Emal ipləri: bilməli olduğunuz hər şey
Son yeniləmə: 09/06 Oxumaq üçün vaxt: 8 dəq
İplər, son məhsulların yaradılması üçün komponentlərin birləşməsindən və uyğunluğundan çox asılı olan qlobal istehsal sənayesində son məhsulların möhkəmliyini və dayanıqlığını optimallaşdırmaq üçün hissələrin yığılmasında uyğunluq və birləşmə boşluğunu dolduran komponentlərdir.
Yivlər mexaniki və məhsul hissələrinin birləşdirilməsi üçün istifadə olunan silindrik və konusvari səthlərdə davamlı spiral kənarlardır.Tətbiqdən asılı olaraq daxili və ya xarici səthdə iplər yaradılır.Xarici qabıqda əmələ gələn saplara xarici saplar, daxili səthdəki saplara isə daxili saplar deyilir.Emal üçün əsasən üç yanaşma var, Frezeleme, torna dəzgahı ilə iplərin işlənməsi, və kəsmə,
İplərin növləri
Müxtəlif növ iplər var, məsələn, aralıqlı saplar, maşın vintləri yivləri, gecikmə vintləri, özünü vurma vintləri, ON bərkidicilər, iplik yaratma vintləri və U tipli vintlər.Bu ON bağlayıcıları arasında, aralıqlı saplar və maşın vint dişləri istehsal sənayesində çox istifadə olunan növlərdir.Həmçinin, Vahid Vida İp Sisteminə görə, NC (qaba) və UNF (İncə) iplər standart ip kateqoriyalarıdır.
Burada daxili və xarici mövzuları qısaca müzakirə edək.
Daxili iplər
Qoz kimi bərkidicinin içərisindən dolanan ipə daxili ip deyilir.Daxili sapın (qadın) işlənməsi xüsusi bir dodaqlı yivləmə aləti ilə aparılır.Bunun əksinə olaraq, bəzi daxili iplər iplə kran kimi tanınan ənənəvi alətlə kəsilir.Daxili iplər vidayı qəbul edir və onu iş parçasına bağlayır.
Daxili iplərin işlənməsi üçün müvafiq nominal ölçüyə malik aləti seçin və son istifadəyə uyğun olaraq ipləri yaradacağınız çuxur diametrini düzəldin.
Bu ipləri ilə istehsal edərkənCNC emal, faktiki iplər yalnız əsas diametr profilini buraxaraq CAD rəsmindən çıxarılmalıdır.Vurma üçün diametri hesablamaq üçün verilmiş əlaqədən istifadə edin;
Əsas çuxurun diametri = Kran diametri – İpin addımı
Və ya,
Kran diametri = Nüvə çuxurunun diametri + İplik aralığı.
Mərkəzi tapın və çuxuru əvvəlcədən hesablanmış əsas deşik diametri kimi qazın, sonra çuxurun kənarına kran aləti ilə vurun və 90 dərəcəlik haşiyə ilə pahı kəsin.İndi davamlı iplər yaratmaq üçün əsas çuxura dönün.
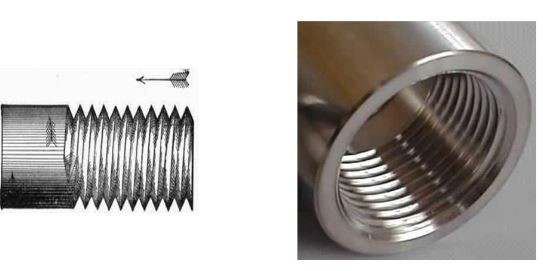
Xarici Mövzular
İp, bolt kimi bərkidici şaftının kənarı boyunca əyilir.Torna, iş parçaları üzərində xarici iplər hazırlamaq üçün çox təsirli və geniş istifadə olunan bir maşındır.İçəriyə çevrilə bilən hər hansı bir silindrik çubuq xarici ip profilləri yaratmaq hüququna malikdir.Lazımi addım dərinliyinə əsasən aləti seçə bilərsiniz.
Xarici ipin kəsilməsi yivli yiv (dəyirmi kalıp) və torna dəzgahına bərkidilməsi ilə başlayır.Kənarları əvvəlcə bükməli və 45 dərəcə bir açı ilə əyilməlidir.İndi kəsici alətlə kəsici alətlə iş parçasının kənarına toxunaraq, kəsici iplik yaratmaq üçün uzunluqda fırlanmadan əvvəl.
