Fili di machining: Tuttu ciò chì avete bisognu di sapè
Ultima aghjurnazione: 09/06 Tempu di lettura: 8 minuti
I fili sò i cumpunenti chì riempienu a lacuna di u raccordamentu è a cunnessione in l'assemblea di e parti per ottimisà a forza è a durabilità di i prudutti finali in l'industria di a fabricazione glubale, chì hè assai dipendente da u ligame è u raccordamentu di cumpunenti per creà i prudutti finali.
I fili sò bordi elicoidali continui nantu à superfici cilindriche è cuniche utilizzate per l'accoppiamentu di parti meccaniche è di produttu.Sicondu l'applicazione, i filamenti sò creati nantu à a superficia interna o esterna.I filamenti formati nantu à a cunchiglia esterna sò cunnisciuti cum'è fili esterni, mentri i filamenti in una superficia interna sò chjamati filamenti interni.Per a machining, ci sò principalmente trè approcci, Fresatura, lavorazione di filettatura cù una macchina di tornu, e fustellatura,
Tipi di fili
Ci sò parechji tippi di filamenti, cum'è filamenti spaziati, filamenti di viti di macchina, viti Lag, viti autofilettanti, viti ON, viti per filettature è viti Type U.Trà sti fasteners ON, i filamenti spaziati è i filamenti di viti di macchina sò tippi cumunimenti usati in l'industria di fabricazione.Inoltre, secondu u Sistema Unificatu di Filettatura di Vite, i filamenti NC (grossu) è UNF (Fine) sò e categurie di filetta standard.
Quì discutemu i fili interni è esterni in breve.
Fili interni
Un filu chì scorri in l'internu di u fastener, cum'è una noce, hè chjamatu filu internu.U filatu internu (Femmina) a machining hè fattu cù un strumentu specificu di filettatura à labbra.In cuntrastu, certi filamenti internu sò tagliati cù un strumentu tradiziunale cunnisciutu cum'è filu-tap.I filamenti internu accettanu a vite è chjude in u pezzu di travagliu.
Selezziunate l'uttellu cù a dimensione nominale adatta per a machinazione di filetta interna è fissa u diametru di u foru induve create i filamenti per l'applicazione finale.
Mentre a fabricazione di sti fili cùLavorazione CNC, i filamenti attuali deve esse eliminati da u disegnu CAD, lascendu solu u prufilu di diametru maiò.Aduprà a relazione data per calculà u diametru per tapping;
Diametru di u foru di u core = Diametru di Tap - Passu di filetta
Or,
Diametru di u toccu = Diametru di u foru di u core + Passu di filetta.
Localisate u centru è perforate u pirtusu cum'è u diametru di u core-hole previamente calculatu, dopu toccu u bordu di u foru cù un strumentu di tap è smussatu cun un svasatore di 90 gradi.Avà girate in u pirtusu core per creà i filamenti cuntinui.
Fili esterni
Un filu curve longu à l'esternu di l'arburu di u fastener, cum'è un bolt.U Tornu hè una macchina assai efficace è largamente utilizata per pruduce fili esterni nantu à i pezzi.Qualchese bastone cilindrico chì pò esse turnatu hè eligibile per creà profili di filu esternu.Pudete selezziunà u strumentu basatu nantu à a prufundità di pitch necessaria.
U tagliu di filu esternu principia cù a filettatura di filettatura (rotonda) è a serratura à a macchina di tornu.I bordi deve esse prima limatu è chamfer à 45 gradi.Avà toccu u bordu di u travagliu cù un strumentu di taglio prima di girallu longu e so lunghezze per creà un filu cuntinuu.
