Bewerking van drade: Alles wat jy moet weet
Laaste opdatering: 09/06 Tyd om te lees: 8 min
Drade is die komponente wat die gaping van pas en koppeling vul in die samestelling van onderdele om die sterkte en duursaamheid van finale produkte in die wêreldwye vervaardigingsbedryf te optimaliseer, wat sterk afhanklik is van die skakel en pas van komponente om die finale produkte te skep.
Drade is aaneenlopende heliese rande op silindriese en koniese oppervlaktes wat gebruik word vir meganiese en produkdeelkoppeling.Afhangende van die toepassing, word drade op die binne- of buiteoppervlak geskep.Die drade wat op die buitenste dop gevorm word, staan bekend as eksterne drade, terwyl drade in 'n binneoppervlak interne drade genoem word.Vir die bewerking is daar hoofsaaklik drie benaderings, Meulwerk, draadbewerking met 'n draaibankmasjien, en stanswerk,
Soorte drade
Daar is verskillende soorte drade, soos gespasieerde drade, masjienskroefdrade, vertragingsskroewe, selftappende skroewe, ON-hegstukke, skroefvormende skroewe en tipe U-skroewe.Onder hierdie ON-hegstukke is gespasieerde drade en masjienskroefdrade algemeen gebruikte tipes in die vervaardigingsbedryf.Ook, volgens die Unified Screw Thread System, is NC (grof) en UNF (Fyn) drade die standaard skroefdraadkategorieë.
Kom ons bespreek die interne en eksterne drade in kort hier.
Interne drade
’n Skroefdraad wat binne-in die hegstuk rondvloei, soos ’n moer, word die binnedraad genoem.Bewerking van binneskroefdraad (vroulik) word met 'n spesifieke enkellip-rygwerktuig gedoen.In teenstelling hiermee word sommige interne drade gesny met 'n tradisionele gereedskap bekend as 'n draadkraan.Binnedrade aanvaar die skroef en sluit dit in die werkstuk.
Kies die gereedskap met die toepaslike nominale grootte vir interne skroefbewerking en maak die gatdeursnee vas waar jy die drade sal skep volgens die eindgebruiktoepassing.
Tydens die vervaardiging van hierdie drade metCNC bewerking, moet die werklike drade van die CAD-tekening verwyder word, wat slegs die hoofdeursneeprofiel laat.Gebruik die gegewe verhouding om die deursnee vir tik te bereken;
Deursnee van kerngat = Kraandeursnee – Skroefdraadsteek
Of,
Kraan deursnee = Kern gat deursnee + Skroefdraad steek.
Vind die middelpunt en boor die gat soos die voorheen berekende kerngatdeursnee, tik dan die gat se rand met `n kraangereedskap en afkant met `n 90-grade versink.Draai nou in die kerngat om die aaneenlopende drade te skep.
Eksterne drade
’n Draad krul langs die buitekant van die hegstuk se skag, soos ’n bout.Die Draaibank is 'n baie effektiewe en wyd gebruikte masjien vir die vervaardiging van eksterne drade op werkstukke.Enige silindriese staaf wat ingedraai kan word, kom in aanmerking om eksterne draadprofiele te skep.Jy kan die instrument kies op grond van die vereiste toonhoogte diepte.
Sny van buitedraad begin met die inrygmatrijs (ronde-matrijs) en vas aan die draaibankmasjien.Die rande moet eers gevyl en teen 45 grade afgeskuur word.Raak nou aan die rand van die werkstuk met 'n snygereedskap voordat jy dit lang sy lengtes draai om 'n aaneenlopende draad te skep.