Daxili və Xarici iplər
Mövzuların emalında terminologiya
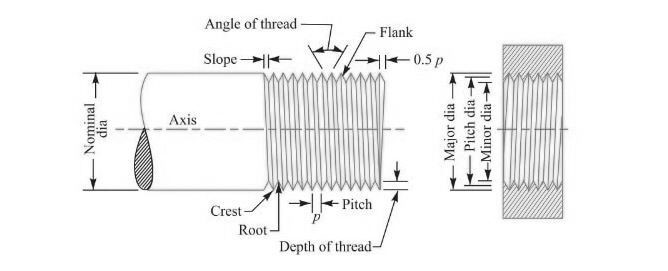
İplərin emalında terminologiya
Kök:İki tənzimlənən iplik altda düz və ya yuvarlaq bir səth meydana gətirir və ya iplik yivinin alt səthi kök kimi tanınır.
Crest:Bir sapın iki tərəfindən əmələ gələn sapların ən xarici səthi (ipin proqnozlaşdırılan hissəsi)
Cinah:Səth bir sapın kökünü və təpəsini birləşdirir və onun analoqu ilə təmasda olur.
İp bucağı:Bucaq, ip bucağı adlanan eksenel müstəvidə iki ipin iki bitişik cinahından əmələ gəlir.
Protektor dərinliyi:Təpə ilə kök arasındakı eksenel məsafə ipin dərinliyi kimi tanınır.
Pitch:İki eyni iplik arasındakı məsafə
Sarmal bucağı:İpin spiralı ilə fırlanma oxuna normal olan xətt arasındakı bucaq
Əsas diametri:Xarici ipin (və ya kök və ya daxili ipin) təpəsinə toxunan xəyali koaksial silindrin diametri
Kiçik diametr: Xarici ipin kökünə (və ya daxili ipin zirvəsinə) toxunan xəyali koaksial silindrin diametri
Pitch diametri:böyük və kiçik diametrlərin ortası
Bir emal ipinin kəsilməsi üsulları
İplərin kəsilməsi komponentlərdə vidalanmış keçidlər yaratmağı asanlaşdırır.Daxili ipləri kəssəniz, əlaqə qurarkən onun həmkarını daxil edə və kilidləyə bildiyinə əmin olun.
İp kəsilməsi üçün ən yaxşı yanaşmanın seçilməsi vacibdir;texniki, iqtisadiyyat, vaxt sərfi, dəqiqlik və alətin mövcudluğu kimi bir çox amillər nəzərə alınmalıdır.
1. Frezeleme
Frezelemehəm daxili, həm də xarici iplərdə ipləri kəsmək üçün istifadə edilə bilər.Tək bir yanal hərəkət dairəsində ip istehsal etmək üçün yivli alətlərin dairəvi hərəkətindən istifadə edir.Bu yanaşma müxtəlif ölçülü ipləri kəsmək üçün istifadə olunur, lakin daha böyük deliklər üçün ən uyğundur.Frezeləmə ilə hazırlanmış yivlər ayüksək səth bitirməvə dəqiq ölçülü ardıcıllıq.

Freze ilə iplərin işlənməsi
İp frezelemede iki növ effektiv və populyar alətlər var: bərk karbid və indeksləşdirilə bilən.Bu alətlərin kəsici dişləri kran kimi spiral şəklində deyil, paraleldir.Çoxdişli sap maşınları bir döngə ilə hərtərəfli deşikdə ipi daha dərin təbəqələrə kəsir.İndekslənə bilən alətlər diametri 0,625 düymdən az olan deşiklər üçün ümumiyyətlə yararsız olduğundan, karbid alətlər ilk növbədə daha kiçik deşik ölçüləri üçün istifadə olunur;lakin, yüksək dəqiqlik tələb olunmursa, bu alətlə ip çəkmək bir qədər bahalıdır.İndekslənə bilən alət daha ucuzdur, çünki kəsicini yalnız satın aldıqdan sonra dəyişdirməlisiniz.
Yivli frezeləmə üsulundan istifadə etməyin bir çox üstünlükləri var.Müxtəlif diametrləri bir alətlə həll edə bilən tıqqıltıdan fərqli olaraq, tıqqıltı yalnız bir alətlə sabit diametrləri idarə edə bilər və daha böyük diametrli kranlar da bahalıdır.
