മെഷീനിംഗ് ത്രെഡുകൾ: നിങ്ങൾ അറിയേണ്ടതെല്ലാം
അവസാന അപ്ഡേറ്റ്:09/06 വായിക്കാനുള്ള സമയം: 8 മിനിറ്റ്
അന്തിമ ഉൽപ്പന്നങ്ങൾ സൃഷ്ടിക്കാൻ ഘടകങ്ങളുടെ ലിങ്കിനെയും ഫിറ്റിംഗിനെയും വളരെയധികം ആശ്രയിക്കുന്ന ആഗോള ഉൽപ്പന്നങ്ങളുടെ ശക്തിയും ഈടുതലും ഒപ്റ്റിമൈസ് ചെയ്യുന്നതിനായി ഭാഗങ്ങളുടെ അസംബ്ലിയിലെ ഫിറ്റിംഗിന്റെയും കണക്ഷന്റെയും വിടവ് നികത്തുന്ന ഘടകങ്ങളാണ് ത്രെഡുകൾ.
സിലിണ്ടർ, കോണാകൃതിയിലുള്ള പ്രതലങ്ങളിൽ മെക്കാനിക്കൽ, പ്രൊഡക്റ്റ് പാർട് കപ്ലിംഗിനായി ഉപയോഗിക്കുന്ന തുടർച്ചയായ ഹെലിക്കൽ അരികുകളാണ് ത്രെഡുകൾ.ആപ്ലിക്കേഷനെ ആശ്രയിച്ച്, ആന്തരിക അല്ലെങ്കിൽ പുറം ഉപരിതലത്തിൽ ത്രെഡുകൾ സൃഷ്ടിക്കപ്പെടുന്നു.പുറം ഷെല്ലിൽ രൂപം കൊള്ളുന്ന ത്രെഡുകളെ ബാഹ്യ ത്രെഡുകൾ എന്ന് വിളിക്കുന്നു, അതേസമയം ആന്തരിക ഉപരിതലത്തിലുള്ള ത്രെഡുകളെ ആന്തരിക ത്രെഡുകൾ എന്ന് വിളിക്കുന്നു.മെഷീനിംഗിനായി, പ്രധാനമായും മൂന്ന് സമീപനങ്ങളുണ്ട്, മില്ലിങ്, ഒരു ലാത്ത് മെഷീൻ ഉപയോഗിച്ച് ത്രെഡ് മെഷീനിംഗ്, ഒപ്പം മരിക്കും,
ത്രെഡുകളുടെ തരങ്ങൾ
സ്പേസ്ഡ് ത്രെഡുകൾ, മെഷീൻ സ്ക്രൂ ത്രെഡുകൾ, ലാഗ് സ്ക്രൂകൾ, സെൽഫ്-ടാപ്പിംഗ് സ്ക്രൂകൾ, ഓൺ ഫാസ്റ്റനറുകൾ, ത്രെഡ്-ഫോർമിംഗ് സ്ക്രൂകൾ, ടൈപ്പ് യു സ്ക്രൂകൾ എന്നിങ്ങനെ വിവിധ തരം ത്രെഡുകളുണ്ട്.ഈ ഓൺ ഫാസ്റ്റനറുകളിൽ, സ്പേസ്ഡ് ത്രെഡുകളും മെഷീൻ സ്ക്രൂ ത്രെഡുകളും നിർമ്മാണ വ്യവസായത്തിൽ സാധാരണയായി ഉപയോഗിക്കുന്ന തരങ്ങളാണ്.കൂടാതെ, ഏകീകൃത സ്ക്രൂ ത്രെഡ് സിസ്റ്റം അനുസരിച്ച്, NC (നാടൻ), UNF (ഫൈൻ) ത്രെഡുകൾ സാധാരണ ത്രെഡ് വിഭാഗങ്ങളാണ്.
ഇവിടെ നമുക്ക് ആന്തരികവും ബാഹ്യവുമായ ത്രെഡുകൾ സംക്ഷിപ്തമായി ചർച്ച ചെയ്യാം.
ആന്തരിക ത്രെഡുകൾ
നട്ട് പോലെയുള്ള ഫാസ്റ്റനറിനുള്ളിൽ ഒഴുകുന്ന ഒരു ത്രെഡിനെ ആന്തരിക ത്രെഡ് എന്ന് വിളിക്കുന്നു.ഒരു പ്രത്യേക സിംഗിൾ-ലിപ് ത്രെഡിംഗ് ടൂൾ ഉപയോഗിച്ചാണ് ഇന്റേണൽ ത്രെഡ് (സ്ത്രീ) മെഷീനിംഗ് ചെയ്യുന്നത്.വിപരീതമായി, ചില ആന്തരിക ത്രെഡുകൾ ത്രെഡ്-ടാപ്പ് എന്നറിയപ്പെടുന്ന പരമ്പരാഗത ഉപകരണം ഉപയോഗിച്ച് മുറിക്കുന്നു.ആന്തരിക ത്രെഡുകൾ സ്ക്രൂ സ്വീകരിച്ച് വർക്ക്പീസിൽ ലോക്ക് ചെയ്യുന്നു.