Interne en eksterne drade
Terminologie in draadbewerking
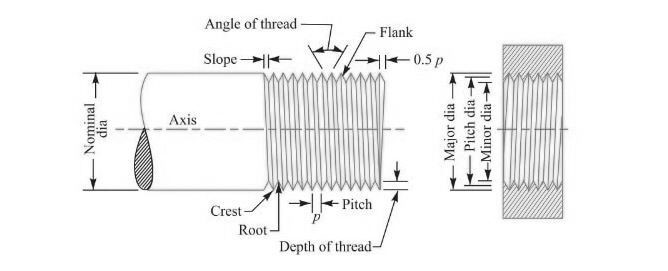
Terminologie in draadbewerking
Wortel:Twee verstelbare drade vorm 'n plat of geronde oppervlak aan die onderkant, of die onderste oppervlak van die draadgroef staan bekend as die wortel.
Helmteken:Die buitenste oppervlak van die drade wat deur twee kante van 'n draad vorm (geprojekteerde deel van die draad)
Flank:Die oppervlak verbind 'n draad se wortel en kruin en maak kontak met sy eweknie.
Draadhoek:Hoek word gevorm deur twee aangrensende flanke van twee drade in die aksiale vlak wat draadhoek genoem word.
Loop diepte:Die aksiale afstand tussen die kruin en die wortel staan bekend as draaddiepte.
Toonhoogte:Afstand tussen die twee identiese drade
Heliks hoek:Hoek tussen die heliks van die draad en 'n lyn wat normaal is op die rotasie-as
Groot deursnee:Deursnee van die denkbeeldige koaksiale silinder wat aan die kruin van die buitedraad (of wortel of die binnedraad) raak
Klein deursnee: Deursnee van die denkbeeldige koaksiale silinder wat aan die wortel van die buitedraad (of kruin van die binnedraad) raak
Steek deursnee:die gemiddelde van die hoof- en klein deursnee
Metodes om 'n bewerkingsdraad te sny
Draadsny maak dit makliker om skroefskakels op komponente te skep.As jy die interne drade sny, maak seker dat dit sy eweknie kan insit en sluit terwyl jy die verbinding maak.
Die keuse van die beste benadering vir draadsny is krities;baie faktore moet in ag geneem word, soos tegniese, ekonomie, tydverbruik, akkuraatheid en gereedskapbeskikbaarheid.
1. Meulwerk
Meulwerkkan gebruik word om drade op beide interne en eksterne drade te sny.Dit gebruik die sirkelbeweging van inryggereedskap om draad in 'n enkele sirkel van laterale beweging te produseer.Hierdie benadering word gebruik om drade van verskillende groottes te sny, maar dit is die beste geskik vir groter gate.Drade gemaak met freesbewerking skep 'nhoë oppervlakafwerkingen presiese dimensionele konsekwentheid.

Skroefbewerking met frees
In draadfrees is daar twee tipes effektiewe en gewilde gereedskap: soliede karbied en indekseerbaar.Hierdie gereedskap se snytande is parallel eerder as helies opgestel soos 'n kraan s'n.Multi-tand-draadmasjiene sny die draad tot sy dieper lae in 'n enkele draai rondom gat.Omdat indekseerbare gereedskap oor die algemeen ongeskik is vir gate met 'n deursnee van minder as 0,625 duim, word karbiedgereedskap hoofsaaklik vir kleiner gatgroottes gebruik;skroefwerk met hierdie gereedskap is egter ietwat duur as hoë presisie nie vereis word nie.’n Indekseerbare gereedskap is minder duur omdat jy die snyer net hoef te vervang nadat jy een gekoop het.
Daar is talle voordele verbonde aan die gebruik van draadfrees.Anders as tik, wat 'n verskeidenheid diameters met 'n enkele gereedskap kan aanspreek, kan tik slegs 'n vaste deursnee met 'n enkele gereedskap hanteer, en groter deursnee krane is ook duur.
2. Skroefdraadbewerking met draaibank
'n Enkelpunt-draaiwerktuig met 'n karbiedinsetsel word vir hierdie snywerk gebruik.Voordat u met die sny voortgaan, is 'n paar berekeninge nodig om die draad met die draaibank te sny, soos toonhoogte, lood, diepte en groot en klein deursnee.