Fili interni è esterni
Terminologia in a machinazione di fili
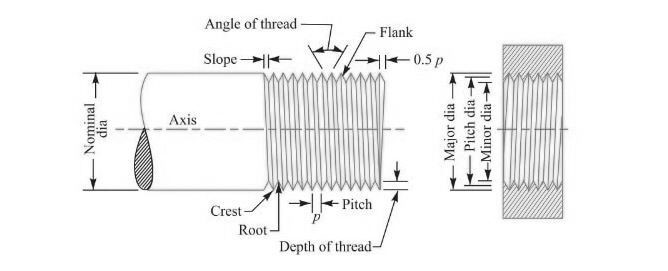
Terminulugia in u filatu machining
Root:Dui fili ajustabili formanu una superficia plana o arrotondata nantu à u fondu, o a superficia di fondu di u groove di filu hè cunnisciuta cum'è a radica.
Cresta:A superficia più esterna di i filamenti chì formanu da dui lati di un filu (parti prughjettata di u filu)
Flancu:A superficia cunnetta a radica di u filu è a cresta è face u cuntattu cù a so contraparte.
Angulu di filu:L'angolo hè furmatu da dui fianchi adiacenti di dui fili in u pianu assiale chjamatu angolo di filu.
Profundità di peddi:A distanza assiale trà a cresta è a radica hè cunnisciuta cum'è a prufundità di filu.
Pitch:Distanza trà i dui fili idèntici
Angle d'hélice :Angulu trà l'helix di u filu è una linea chì hè normale à l'assi di rotazione
Diametru maiò:Diametru di u cilindru coaxial imaginariu chì tocca a cresta di u filu esternu (o a radica o u filu internu)
diametru minore: Diametru di u cilindru coaxial imaginariu chì tocca a radica di u filu esternu (o cresta di u filu internu)
Diametru di pitch:a media di u diametru maiò è minore
I metudi di taglià un filu di machining
U tagliu di filu facilita a creazione di ligami avvitati nantu à i cumpunenti.Se tagliate i filamenti internu, assicuratevi chì pò inserisce è chjude a so contrapartita mentre face a cunnessione.
A scelta di u megliu approcciu per u filatu hè criticu;parechji fattori deve esse cunsideratu, cum'è a tecnicità, l'ecunumia, u cunsumu di tempu, a precisione è a dispunibilità di l'arnesi.
1. Fresatura
Fresaturapò esse usatu per cutà i fili nantu à i fili interni è esterni.Impiega u muvimentu circulari di arnesi di filettatura per pruduce filu in un unicu cercolu di muvimentu laterale.Stu approcciu hè utilizatu per taglià i filamenti di diverse dimensioni, ma hè megliu adattatu per i buchi più grande.I fili fatti cù fresatura machining creanu aaltu finitu di superficiaè cunsistenza dimensionale precisa.

Lavorazione di filettatura cù fresatura
In a fresatura di filettati, ci sò dui tipi di strumenti efficaci è populari: carburu solidu è indexable.I denti di taglio di sti arnesi sò paralleli piuttostu cà helically stallati cum'è un tap.E macchine di filu multi-denti taglianu u filu à i so strati più profondi in un buccu unicu turnatu.Perchè l'arnesi indexable sò generalmente inadatti per i buchi cù un diametru menu di 0.625 inch, l'arnesi di carburu sò principalmente utilizati per i buchi più chjuchi;in ogni modu, threading cù stu strumentu hè un pocu caru s'è alta precisione ùn hè micca necessariu.Un strumentu indexable hè menu costu perchè solu bisognu di rimpiazzà u cutter dopu avè acquistatu unu.
Ci sò numerosi vantaghji à aduprà filettatura.A diversità di tapping, chì ponu indirizzà una varietà di diametri cù una sola strumentu, tapping solu pò trattà un diametru fissu cù un solu strumentu, è i tappi di diametru più grande sò ancu caru.
2. Lavorazione di fili cù tornu
Un strumentu di tornu unicu puntu cù un insertu di carburu hè utilizatu per questu tagliu.Prima di prucede cù u taglio, qualchi calculi sò nicissarii à taglià u filu cù a macchina tornu, comu pitch, piombo, prufundità, è maiò & minori diamitru.