ഇന്റേണൽ ത്രെഡ് മെഷീനിംഗിനായി ഉചിതമായ നാമമാത്ര വലുപ്പമുള്ള ടൂൾ തിരഞ്ഞെടുത്ത് ദ്വാരത്തിന്റെ വ്യാസം ശരിയാക്കുക, അവിടെ നിങ്ങൾ അന്തിമ ഉപയോഗ ആപ്ലിക്കേഷനിൽ ത്രെഡുകൾ സൃഷ്ടിക്കും.
ഉപയോഗിച്ച് ഈ ത്രെഡുകൾ നിർമ്മിക്കുമ്പോൾCNC മെഷീനിംഗ്, CAD ഡ്രോയിംഗിൽ നിന്ന് യഥാർത്ഥ ത്രെഡുകൾ നീക്കം ചെയ്യണം, പ്രധാന വ്യാസമുള്ള പ്രൊഫൈൽ മാത്രം അവശേഷിക്കുന്നു.ടാപ്പിംഗിനായി വ്യാസം കണക്കാക്കാൻ നൽകിയിരിക്കുന്ന ബന്ധം ഉപയോഗിക്കുക;
കോർ ഹോളിന്റെ വ്യാസം = ടാപ്പ് വ്യാസം - ത്രെഡ് പിച്ച്
അഥവാ,
ടാപ്പ് വ്യാസം = കോർ ഹോൾ വ്യാസം + ത്രെഡ് പിച്ച്.
മധ്യഭാഗം കണ്ടെത്തി മുമ്പ് കണക്കാക്കിയ കോർ-ഹോൾ വ്യാസം പോലെ ദ്വാരം തുളയ്ക്കുക, തുടർന്ന് ഒരു ടാപ്പ് ടൂൾ ഉപയോഗിച്ച് ദ്വാരത്തിന്റെ അരികിൽ ടാപ്പ് ചെയ്യുക, 90-ഡിഗ്രി കൗണ്ടർസിങ്ക് ഉപയോഗിച്ച് ചേംഫർ ചെയ്യുക.ഇപ്പോൾ തുടർച്ചയായ ത്രെഡുകൾ സൃഷ്ടിക്കാൻ കോർ ഹോളിലേക്ക് തിരിക്കുക.
ബാഹ്യ ത്രെഡുകൾ
ഒരു ബോൾട്ട് പോലെയുള്ള ഫാസ്റ്റനറിന്റെ ഷാഫ്റ്റിന്റെ പുറത്ത് ഒരു ത്രെഡ് വളയുന്നു.വർക്ക്പീസുകളിൽ ബാഹ്യ ത്രെഡുകൾ നിർമ്മിക്കുന്നതിന് വളരെ ഫലപ്രദവും വ്യാപകമായി ഉപയോഗിക്കുന്നതുമായ യന്ത്രമാണ് ലാത്ത്.തിരിയാൻ കഴിയുന്ന ഏത് സിലിണ്ടർ വടിയും ബാഹ്യ ത്രെഡ് പ്രൊഫൈലുകൾ സൃഷ്ടിക്കാൻ യോഗ്യമാണ്.ആവശ്യമായ പിച്ച് ഡെപ്ത് അടിസ്ഥാനമാക്കി നിങ്ങൾക്ക് ഉപകരണം തിരഞ്ഞെടുക്കാം.
ബാഹ്യ ത്രെഡ് കട്ടിംഗ് ആരംഭിക്കുന്നത് ത്രെഡിംഗ് ഡൈ (റൗണ്ട്-ഡൈ), ലാത്ത് മെഷീനിലേക്ക് ക്ലാമ്പിംഗ് എന്നിവയിലൂടെയാണ്.അരികുകൾ ആദ്യം ഫയൽ ചെയ്യുകയും 45 ഡിഗ്രിയിൽ ചാംഫർ ചെയ്യുകയും വേണം.തുടർച്ചയായ ത്രെഡ് സൃഷ്ടിക്കാൻ അതിന്റെ നീളത്തിൽ കറങ്ങുന്നതിന് മുമ്പ് വർക്ക്പീസ് അരികിൽ ഒരു കട്ടിംഗ് ടൂൾ ഉപയോഗിച്ച് സ്പർശിക്കുക.
