“Threads are the components that fill the gap of fitting and connection in the assembly of parts to optimize the strength and durability of final products in the global manufacturing industry, which is heavily reliant on the link and fitting of components to create the final products.”
Threads are continuous helical edges on cylindrical and conical surfaces used for mechanical and product part coupling. Depending on the application, threads are created on the inner or outer surface. The threads formed on the outer shell are known as external threads, whereas threads on an inner surface are called internal threads. For the machining, there are mainly three approaches, CNC Milling, thread machining with a lathe machine, and die-cutting.
Types of Threads
There are various types of threads, such as spaced threads, machine screw threads, Lag Screws, Self-Tapping Screws, ON fasteners, Thread-Forming Screws, and Type U Screws. Among these ON fasteners, spaced threads and machine screw threads are commonly used types in the manufacturing industry. Also, according to the Unified Screw Thread System, NC (coarse) and UNF (Fine) threads are the standard thread categories.
Here let’s discuss the internal and external threads in brief.
Internal Threads
A thread that flows around inside the fastener, such as a nut, is called the internal thread. Internal thread (Female) machining is done with a specific single-lip threading tool. In contrast, some internal threads are cut with a traditional tool known as a thread-tap. Internal threads accept the screw and lock it in the workpiece.
Select the tool with the appropriate nominal size for internal thread machining and fix the hole diameter where you will create the threads per the end-use application.
While manufacturing these threads with CNC machining, the actual threads must be removed from the CAD drawing, leaving only the major diameter profile.Use the given relation to calculate the diameter for tapping;
Diameter of core hole = Tap diameter – Thread pitch
Or,
Tap diameter = Core hole diameter + Thread pitch.
Locate the center and drill the hole as the previously calculated core-hole diameter, then tap the hole’s edge with a tap tool and chamfer with a 90-degree countersink. Now rotate into the core hole to create the continuous threads.
External Threads
A thread curves along the outside of the fastener’s shaft, such as a bolt. The Lathe is a very effective and widely used machine for producing external threads on workpieces. Any cylindrical rod that can be turned in is eligible to create external thread profiles. You can select the tool based on the required pitch depth.
External thread cutting begins with the threading die (round die) and clamping to the lathe machine. The edges must first be filed and chamfer at 45 degrees. Now touch the workpiece edge with a cutting tool before revolving it along its length to create a continuous thread.
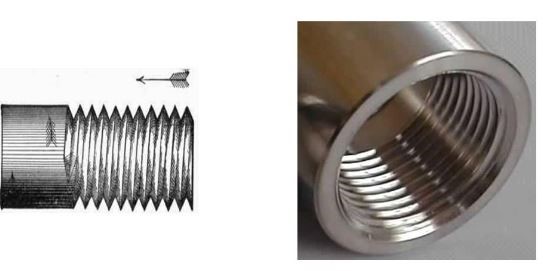
Internal and external threads
Try Prolean Now!
Terminology in Threads Machining
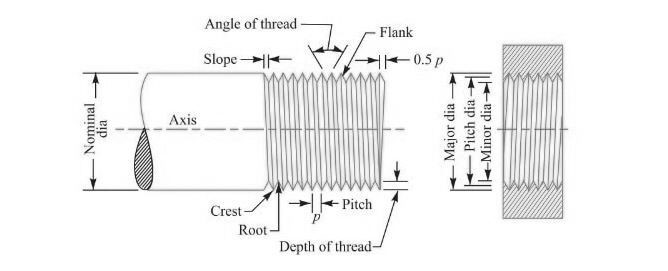
Terminology in threads machining
- Root: Two adjustable threads form a flat or rounded surface on the bottom, or the bottom surface of the thread groove is known as the root.
- Crest: The outermost surface of the threads forming by two sides of a thread (projected part of the thread)
- Flank: The surface connects a thread’s root and crest and makes contact with its counterpart.
- Thread angle: The angle is formed by two adjacent flanks of two threads in the axial plane called thread angle.
- Tread depth: The axial distance between the crest and the root is known as thread depth.
- Pitch: Distance between the two identical threads
- Helix angle: Angle between the helix of the thread and a line that is normal to the axis of rotation
- Major diameter: Diameter of the imaginary co-axial cylinder that touches the crest of the external thread (or root or the internal thread)
- Minor diameter: Diameter of the imaginary co-axial cylinder that touches the root of the external thread (or crest of the internal thread)
- Pitch Diameter: the average of the major and minor diameter
Methods for Machining Thread
Thread cutting makes it easier to create screwed links on components. If you cut the internal threads, make sure it can insert and lock its counterpart while making the connection.
Choosing the best approach for thread cutting is critical; many factors must be considered, such as technicality, economics, time consumption, accuracy, and tool availability.
CNC Milling
CNC Milling can be used to cut threads on both internal and external threads. It employs the circular motion of threading tools to produce thread in a single circle of lateral movement. This approach is used for cutting threads of various sizes, but it is best suited for larger holes. Threads made with milling machining create a high surface finish and precise dimensional consistency.