Die kraanhandvatsel is die doeltreffendste metode om met 'n draaibankmasjien te tik.Die werkstuk moet egter eers in die chuck vasgeklem word.
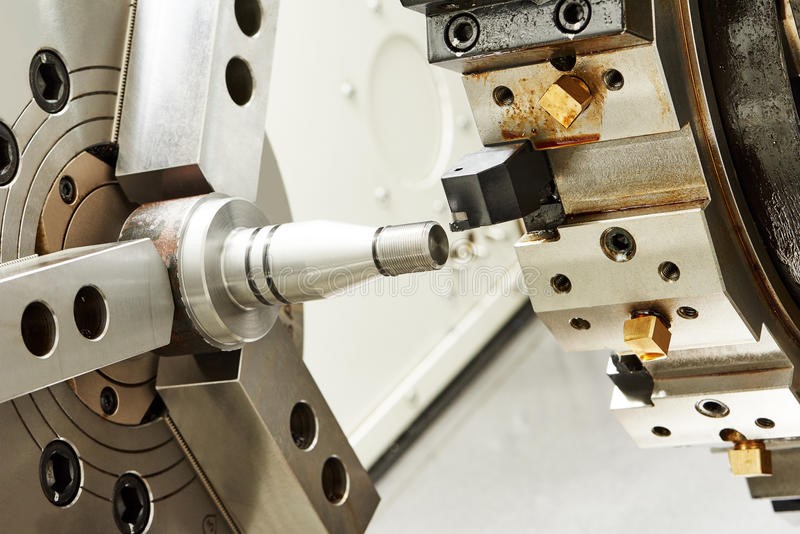
Skroefbewerking met draaibank
· Stel die draadpunt en hoogte na die middelpunt van die draaibank.Die gereedskappunt moet in die regte hoek van die werkstuk wees.
· Bring die draadgereedskap bietjie nader aan die werkstuk.
· Beweeg nou die handvatsel.Byvoorbeeld, as jy skroewe met 'n spoed van 1 mm wil genereer, moet die skroefwerktuig 'n afstand van 1 mm beweeg aangesien die werkstuk een omwenteling voltooi.So, gaan dienooreenkomstig voort.
3. Die-sny

Sny van drade
Dit is 'n eenvoudige en goedkoop manier van draadsny wat gebruik kan word vir massaproduksie wat nie 'n hoë mate van akkuraatheid en kwaliteit vereis nie.Rygmatrye skep 'n eksterne draad wat versoenbaar is met sy interne draad-eweknie.
Voordat u met die draadsny met die matrys voortgaan, moet die eerste eindkant van die werkstuk teen 45 grade afgeskuur word, wat met die masjien of met die hand gedoen kan word.Kies dan asseblief die toepaslike deursnee-matrys en trek dit vas in 'n matrysbout nadat die matryse aan die eindkant geplaas is, wat maklik oor die lengte gedraai kan word om die drade te skep.
Skroefdrywers word ook wyd gebruik in die metaalverwerkings- en vervaardigingsbedrywe om drade in geskropte gate of boute te herstel.Drade gemaak met matryse verhoog sterkte en duursaamheid terwyl materiaalkoste verlaag word omdat minder metaalresidu tydens die proses vermors word.
Sleutel ontwerp wenke
· Maak seker dat die oppervlak van die werkstuk oor die hele lengte uniform is voordat jy voortgaan met die sny.
· Om uitwendige drade te maak, skuins die eindkant teen 'n hoek van 45 grade af voordat jy dit sny.'n Versink word aan die einde van 'n binnedraad benodig.
· As daar geen spesifieke vereistes vir toekomstige toepassings is nie, is dit verkieslik om drade met 'n laer hoogte en standaardgrootte te ontwerp.
· Draaddikte moet so gekies word dat dit druk kan weerstaan tydens koppeling.