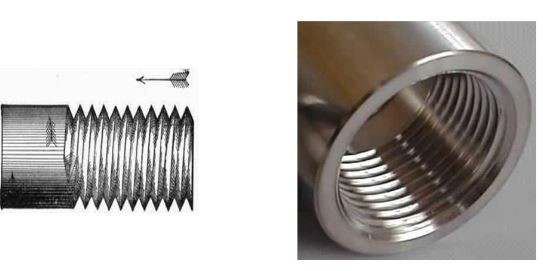
ആന്തരികവും ബാഹ്യവുമായ ത്രെഡുകൾ
ത്രെഡ്സ് മെഷീനിംഗിലെ ടെർമിനോളജി
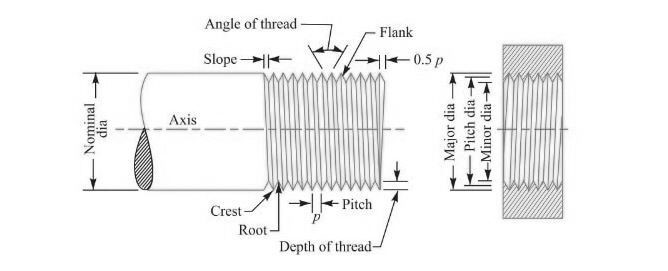
ത്രെഡുകൾ മെഷീനിംഗിലെ ടെർമിനോളജി
റൂട്ട്:രണ്ട് ക്രമീകരിക്കാവുന്ന ത്രെഡുകൾ അടിയിൽ പരന്നതോ വൃത്താകൃതിയിലുള്ളതോ ആയ ഉപരിതലം ഉണ്ടാക്കുന്നു, അല്ലെങ്കിൽ ത്രെഡ് ഗ്രോവിന്റെ അടിഭാഗം റൂട്ട് എന്നറിയപ്പെടുന്നു.
ക്രെസ്റ്റ്:ഒരു ത്രെഡിന്റെ രണ്ട് വശങ്ങളിലായി രൂപപ്പെടുന്ന ത്രെഡുകളുടെ ഏറ്റവും പുറം ഉപരിതലം (ത്രെഡിന്റെ പ്രൊജക്റ്റ് ചെയ്ത ഭാഗം)
പാർശ്വഭാഗം:ഉപരിതലം ഒരു ത്രെഡിന്റെ റൂട്ടിനെയും ചിഹ്നത്തെയും ബന്ധിപ്പിക്കുകയും അതിന്റെ പ്രതിഭാഗവുമായി സമ്പർക്കം പുലർത്തുകയും ചെയ്യുന്നു.
ത്രെഡ് ആംഗിൾ:ത്രെഡ് ആംഗിൾ എന്നറിയപ്പെടുന്ന അച്ചുതണ്ട തലത്തിൽ രണ്ട് ത്രെഡുകളുടെ അടുത്തുള്ള രണ്ട് പാർശ്വങ്ങളാൽ ആംഗിൾ രൂപം കൊള്ളുന്നു.
ചവിട്ടുപടി ആഴം:ചിഹ്നവും റൂട്ടും തമ്മിലുള്ള അക്ഷീയ അകലം ത്രെഡ് ഡെപ്ത് എന്നറിയപ്പെടുന്നു.
പിച്ച്:സമാനമായ രണ്ട് ത്രെഡുകൾ തമ്മിലുള്ള ദൂരം
ഹെലിക്സ് ആംഗിൾ:ത്രെഡിന്റെ ഹെലിക്സും ഭ്രമണത്തിന്റെ അച്ചുതണ്ടിന് സാധാരണമായ ഒരു വരിയും തമ്മിലുള്ള ആംഗിൾ
പ്രധാന വ്യാസം:ബാഹ്യ ത്രെഡിന്റെ (അല്ലെങ്കിൽ റൂട്ട് അല്ലെങ്കിൽ ആന്തരിക ത്രെഡ്) ചിഹ്നത്തിൽ സ്പർശിക്കുന്ന സാങ്കൽപ്പിക കോ-ആക്സിയൽ സിലിണ്ടറിന്റെ വ്യാസം
ചെറിയ വ്യാസം: ബാഹ്യ ത്രെഡിന്റെ റൂട്ടിനെ സ്പർശിക്കുന്ന സാങ്കൽപ്പിക കോ-ആക്സിയൽ സിലിണ്ടറിന്റെ വ്യാസം (അല്ലെങ്കിൽ ആന്തരിക ത്രെഡിന്റെ ചിഹ്നം)
പിച്ച് വ്യാസം:വലുതും ചെറുതുമായ വ്യാസത്തിന്റെ ശരാശരി
ഒരു മെഷീനിംഗ് ത്രെഡ് മുറിക്കുന്നതിനുള്ള രീതികൾ
ത്രെഡ് കട്ടിംഗ് ഘടകങ്ങളിൽ സ്ക്രൂഡ് ലിങ്കുകൾ സൃഷ്ടിക്കുന്നത് എളുപ്പമാക്കുന്നു.നിങ്ങൾ ഇന്റേണൽ ത്രെഡുകൾ മുറിക്കുകയാണെങ്കിൽ, കണക്ഷൻ ഉണ്ടാക്കുമ്പോൾ അതിന്റെ കൗണ്ടർപാർട്ട് ഇൻസേർട്ട് ചെയ്യാനും ലോക്ക് ചെയ്യാനും കഴിയുമെന്ന് ഉറപ്പാക്കുക.
