijvoorbeeld schroefdraad wilt genereren met een spoed van 1 mm, moet het draadsnijgereedschap een afstand van 1 mm afleggen terwijl het werkstuk één omwenteling voltooit.Ga dus dienovereenkomstig te werk.
3. Stansen

Stansen van draden
Het is een eenvoudige en goedkope manier van draadsnijden die kan worden gebruikt voor massaproductie die geen hoge mate van nauwkeurigheid en kwaliteit vereist.Draadsnijmessen creëren een externe schroefdraad die compatibel is met zijn tegenhanger met interne schroefdraad.
Alvorens verder te gaan met het draadsnijden met de matrijs, moet de eerste eindzijde van het werkstuk onder een hoek van 45 graden worden afgeschuind, wat machinaal of met de hand kan worden gedaan.Kies vervolgens de matrijs met de juiste diameter en draai deze vast in een matrijs nadat u de matrijzen op de eindzijde hebt geplaatst, die gemakkelijk over de lengte kan worden gedraaid om de schroefdraad te maken.
Draadsnijstempels worden ook veel gebruikt in de metaalverwerkende en productie-industrie om schroefdraad in geschrobde gaten of bouten te repareren.Draden gemaakt met matrijzen verhogen de sterkte en duurzaamheid terwijl de materiaalkosten worden verlaagd omdat er tijdens het proces minder metaalresten worden verspild.
Belangrijke ontwerptips
· Zorg ervoor dat het oppervlak van het werkstuk over de gehele lengte gelijk is voordat u verder gaat met zagen.
· Om uitwendige schroefdraad te maken, moet u de kopse zijde afschuinen in een hoek van 45 graden voordat u gaat snijden.Aan het einde van een binnendraad is een verzinkboor vereist.
· Als er geen specifieke vereisten zijn voor toekomstige toepassingen, verdient het de voorkeur om schroefdraad te ontwerpen met een lagere hoogte en standaardmaat.
· De draaddikte moet zo worden gekozen dat deze bestand is tegen druk tijdens het koppelen.
Oppervlakteafwerking voor schroefdraad

Draden met oppervlakteafwerking
Nadat de bewerking is voltooid, is de oppervlakteafwerking van de schroefdraad om esthetische redenen cruciaal, verbetert de algehele functionaliteit van het product en verlengt de levensduur.Bovendien is het de beste manier om corrosie en oppervlaktedegradatie te voorkomen en zo het falen van de mechanische koppeling te voorkomen.
Schilderen enzwarte oxideafwerking zijn de twee effectieve methoden voor de oppervlakteafwerking van de draden.Het schilderij gaat echter niet lang mee in vergelijking met zwarte oxideafwerkingen.
Zwart-oxide afwerkingen
Het is in wezen een microscopische laag magnetiet (Fe3O4) die het oppervlak van de draad bedekt.Omdat de dikte van de zwarte-oxidecoating onbeduidend is, heeft deze geen invloed op de maatvastheid, ontwerpparameters of eigenschappen.Voor de zwarte oxide-afwerkingen wordt een batch machinaal bewerkte draden ondergedompeld in een alkalische zoutoplossing bij de juiste temperatuur (130 tot 150 °C).
Hieronder volgen de te volgen stappen voor het zwartoxide afwerken van draden.
- 1. Reinig de draden met een alkalische waterige oplossing (in batches).
- 2. Onmiddellijk reinigen met gedestilleerd water omdat alkalische oplossingen kunnen reageren met het schroefdraadoppervlak en de primaire oppervlakteafwerking kunnen aantasten.
- 3. Reinig opnieuw met water om de zure reiniging te neutraliseren.
- 4. Dompel de draden gedurende 5 tot 45 minuten onder in een kokende alkalische oplossing.
- 5. Met een waterstraal reinigen met water onder druk en opzij zetten om te drogen.
- 6. Breng was, olie, lak of andere secundaire coatingmaterialen aan om de corrosieweerstand en esthetische aantrekkingskracht van de schroefdraad te verbeteren.
- 7. Nu is de batch threads klaar voor de beoogde toepassingen.
Conclusie
Draadbewerking is een essentieel proces in de productie.Daarom is de keuze van een geschikte bewerkingsmethode zeer kritisch.Het moet in overeenstemming zijn met de eindgebruikstoepassing, technische beschikbaarheid en economische haalbaarheid.Het is misschien een beetje ingewikkeld, maar het kan niet worden verwaarloosd.
U kunt experts raadplegen in draadsnijtechnieken, van ontwerp tot oppervlakteafwerking.We hebben een ervaren team van ingenieurs die u zullen helpen bij de productie van schroefdraad.We bieden draadbewerkingsdiensten van alle technieken, frezen, draadbewerking met een draaibankmachine en stansen, bijna alles wat u nodig heeft over schroefdraad.Dus als u een gerelateerde service nodig heeft, aarzel dan niet om dit te doen Neem contact met ons op.
Veelgestelde vragen
Waarom is draadbewerking belangrijk in de productie?
Draadbewerking is een van de meest effectieve productiemethoden uit één stuk.Er is schroefdraad nodig om verschillende mechanismen en productonderdelen met elkaar te verbinden.Het versterkt gewrichten en verbindingen van meerdere componenten met zeer eenvoudige structuren.
Wat zijn de populaire technieken voor schroefdraadbewerking?
Frezen, draaibankmachines en matrijzen zijn de meest populaire en praktische technieken voor draadbewerking in de maakindustrie.
Wat is de beste techniek voor draadbewerking?
Het hangt af van verschillende factoren, zoals de grootte van de schroefdraad, het type toepassing, de technische beschikbaarheid, de economische haalbaarheid en de nauwkeurigheidsvereiste.
Is de oppervlakteafwerking cruciaal voor schroefdraad?
Ja, het is essentieel om roestvorming te voorkomen en de duurzaamheid van verbindingen te vergroten, samen met de esthetische aantrekkingskracht.
Posttijd: 16 juni 2022