Thread machining with milling
In thread milling, there are two types of effective and popular tools: solid carbide and indexable. These tools’ cutting teeth are parallel rather than helically set up like a tap’s. Multi-tooth thread machines cut the thread to its deeper layers in a single turn all-around hole. Because indexable tools are generally unsuitable for holes with a diameter of less than 0.625 inches, carbide tools are primarily used for smaller hole sizes; however, threading with this tool is somewhat expensive if high precision is not required. An indexable tool is less costly because you only need to replace the cutter after purchasing one.
There are numerous benefits to using thread-milling. Unlike tapping, which can address a variety of diameters with a single tool, tapping can only handle a fixed diameter with a single tool, and larger-diameter taps are also expensive.
Threads Machining with Lathe
A Single-point turning tool with a carbide insert is used for this cutting. Before proceeding with the cutting, some calculations are required to cut the thread with the lathe machine, such as pitch, lead, depth, and major & minor diameter.
The tap handle is the most effective method for tapping with a lathe machine. However, the workpiece must first be clamped into the chuck.
![]()
Thread machining with Lathe
- Set the thread-bit and height to the center point of the Lathe. The tool bit should be at the right angle of the workpiece.
- Bring the threading tool a bit closer to the workpiece.
- Now, move the handle. For example, if you want to generate threads with a pitch of 1 mm, the threading tool must move a distance of 1 mm as the workpiece completes one revolution. So, proceed accordingly.
Die-cutting of Threads
It is a straightforward and inexpensive way of thread cutting that can be used for mass production and does not require a high degree of accuracy and quality. Threading dies to create an external thread compatible with its internal thread counterpart.

Die cutting of threads
Before proceeding with the thread cutting with the die, the first end side of the workpiece must be chamfered at 45 degrees, which can be done by machine or hand. Then, please choose the appropriate diameter to die and tighten it in a die-stock after placing the dies on the end-side, which can be easily rotated along the length to create the threads.
Threading dies are also widely used in the metalworking and manufacturing industries to repair threads in scrubbed holes or bolts. Threads made with dies increase strength and durability while decreasing material costs because less metal residue is wasted during the process.
Try Prolean Now!
Key Thread Design Tips
Some simple considerations during thread designing significantly influence the efficiency, precision, and quality of thread machining. Such as ensure a uniform workpiece surface and 45-degree chamfer for external threading. Design standard-sized, lower-height threads for versatility and select thickness for pressure endurance.
- Make sure that the surface of the workpiece is uniform throughout its length before proceeding with the cutting.
- To make external threads, chamfer the end-side at a 45-degree angle before cutting. A countersink is required at the end of an internal thread.
- If there are no specific requirements for future applications, it is preferable to design threads with a lower height and standard size.
- Thread thickness should be chosen so that it can withstand pressure while coupling.
Surface Finishing for Threads

Thread with surface finishing
After done with the machining, the surface finishing of threads is crucial for aesthetic reasons, improves the product’s overall functionality, and extends its life. In addition, it is the best way to prevent corrosion and surface degradation and thus avoid the failure of mechanical coupling.
Painting and black-oxide finishing are the two effective methods for the surface finishes of the threads. However, the painting will not last for an extended period compared to black oxide finishes.
Black-oxide finishes
It is essentially a microscopic layer of magnetite (Fe3O4) coating the surface of the thread. Because the thickness of the black-oxide coating is insignificant, it does not affect dimensional stability, design parameters, or properties. For the black oxide finishes, a batch of machined threads is immersed in an alkaline salt solution at the appropriate temperature (130 to 150 0C).
Following are the steps to follow for the black-oxide finishing of threads.
1. Using an alkaline aqueous solution, clean the threads (in batches).
2. Clean immediately with distilled water because alkaline solutions can react with the thread surface and degrade the primary surface finish.
3. Clean with water again to neutralize the acid cleansing.
4. Immerse the threads in a boiling alkaline solution for 5 to 45 minutes.
5. Using a water jet, clean with pressurized water and set aside to dry.
6. To improve the threads’ corrosion resistance and aesthetic appeal, apply wax, oil, lacquer, or other secondary coating materials.
7. Now, the batch of threads is ready for the targeted applications.
Conclusion
Threads machining is an essential process in manufacturing. Therefore, the selection of a suitable machining method is very critical. It should be according to the end-use application, technical availability, and economic feasibility. It might be a bit complicated, but it cannot be neglected.
You can consult with experts in threading techniques from design to surface finishing. We have an experienced team of engineers who will assist you in thread manufacturing. We provide thread machining services from all techniques, Milling, thread machining with a lathe machine, and die-cutting, almost everything you need about threads. So, if you need any related service, please do not hesitate to contact us.
FAQ’s
Why is thread machining significant in manufacturing?
Thread machining is one of the most effective single-piece manufacturing methods. Threads are required to connect various mechanisms and product parts. It strengthens joints and connections of multiple components with very straightforward structures.
What are the popular techniques for thread machining?
Milling, Lathe machines, and dies are the most popular and practical techniques for thread machining in the manufacturing industry.
Which is the best technique for thread machining?
It depends upon various factors such as the size of the threads, type of applications, Technical availability, economic feasibility, and requirement of accuracy.
Is the surface finishing crucial for threads?
Yes, It is essential to prevent rust formation and increase the durability of connections along with the aesthetic appeal.



0 Comments