ത്രെഡ് മുറിക്കുന്നതിനുള്ള മികച്ച സമീപനം തിരഞ്ഞെടുക്കുന്നത് നിർണായകമാണ്;സാങ്കേതികത, സാമ്പത്തികശാസ്ത്രം, സമയ ഉപഭോഗം, കൃത്യത, ഉപകരണ ലഭ്യത എന്നിങ്ങനെ പല ഘടകങ്ങളും പരിഗണിക്കേണ്ടതുണ്ട്.
1. മില്ലിങ്
മില്ലിങ്ആന്തരികവും ബാഹ്യവുമായ ത്രെഡുകളിൽ ത്രെഡുകൾ മുറിക്കാൻ ഉപയോഗിക്കാം.ലാറ്ററൽ ചലനത്തിന്റെ ഒരൊറ്റ സർക്കിളിൽ ത്രെഡ് നിർമ്മിക്കാൻ ഇത് ത്രെഡിംഗ് ടൂളുകളുടെ വൃത്താകൃതിയിലുള്ള ചലനം ഉപയോഗിക്കുന്നു.വിവിധ വലുപ്പത്തിലുള്ള ത്രെഡുകൾ മുറിക്കുന്നതിന് ഈ സമീപനം ഉപയോഗിക്കുന്നു, എന്നാൽ വലിയ ദ്വാരങ്ങൾക്ക് ഇത് ഏറ്റവും അനുയോജ്യമാണ്.മില്ലിംഗ് മെഷീനിംഗ് ഉപയോഗിച്ച് നിർമ്മിച്ച ത്രെഡുകൾ ഒരു സൃഷ്ടിക്കുന്നുഉയർന്ന ഉപരിതല ഫിനിഷ്കൃത്യമായ ഡൈമൻഷണൽ സ്ഥിരതയും.

മില്ലിംഗ് ഉപയോഗിച്ച് ത്രെഡ് മെഷീനിംഗ്
ത്രെഡ് മില്ലിംഗിൽ, രണ്ട് തരം ഫലപ്രദവും ജനപ്രിയവുമായ ഉപകരണങ്ങൾ ഉണ്ട്: സോളിഡ് കാർബൈഡും ഇൻഡെക്സബിൾ.ഈ ഉപകരണങ്ങളുടെ കട്ടിംഗ് പല്ലുകൾ ഒരു ടാപ്പ് പോലെ സജ്ജീകരിച്ചിരിക്കുന്നതിനേക്കാൾ സമാന്തരമാണ്.മൾട്ടി-ടൂത്ത് ത്രെഡ് മെഷീനുകൾ ത്രെഡ് അതിന്റെ ആഴത്തിലുള്ള പാളികളിലേക്ക് ഒറ്റത്തവണ ദ്വാരത്തിൽ മുറിക്കുന്നു.0.625 ഇഞ്ചിൽ താഴെ വ്യാസമുള്ള ദ്വാരങ്ങൾക്ക് ഇൻഡെക്സബിൾ ടൂളുകൾ പൊതുവെ അനുയോജ്യമല്ലാത്തതിനാൽ, കാർബൈഡ് ടൂളുകൾ പ്രാഥമികമായി ചെറിയ ദ്വാര വലുപ്പങ്ങൾക്ക് ഉപയോഗിക്കുന്നു;എന്നിരുന്നാലും, ഉയർന്ന കൃത്യത ആവശ്യമില്ലെങ്കിൽ ഈ ഉപകരണം ഉപയോഗിച്ച് ത്രെഡിംഗ് കുറച്ച് ചെലവേറിയതാണ്.ഒരു ഇൻഡെക്സബിൾ ടൂൾ ചെലവ് കുറവാണ്, കാരണം ഒന്ന് വാങ്ങിയതിനുശേഷം മാത്രമേ നിങ്ങൾ കട്ടർ മാറ്റിസ്ഥാപിക്കാവൂ.