U manicu di tap hè u metudu più efficau per tapping with a machine torn.Tuttavia, a pezza di travagliu deve prima esse chjappata in u chuck.
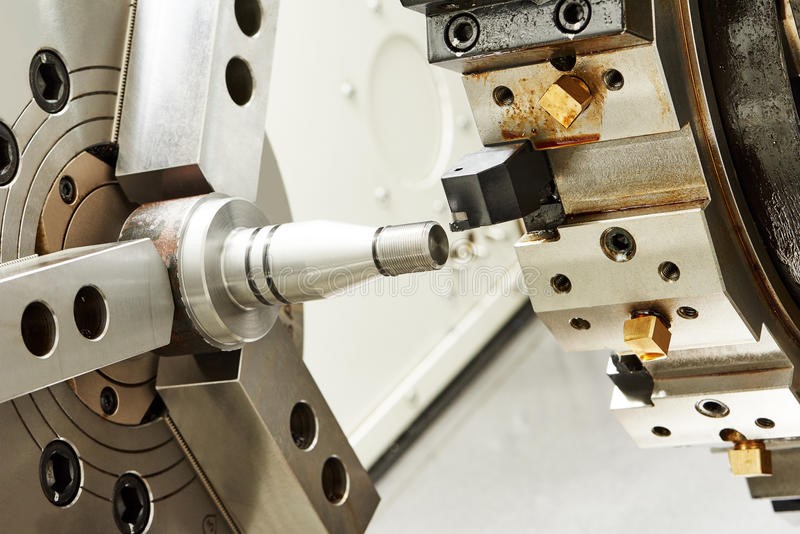
Lavorazione di fili cù tornu
· Pone u filu-bit è l'altezza à u puntu centru di u Tornu.U pezzu di l'uttellu deve esse à l'angolo ghjustu di u travagliu.
· Avvicinate l'attrezzi di filettatura più vicinu à a pezza di travagliu.
· Avà, move u manicu.Per esempiu, sè vo vulete generà filamenti cù un pitch di 1 mm, l'attrezza di filettatura deve spustà una distanza di 1 mm cum'è a pezza cumpleta una rivoluzione.Dunque, procede in cunseguenza.
3. Fustellatura

Fustellatura di fili
Hè un modu direttu è pocu prezzu di tagliu di filu chì pò esse usatu per a produzzione di massa chì ùn deve micca un altu gradu di precisione è qualità.I filetti di filettatura creanu un filu esternu cumpatibile cù a so contraparte di filu internu.
Prima di prucede cù u tagliu di filu cù fustella, u primu latu finale di u travagliu deve esse chjapputu à 45 gradi, chì pò esse fattu da a macchina o a manu.Allora, sceglite u diametru adattatu è stringhjelu in una fustella dopu avè postu i fustelle nantu à u latu finale, chì pò esse facilmente rotatu longu à a lunghezza per creà i filamenti.
I fustelle di filettatura sò ancu largamente usate in l'industria di a fabbricazione di metalli è di a fabricazione per riparà i fili in buchi o bulloni.I fili fatti cù fustelle aumentanu a forza è a durabilità mentre diminuiscenu i costi di materiale perchè menu residui di metalli sò perditi durante u prucessu.
Cunsiglii chjave di u disignu
· Assicuratevi chì a superficia di u travagliu hè uniforme in tutta a so lunghezza prima di prucede cù u tagliu.
· Per fà i filamenti esterni, smussate u latu finale à un angolo di 45 gradi prima di cutà.Un sbattutu hè necessariu à a fine di un filu internu.
· Se ùn ci sò micca esigenze specifiche per l'applicazioni future, hè preferibile cuncepisce filamenti cù una altezza più bassa è una dimensione standard.