2. Torna ilə dişlərin emalı
Bu kəsmə üçün karbid əlavə ilə bir nöqtəli dönmə alətindən istifadə olunur.Kəsməyə davam etməzdən əvvəl ipi torna dəzgahı ilə kəsmək üçün addım, qurğuşun, dərinlik, əsas və kiçik diametr kimi bəzi hesablamalar tələb olunur.
Kran sapı torna dəzgahı ilə tıqqıltı üçün ən təsirli üsuldur.Bununla belə, iş parçası əvvəlcə çuxura sıxılmalıdır.
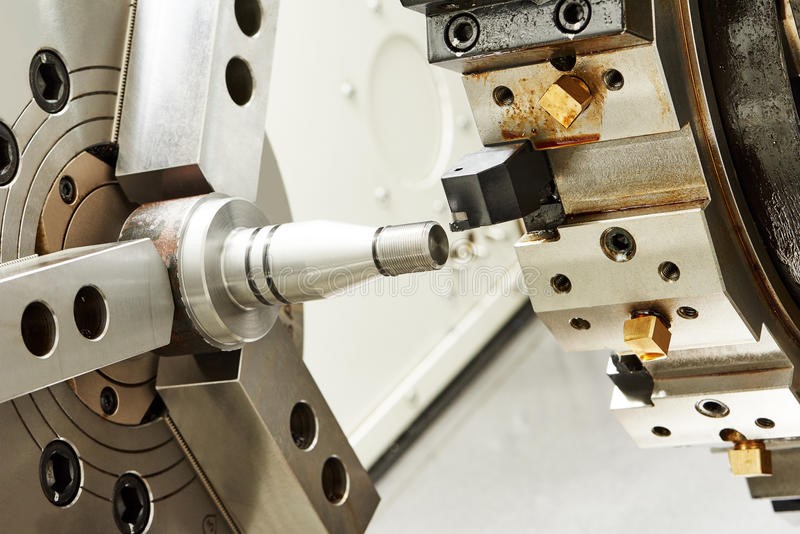
Torna ilə iplərin işlənməsi
· Torna dəzgahının mərkəzi nöqtəsinə iplik və hündürlüyü təyin edin.Alət biti iş parçasının düzgün bucağında olmalıdır.
· Yiv keçirən alətin ucunu iş parçasına yaxınlaşdırın.
· İndi sapı hərəkət etdirin.Məsələn, 1 mm addımlı iplər yaratmaq istəyirsinizsə, iş parçası bir inqilabı tamamladığı üçün yivli alət 1 mm məsafədə hərəkət etməlidir.Beləliklə, uyğun olaraq davam edin.
3. Kalıp kəsmə

İplərin kalıpla kəsilməsi
Bu, yüksək dəqiqlik və keyfiyyət tələb etməyən kütləvi istehsal üçün istifadə edilə bilən sadə və ucuz ip kəsmə üsuludur.Yivli yivlər daxili iplə uyğun gələn xarici ip yaradır.
Kalıp ilə ipin kəsilməsinə davam etməzdən əvvəl, iş parçasının birinci uc tərəfi 45 dərəcə bir açı ilə kəsilməlidir, bu da maşın və ya əl ilə edilə bilər.Sonra, lütfən, uyğun diametrli kalıp seçin və ipləri yaratmaq üçün uzunluq boyunca asanlıqla döndərilə bilən son tərəfə matrisləri yerləşdirdikdən sonra onu bir şkafda sıxın.
Silinmiş çuxurlarda və ya boltlardakı ipləri təmir etmək üçün metal emalı və istehsal sənayesində də geniş istifadə olunur.Kalıplarla hazırlanmış yivlər gücü və dayanıqlığı artırır, eyni zamanda material xərclərini azaldır, çünki proses zamanı daha az metal qalıqları sərf olunur.
Əsas dizayn məsləhətləri
· Kəsməyə davam etməzdən əvvəl iş parçasının səthinin bütün uzunluğu boyunca bərabər olduğundan əmin olun.
· Xarici iplər düzəltmək üçün kəsməzdən əvvəl uc tərəfini 45 dərəcə bucaq altında kəsin.Daxili ipin sonunda bir havşa tələb olunur.
· Gələcək tətbiqlər üçün xüsusi tələblər yoxdursa, daha aşağı hündürlüyü və standart ölçüsü olan ipləri dizayn etmək üstünlük təşkil edir.
· İpin qalınlığı elə seçilməlidir ki, birləşmə zamanı təzyiqə tab gətirə bilsin.