ത്രെഡ്-മില്ലിംഗ് ഉപയോഗിക്കുന്നതിന് നിരവധി ഗുണങ്ങളുണ്ട്.ടാപ്പിങ്ങിൽ നിന്ന് വ്യത്യസ്തമായി, ഒരൊറ്റ ഉപകരണം ഉപയോഗിച്ച് വിവിധ വ്യാസങ്ങളെ അഭിസംബോധന ചെയ്യാൻ കഴിയും, ടാപ്പിംഗിന് ഒരൊറ്റ ഉപകരണം ഉപയോഗിച്ച് ഒരു നിശ്ചിത വ്യാസം മാത്രമേ കൈകാര്യം ചെയ്യാൻ കഴിയൂ, കൂടാതെ വലിയ വ്യാസമുള്ള ടാപ്പുകളും ചെലവേറിയതാണ്.
2. ലാത്ത് ഉപയോഗിച്ച് ത്രെഡുകൾ മെഷീനിംഗ്
ഈ കട്ടിംഗിനായി ഒരു കാർബൈഡ് ഇൻസേർട്ട് ഉള്ള ഒരു സിംഗിൾ-പോയിന്റ് ടേണിംഗ് ടൂൾ ഉപയോഗിക്കുന്നു.കട്ടിംഗുമായി മുന്നോട്ട് പോകുന്നതിന് മുമ്പ്, ലാത്ത് മെഷീൻ ഉപയോഗിച്ച് ത്രെഡ് മുറിക്കാൻ ചില കണക്കുകൂട്ടലുകൾ ആവശ്യമാണ്, അതായത് പിച്ച്, ലീഡ്, ഡെപ്ത്, മേജർ & മൈനർ വ്യാസം.
ഒരു ലാത്ത് മെഷീൻ ഉപയോഗിച്ച് ടാപ്പുചെയ്യുന്നതിനുള്ള ഏറ്റവും ഫലപ്രദമായ രീതിയാണ് ടാപ്പ് ഹാൻഡിൽ.എന്നിരുന്നാലും, വർക്ക്പീസ് ആദ്യം ചക്കിൽ മുറുകെ പിടിക്കണം.
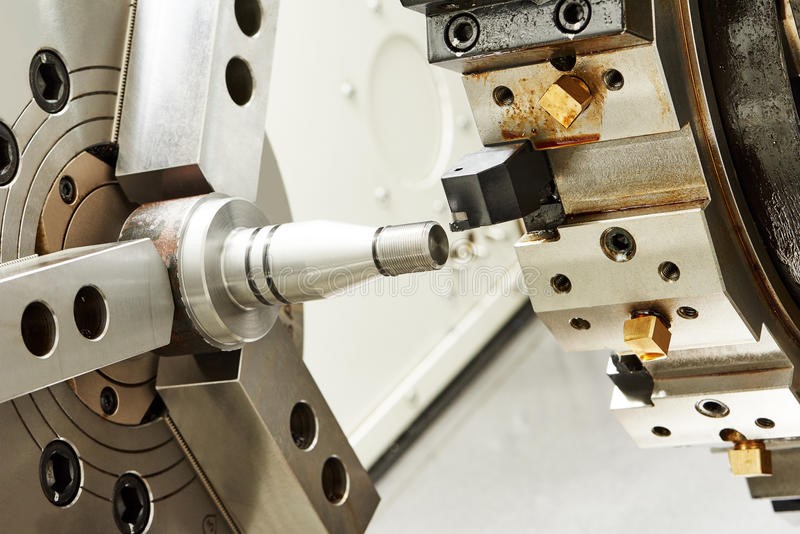
ലാത്ത് ഉപയോഗിച്ച് ത്രെഡ് മെഷീനിംഗ്
· ത്രെഡ്-ബിറ്റും ഉയരവും ലാത്തിന്റെ മധ്യഭാഗത്തേക്ക് സജ്ജമാക്കുക.ടൂൾ ബിറ്റ് വർക്ക്പീസിന്റെ വലത് കോണിലായിരിക്കണം.
· ത്രെഡിംഗ് ടൂൾ ബിറ്റ് വർക്ക്പീസിലേക്ക് അടുപ്പിക്കുക.
· ഇപ്പോൾ, ഹാൻഡിൽ നീക്കുക.ഉദാഹരണത്തിന്, നിങ്ങൾക്ക് 1 മില്ലീമീറ്റർ പിച്ച് ഉപയോഗിച്ച് ത്രെഡുകൾ സൃഷ്ടിക്കണമെങ്കിൽ, വർക്ക്പീസ് ഒരു വിപ്ലവം പൂർത്തിയാക്കുമ്പോൾ ത്രെഡിംഗ് ടൂൾ 1 മില്ലീമീറ്റർ ദൂരം നീക്കണം.അതിനാൽ, അതനുസരിച്ച് തുടരുക.