· U grossu di u filu deve esse sceltu in modu chì pò sustene a pressione durante l'accoppiamentu.
Finitura di a superficia per i fili

Fili cù finitura superficiale
Dopu fattu cù a machining, a finitura di a superficia di i fili hè cruciale per ragioni estetiche, migliurà a funziunalità generale di u pruduttu è allunga a so vita.Inoltre, hè u megliu modu per prevene a corrosione è a degradazione di a superficia è cusì evite u fallimentu di l'accoppiamentu meccanicu.
Pittura èossidu nerua finitura sò i dui metudi efficaci per a finitura di a superficia di i fili.Tuttavia, a pittura ùn durà micca per un periudu allargatu cumparatu cù l'ossidu neru.
Finiture d'ossidu neru
Hè essenzialmente una capa microscòpica di magnetite (Fe3O4) chì riveste a superficia di u filu.Perchè u gruixu di u revestimentu d'ossidu neru hè insignificante, ùn affetta micca a stabilità dimensionale, i paràmetri di designu o proprietà.Per i fini di l'ossidu neru, un batch of threads machined hè immersa in una suluzione sali alkaline à a temperatura appropritata (130 à 150 0C).
Eccu i passi da seguità per a finitura d'ossidu neru di filamenti.
- 1. Utilizendu una solu suluzione alkalina, pulite i filamenti (in batch).
- 2. Pulite immediatamente cù l'acqua distillata perchè e soluzioni alkaline ponu reagisce cù a superficia di u filu è degradanu a finitura di a superficia primaria.
- 3. Pulite cù l'acqua di novu per neutralizà a purificazione àcida.
- 4. Immerse i fili in una soluzione alcalina bollente per 5 à 45 minuti.
- 5. Utilizendu un jet d'acqua, pulisce cù l'acqua pressurizzata è lasciate per secca.
- 6. Per migliurà a resistenza à a corrosione di i filamenti è l'appellu esteticu, applicà cera, oliu, lacca, o altri materiali di rivestimentu secundariu.
- 7. Avà u batch of threads hè prontu per l'applicazioni destinate.
Cunclusioni
A lavorazione di fili hè un prucessu essenziale in a fabricazione.Dunque, a selezzione di un metudu di machining adattatu hè assai critica.Duverebbe esse secondu l'applicazione finale, a dispunibilità tecnica è a fattibilità ecunomica.Pò esse un pocu complicatu, ma ùn pò esse trascuratu.
Pudete cunsultà cun esperti in tecniche di filettatura da u disignu à a finitura di a superficia.Avemu una squadra sperimentata di ingegneri chì vi aiuterà in a fabricazione di fili.Fornemu servizii di filettatura di tutte e tecniche, fresatura, filettatura cù una macchina tornu, è fustellatura, quasi tuttu ciò chì avete bisognu di fili.Dunque, se avete bisognu di qualsiasi serviziu cunnessu, ùn esitate micca cuntatta ci.
FAQ
Perchè a filettatura hè impurtante in a fabricazione?
U filatu machining hè unu di i metudi più efficaci di fabricazione di una sola pezza.I fili sò necessarii per cunnetta diversi miccanismi è parti di u produttu.Rinforza articuli è cunnessione di parechje cumpunenti cù strutture assai dirette.
Chì sò e tecniche populari per a machining threads?
Fresatura, Tornitura, è fustelle sò i tecnichi più populari è pratichi per a machining thread in l'industria di manifattura.
Quale hè a megghiu tecnica per a machining thread?
Dipende da parechji fatturi, cum'è a dimensione di i fili, u tipu d'applicazioni, a dispunibilità tecnica, a fattibilità ecunomica è a necessità di precisione.
A finitura di a superficia hè cruciale per i fili?
Iè, Hè essenziale per prevene a furmazione di ruggine è aumentà a durabilità di e cunnessione cù l'appellu esteticu.
Tempu di post: 16-ghjugnu-2022