Oppervlakafwerking vir drade

Drade met oppervlakafwerking
Nadat die bewerking voltooi is, is die oppervlakafwerking van drade vir estetiese redes van kardinale belang, dit verbeter die produk se algehele funksionaliteit en verleng sy lewensduur.Daarbenewens is dit die beste manier om korrosie en oppervlakafbreking te voorkom en sodoende die mislukking van meganiese koppeling te vermy.
Verf enswart-oksiedafwerking is die twee effektiewe metodes vir die oppervlakafwerkings van die drade.Die skildery sal egter nie vir 'n lang tydperk hou in vergelyking met swartoksiedafwerkings nie.
Swartoksied afwerkings
Dit is in wese 'n mikroskopiese laag magnetiet (Fe3O4) wat die oppervlak van die draad bedek.Omdat die dikte van die swartoksiedlaag onbeduidend is, beïnvloed dit nie dimensionele stabiliteit, ontwerpparameters of eienskappe nie.Vir die swartoksiedafwerkings word 'n bondel gemasjineerde drade in 'n alkaliese soutoplossing by die toepaslike temperatuur (130 tot 150 0C) gedompel.
Hier volg die stappe om te volg vir die swartoksied-afwerking van drade.
- 1. Gebruik 'n alkaliese waterige oplossing en maak die drade skoon (in bondels).
- 2. Maak dadelik skoon met gedistilleerde water omdat alkaliese oplossings met die draadoppervlak kan reageer en die primêre oppervlakafwerking kan afbreek.
- 3. Maak weer skoon met water om die suurreiniging te neutraliseer.
- 4. Dompel die drade vir 5 tot 45 minute in 'n kokende alkaliese oplossing.
- 5. Gebruik 'n waterstraal, maak skoon met water onder druk en sit eenkant om droog te word.
- 6. Om die drade se korrosiebestandheid en estetiese aantrekkingskrag te verbeter, dien was, olie, lak of ander sekondêre deklaagmateriaal toe.
- 7. Nou is die bondel drade gereed vir die geteikende toepassings.
Afsluiting
Skroefdraadbewerking is 'n noodsaaklike proses in vervaardiging.Daarom is die keuse van 'n geskikte bewerkingsmetode baie krities.Dit moet volgens die eindgebruiktoepassing, tegniese beskikbaarheid en ekonomiese haalbaarheid wees.Dit kan 'n bietjie ingewikkeld wees, maar dit kan nie afgeskeep word nie.
Jy kan met kundiges konsulteer in skroeftegnieke van ontwerp tot oppervlakafwerking.Ons het 'n ervare span ingenieurs wat jou sal help met die vervaardiging van draad.Ons verskaf draadbewerkingsdienste van alle tegnieke, freeswerk, skroefbewerking met 'n draaibankmasjien, en stanswerk, byna alles wat jy nodig het oor drade.Dus, as jy enige verwante diens benodig, moet asseblief nie huiwer om Kontak Ons.
Gereelde vrae
Waarom is draadbewerking belangrik in vervaardiging?
Skroefbewerking is een van die doeltreffendste vervaardigingsmetodes in enkelstukke.Drade word benodig om verskeie meganismes en produkonderdele te verbind.Dit versterk gewrigte en verbindings van veelvuldige komponente met baie eenvoudige strukture.
Wat is die gewilde tegnieke vir skroefdraadbewerking?
Freeswerk, draaibankmasjien en matryse is die gewildste en mees praktiese tegnieke vir draadbewerking in die vervaardigingsbedryf.
Wat is die beste tegniek vir draadbewerking?
Dit hang af van verskeie faktore soos die grootte van die drade, tipe toepassings, tegniese beskikbaarheid, ekonomiese haalbaarheid en vereiste van akkuraatheid.
Is die oppervlakafwerking van kardinale belang vir drade?
Ja, dit is noodsaaklik om roesvorming te voorkom en die duursaamheid van verbindings te verhoog saam met die estetiese aantrekkingskrag.
Pos tyd: Jun-16-2022