3. ഡൈ-കട്ടിംഗ്

ത്രെഡുകളുടെ ഡൈ-കട്ടിംഗ്
ഉയർന്ന അളവിലുള്ള കൃത്യതയും ഗുണനിലവാരവും ആവശ്യമില്ലാത്ത വൻതോതിലുള്ള ഉൽപാദനത്തിനായി ഉപയോഗിക്കാവുന്ന ത്രെഡ് കട്ടിംഗിന്റെ നേരായതും ചെലവുകുറഞ്ഞതുമായ മാർഗമാണിത്.ത്രെഡിംഗ് ഡൈകൾ അതിന്റെ ആന്തരിക ത്രെഡ് എതിരാളിയുമായി പൊരുത്തപ്പെടുന്ന ഒരു ബാഹ്യ ത്രെഡ് സൃഷ്ടിക്കുന്നു.
ഡൈ ഉപയോഗിച്ച് ത്രെഡ് കട്ടിംഗ് തുടരുന്നതിന് മുമ്പ്, വർക്ക്പീസിന്റെ ആദ്യ അറ്റം 45 ഡിഗ്രിയിൽ മുറിക്കണം, അത് യന്ത്രം അല്ലെങ്കിൽ കൈകൊണ്ട് ചെയ്യാം.തുടർന്ന്, ദയവായി അനുയോജ്യമായ വ്യാസമുള്ള ഡൈ തിരഞ്ഞെടുത്ത് ഡൈസ് അവസാന വശത്ത് വെച്ചതിന് ശേഷം ഒരു ഡൈ-സ്റ്റോക്കിൽ മുറുക്കുക, ത്രെഡുകൾ സൃഷ്ടിക്കാൻ നീളത്തിൽ എളുപ്പത്തിൽ തിരിക്കാൻ കഴിയും.
സ്ക്രബ് ചെയ്ത ദ്വാരങ്ങളിലോ ബോൾട്ടുകളിലോ ഉള്ള ത്രെഡുകൾ നന്നാക്കാൻ മെറ്റൽ വർക്കിംഗ്, മാനുഫാക്ചറിംഗ് വ്യവസായങ്ങളിലും ത്രെഡിംഗ് ഡൈകൾ വ്യാപകമായി ഉപയോഗിക്കുന്നു.ഡൈകൾ ഉപയോഗിച്ച് നിർമ്മിച്ച ത്രെഡുകൾ ശക്തിയും ഈടുവും വർദ്ധിപ്പിക്കുന്നു, അതേസമയം മെറ്റീരിയൽ ചെലവ് കുറയുന്നു, കാരണം പ്രക്രിയയ്ക്കിടെ കുറഞ്ഞ ലോഹ അവശിഷ്ടം പാഴാകുന്നു.
പ്രധാന ഡിസൈൻ നുറുങ്ങുകൾ
· കട്ടിംഗുമായി മുന്നോട്ടുപോകുന്നതിനുമുമ്പ് വർക്ക്പീസിന്റെ ഉപരിതലം അതിന്റെ നീളം മുഴുവൻ ഏകതാനമാണെന്ന് ഉറപ്പാക്കുക.
· ബാഹ്യ ത്രെഡുകൾ നിർമ്മിക്കുന്നതിന്, മുറിക്കുന്നതിന് മുമ്പ് 45-ഡിഗ്രി കോണിൽ അവസാനം-വശം മുറിക്കുക.ഒരു ആന്തരിക ത്രെഡിന്റെ അവസാനം ഒരു കൗണ്ടർസിങ്ക് ആവശ്യമാണ്.
· ഭാവിയിലെ ആപ്ലിക്കേഷനുകൾക്ക് പ്രത്യേക ആവശ്യകതകളൊന്നുമില്ലെങ്കിൽ, താഴ്ന്ന ഉയരവും സ്റ്റാൻഡേർഡ് വലുപ്പവുമുള്ള ത്രെഡുകൾ രൂപകൽപ്പന ചെയ്യുന്നതാണ് നല്ലത്.
· ത്രെഡ് കനം തിരഞ്ഞെടുക്കണം, അതുവഴി ഘടിപ്പിക്കുമ്പോൾ സമ്മർദ്ദത്തെ നേരിടാൻ കഴിയും.
ത്രെഡുകൾക്കുള്ള ഉപരിതല-ഫിനിഷിംഗ്

ഉപരിതല ഫിനിഷിംഗ് ഉള്ള ത്രെഡുകൾ
മെഷീനിംഗ് ഉപയോഗിച്ച് പൂർത്തിയാക്കിയ ശേഷം, ത്രെഡുകളുടെ ഉപരിതല ഫിനിഷിംഗ് സൗന്ദര്യാത്മക കാരണങ്ങളാൽ നിർണായകമാണ്, ഉൽപ്പന്നത്തിന്റെ മൊത്തത്തിലുള്ള പ്രവർത്തനക്ഷമത മെച്ചപ്പെടുത്തുകയും അതിന്റെ ആയുസ്സ് വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്നു.കൂടാതെ, നാശവും ഉപരിതല ശോഷണവും തടയുന്നതിനും മെക്കാനിക്കൽ കപ്ലിംഗിന്റെ പരാജയം ഒഴിവാക്കുന്നതിനുമുള്ള മികച്ച മാർഗമാണിത്.