İplər üçün səthi bitirmə

Səthi bitirmə ilə iplər
Emaldan sonra iplərin səthinin işlənməsi estetik səbəblərdən çox vacibdir, məhsulun ümumi funksionallığını yaxşılaşdırır və ömrünü uzadır.Bundan əlavə, bu, korroziyanın və səthin deqradasiyasının qarşısını almaq və beləliklə, mexaniki birləşmənin uğursuzluğunun qarşısını almaq üçün ən yaxşı yoldur.
Rəsm vəqara oksidbitirmə iplərin səthini bitirmək üçün iki təsirli üsuldur.Bununla belə, boyama qara oksid bitişləri ilə müqayisədə uzun müddət davam etməyəcək.
Qara oksid bitir
Bu, mahiyyətcə ipin səthini örtən mikroskopik bir maqnetit təbəqəsidir (Fe3O4).Qara oksid örtüyünün qalınlığı əhəmiyyətsiz olduğundan, ölçü sabitliyinə, dizayn parametrlərinə və ya xüsusiyyətlərinə təsir göstərmir.Qara oksid bitirmə üçün, işlənmiş iplərin bir partiyası müvafiq temperaturda (130 ilə 150 0C) qələvi duz məhluluna batırılır.
İplərin qara oksidlə bitirilməsi üçün aşağıdakı addımlar atılır.
- 1. Qələvi sulu bir həll istifadə edərək, ipləri təmizləyin (partiyalarda).
- 2. Dərhal distillə edilmiş su ilə təmizləyin, çünki qələvi məhlullar ipin səthi ilə reaksiya verə bilər və ilkin səthin görünüşünü pisləşdirə bilər.
- 3. Turşu təmizləməni neytrallaşdırmaq üçün yenidən su ilə təmizləyin.
- 4. İpləri 5 ilə 45 dəqiqə qaynar qələvi həllə batırın.
- 5. Bir su axını istifadə edərək, təzyiqli su ilə təmizləyin və quruması üçün kənara qoyun.
- 6. İplərin korroziyaya davamlılığını və estetik cəlbediciliyini artırmaq üçün mum, yağ, lak və ya digər ikinci dərəcəli örtük materialları tətbiq edin.
- 7. İndi mövzular toplusu hədəf tətbiqlər üçün hazırdır.
Nəticə
İplərin emalı istehsalda vacib bir prosesdir.Buna görə uyğun emal üsulunun seçilməsi çox vacibdir.Bu, son istifadəyə, texniki mövcudluğa və iqtisadi məqsədəuyğunluğa uyğun olmalıdır.Bir az mürəkkəb ola bilər, amma laqeyd yanaşmaq olmaz.
Dizayndan tutmuş səthin işlənməsinə qədər yivlərin çəkilməsi üsullarında mütəxəssislərlə məsləhətləşə bilərsiniz.İp istehsalında sizə kömək edəcək təcrübəli mühəndis komandamız var.Biz bütün texnikalardan iplərin emalı xidmətlərini, Frezeleme, torna dəzgahı ilə iplərin emalı və yivlərin kəsilməsi, demək olar ki, iplər haqqında sizə lazım olan hər şeyi təqdim edirik.Beləliklə, hər hansı bir əlaqəli xidmətə ehtiyacınız varsa, çəkinməyin Bizimlə əlaqə saxlayın.
Tez-tez verilən suallar
İstehsalda iplik emalı niyə əhəmiyyətlidir?
İplərin işlənməsi tək parça istehsalının ən təsirli üsullarından biridir.Müxtəlif mexanizmləri və məhsul hissələrini birləşdirmək üçün iplər tələb olunur.Çox sadə strukturlarla çoxlu komponentlərin birləşmələrini və birləşmələrini gücləndirir.
İplərin işlənməsi üçün məşhur üsullar hansılardır?
Frezeleme, Torna dəzgahı və kalıplar istehsal sənayesində iplik emalı üçün ən populyar və praktik üsullardır.
İp emalı üçün ən yaxşı texnika hansıdır?
Bu, iplərin ölçüsü, tətbiqlərin növü, Texniki mövcudluq, iqtisadi məqsədəuyğunluq və dəqiqlik tələbi kimi müxtəlif amillərdən asılıdır.
Səthi bitirmə iplər üçün vacibdirmi?
Bəli, estetik cazibə ilə yanaşı, pas əmələ gəlməsinin qarşısını almaq və birləşmələrin davamlılığını artırmaq vacibdir.
Göndərmə vaxtı: 16 iyun 2022-ci il