പെയിന്റിംഗ് ഒപ്പംബ്ലാക്ക്-ഓക്സൈഡ്ത്രെഡുകളുടെ ഉപരിതല ഫിനിഷിനുള്ള രണ്ട് ഫലപ്രദമായ രീതികളാണ് ഫിനിഷിംഗ്.എന്നിരുന്നാലും, ബ്ലാക്ക് ഓക്സൈഡ് ഫിനിഷുകളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ പെയിന്റിംഗ് കൂടുതൽ കാലം നിലനിൽക്കില്ല.
ബ്ലാക്ക്-ഓക്സൈഡ് ഫിനിഷുകൾ
ഇത് പ്രധാനമായും ത്രെഡിന്റെ ഉപരിതലത്തെ പൂശുന്ന മാഗ്നറ്റൈറ്റിന്റെ (Fe3O4) ഒരു സൂക്ഷ്മ പാളിയാണ്.ബ്ലാക്ക്-ഓക്സൈഡ് കോട്ടിംഗിന്റെ കനം അപ്രധാനമായതിനാൽ, അത് ഡൈമൻഷണൽ സ്ഥിരത, ഡിസൈൻ പാരാമീറ്ററുകൾ അല്ലെങ്കിൽ ഗുണങ്ങളെ ബാധിക്കില്ല.ബ്ലാക്ക് ഓക്സൈഡ് ഫിനിഷുകൾക്കായി, മെഷീൻ ചെയ്ത ത്രെഡുകളുടെ ഒരു ബാച്ച് ഉചിതമായ താപനിലയിൽ (130 മുതൽ 150 0C വരെ) ആൽക്കലൈൻ ഉപ്പ് ലായനിയിൽ മുക്കിവയ്ക്കുന്നു.
ത്രെഡുകളുടെ ബ്ലാക്ക്-ഓക്സൈഡ് ഫിനിഷിംഗിനായി പിന്തുടരേണ്ട ഘട്ടങ്ങൾ ഇനിപ്പറയുന്നവയാണ്.
- 1. ആൽക്കലൈൻ ജലീയ ലായനി ഉപയോഗിച്ച്, ത്രെഡുകൾ (ബാച്ചുകളിൽ) വൃത്തിയാക്കുക.
- 2. ആൽക്കലൈൻ ലായനികൾ ത്രെഡ് ഉപരിതലവുമായി പ്രതിപ്രവർത്തിക്കുകയും പ്രാഥമിക ഉപരിതല ഫിനിഷിനെ തരംതാഴ്ത്തുകയും ചെയ്യുന്നതിനാൽ വാറ്റിയെടുത്ത വെള്ളം ഉപയോഗിച്ച് ഉടൻ വൃത്തിയാക്കുക.
- 3. ആസിഡ് ശുദ്ധീകരണം നിർവീര്യമാക്കാൻ വീണ്ടും വെള്ളം ഉപയോഗിച്ച് വൃത്തിയാക്കുക.
- 4. 5 മുതൽ 45 മിനിറ്റ് വരെ തിളയ്ക്കുന്ന ആൽക്കലൈൻ ലായനിയിൽ ത്രെഡുകൾ മുക്കുക.
- 5. ഒരു വാട്ടർ ജെറ്റ് ഉപയോഗിച്ച്, മർദ്ദം ഉള്ള വെള്ളം ഉപയോഗിച്ച് വൃത്തിയാക്കി ഉണങ്ങാൻ മാറ്റിവയ്ക്കുക.
- 6. ത്രെഡുകളുടെ നാശ പ്രതിരോധവും സൗന്ദര്യാത്മക ആകർഷണവും മെച്ചപ്പെടുത്തുന്നതിന്, മെഴുക്, എണ്ണ, ലാക്വർ അല്ലെങ്കിൽ മറ്റ് ദ്വിതീയ കോട്ടിംഗ് മെറ്റീരിയലുകൾ പ്രയോഗിക്കുക.
- 7. ടാർഗെറ്റുചെയ്ത അപ്ലിക്കേഷനുകൾക്കായി ഇപ്പോൾ ത്രെഡുകളുടെ ബാച്ച് തയ്യാറാണ്.
ഉപസംഹാരം
ത്രെഡ്സ് മെഷീൻ ചെയ്യുന്നത് നിർമ്മാണത്തിൽ അനിവാര്യമായ ഒരു പ്രക്രിയയാണ്.അതിനാൽ, അനുയോജ്യമായ ഒരു മെഷീനിംഗ് രീതി തിരഞ്ഞെടുക്കുന്നത് വളരെ നിർണായകമാണ്.ഇത് അന്തിമ ഉപയോഗ ആപ്ലിക്കേഷൻ, സാങ്കേതിക ലഭ്യത, സാമ്പത്തിക സാധ്യത എന്നിവ അനുസരിച്ചായിരിക്കണം.ഇത് അൽപ്പം സങ്കീർണ്ണമായിരിക്കാം, പക്ഷേ ഇത് അവഗണിക്കാൻ കഴിയില്ല.
ഡിസൈൻ മുതൽ ഉപരിതല ഫിനിഷിംഗ് വരെയുള്ള ത്രെഡിംഗ് ടെക്നിക്കുകളിൽ നിങ്ങൾക്ക് വിദഗ്ധരുമായി കൂടിയാലോചിക്കാം.ത്രെഡ് നിർമ്മാണത്തിൽ നിങ്ങളെ സഹായിക്കുന്ന പരിചയസമ്പന്നരായ എഞ്ചിനീയർമാരുടെ ഒരു ടീം ഞങ്ങളുടെ പക്കലുണ്ട്.എല്ലാ ടെക്നിക്കുകളിൽ നിന്നും ഞങ്ങൾ ത്രെഡ് മെഷീനിംഗ് സേവനങ്ങൾ നൽകുന്നു, മില്ലിംഗ്, ഒരു ലാത്ത് മെഷീൻ ഉപയോഗിച്ച് ത്രെഡ് മെഷീനിംഗ്, ഡൈ-കട്ടിംഗ്, ത്രെഡുകളെ കുറിച്ച് നിങ്ങൾക്ക് ആവശ്യമുള്ള മിക്കവാറും എല്ലാം.അതിനാൽ, നിങ്ങൾക്ക് എന്തെങ്കിലും അനുബന്ധ സേവനം ആവശ്യമുണ്ടെങ്കിൽ, ദയവായി മടിക്കരുത് ഞങ്ങളെ സമീപിക്കുക.
പതിവുചോദ്യങ്ങൾ
ത്രെഡ് മെഷീനിംഗ് നിർമ്മാണത്തിൽ പ്രധാനമായിരിക്കുന്നത് എന്തുകൊണ്ട്?
ത്രെഡ് മെഷീനിംഗ് ഏറ്റവും ഫലപ്രദമായ ഒറ്റത്തവണ നിർമ്മാണ രീതികളിൽ ഒന്നാണ്.വിവിധ മെക്കാനിസങ്ങളും ഉൽപ്പന്ന ഭാഗങ്ങളും ബന്ധിപ്പിക്കുന്നതിന് ത്രെഡുകൾ ആവശ്യമാണ്.ഇത് വളരെ നേരായ ഘടനകളുള്ള ഒന്നിലധികം ഘടകങ്ങളുടെ സന്ധികളും കണക്ഷനുകളും ശക്തിപ്പെടുത്തുന്നു.
ത്രെഡുകൾ മെഷീനിംഗിനുള്ള ജനപ്രിയ സാങ്കേതിക വിദ്യകൾ എന്തൊക്കെയാണ്?
മില്ലിംഗ്, ലാത്ത് മെഷീൻ, ഡൈസ് എന്നിവയാണ് നിർമ്മാണ വ്യവസായത്തിലെ ത്രെഡ് മെഷീനിംഗിനുള്ള ഏറ്റവും ജനപ്രിയവും പ്രായോഗികവുമായ സാങ്കേതിക വിദ്യകൾ.
ത്രെഡ് മെഷീനിംഗിനുള്ള മികച്ച സാങ്കേതികത ഏതാണ്?
ഇത് ത്രെഡുകളുടെ വലുപ്പം, ആപ്ലിക്കേഷനുകളുടെ തരം, സാങ്കേതിക ലഭ്യത, സാമ്പത്തിക സാധ്യത, കൃത്യതയുടെ ആവശ്യകത തുടങ്ങിയ വിവിധ ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കുന്നു.
ത്രെഡുകൾക്ക് ഉപരിതല ഫിനിഷിംഗ് നിർണായകമാണോ?
അതെ, തുരുമ്പ് രൂപീകരണം തടയാനും സൗന്ദര്യാത്മക ആകർഷണത്തോടൊപ്പം കണക്ഷനുകളുടെ ഈട് വർദ്ധിപ്പിക്കാനും അത്യാവശ്യമാണ്.
പോസ്റ്റ് സമയം: ജൂൺ-16-2022