Diş işleme: Bilmeniz gereken her şey
Son güncelleme:09/06 Okuma süresi: 8 dakika
Vidalar, nihai ürünleri oluşturmak için bileşenlerin bağlantısına ve takılmasına büyük ölçüde güvenen küresel imalat endüstrisinde nihai ürünlerin mukavemetini ve dayanıklılığını optimize etmek için parçaların montajındaki bağlantı ve bağlantı boşluğunu dolduran bileşenlerdir.
Dişler, mekanik ve ürün parçası birleştirme için kullanılan silindirik ve konik yüzeyler üzerinde sürekli sarmal kenarlardır.Uygulamaya bağlı olarak iç veya dış yüzeyde dişler oluşturulur.Dış kabukta oluşan dişlere dış dişler, iç yüzeyde oluşan dişlere ise iç dişler denir.İşleme için, esas olarak üç yaklaşım vardır, Frezeleme, bir torna makinesi ile iplik işleme, ve kalıp kesme,
İplik türleri
Aralıklı dişler, makine vida dişleri, Gecikmeli Vidalar, Kendinden Kılavuzlu Vidalar, AÇIK bağlantı elemanları, Diş Açma Vidaları ve U Tipi Vidalar gibi çeşitli diş türleri vardır.Bu ON bağlantı elemanları arasında, aralıklı dişler ve makine vida dişleri, imalat sanayinde yaygın olarak kullanılan tiplerdir.Ayrıca Birleşik Vida Dişi Sistemine göre NC (kaba) ve UNF (İnce) dişler standart diş kategorileridir.
Burada iç ve dış konuları kısaca tartışalım.
İç Dişler
Somun gibi bağlantı elemanının içinde dolaşan bir dişe iç diş denir.İç diş (Dişi) işleme, özel bir tek dudaklı diş açma takımıyla yapılır.Buna karşılık, bazı iç dişler, diş açma olarak bilinen geleneksel bir aletle kesilir.İç dişler vidayı alır ve iş parçasına kilitler.
Delik içi diş açma işleme için uygun nominal boyuta sahip takımı seçin ve son kullanım uygulamasına göre dişleri oluşturacağınız delik çapını sabitleyin.
Bu iplikleri üretirkenCNC işleme, gerçek dişler CAD çiziminden çıkarılmalı ve geriye yalnızca ana çap profili bırakılmalıdır.Kılavuz çekme çapını hesaplamak için verilen ilişkiyi kullanın;
Karot deliği çapı = Kılavuz çapı – Diş hatvesi
Veya,
Kılavuz çapı = Çekirdek delik çapı + Diş adımı.
Merkezi bulun ve deliği önceden hesaplanan karot çapına göre delin, ardından bir kılavuz aletiyle deliğin kenarına dokunun ve 90 derecelik bir havşa ile pah açın.Şimdi sürekli dişleri oluşturmak için çekirdek deliğe doğru döndürün.
Dış Dişler
Bir cıvata gibi, bağlantı elemanının milinin dış tarafı boyunca bir iplik kıvrılır.Torna, iş parçalarında dış dişler üretmek için çok etkili ve yaygın olarak kullanılan bir makinedir.Döndürülebilen herhangi bir silindirik çubuk, dıştan dişli profiller oluşturmaya uygundur.Aleti gerekli hatve derinliğine göre seçebilirsiniz.
Dış diş çekme, diş açma kalıbı (yuvarlak kalıp) ve torna makinesine kenetlenmesi ile başlar.Kenarlar önce törpülenmeli ve 45 derecede pah kırılmalıdır.Şimdi sürekli bir diş oluşturmak için uzunlamasına döndürmeden önce iş parçasının kenarına bir kesici aletle dokunun.
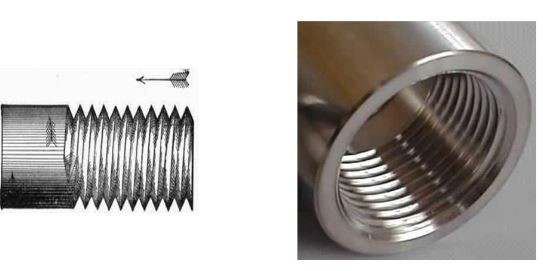
İç ve Dış dişler
Diş işlemede terminoloji
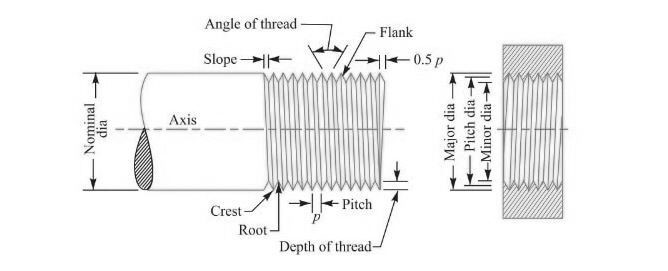
Diş açmada terminoloji
Kök:İki ayarlanabilir iplik, altta düz veya yuvarlak bir yüzey oluşturur veya diş oluğunun alt yüzeyi, kök olarak bilinir.
sorguç:Bir ipliğin iki tarafını oluşturan ipliklerin en dış yüzeyi (ipliğin çıkıntılı kısmı)
kanat:Yüzey, bir ipliğin kökünü ve tepesini birbirine bağlar ve muadili ile temas kurar.
Diş açısı:Açı, diş açısı olarak adlandırılan eksenel düzlemde iki dişin bitişik iki yan tarafından oluşturulur.
Diş derinliği:Tepe ve kök arasındaki eksenel mesafe diş derinliği olarak bilinir.
Saha:İki özdeş iplik arasındaki mesafe
Helezon açısı:Dişin sarmalı ile dönme eksenine normal olan bir çizgi arasındaki açı
Büyük çap:Dış dişin tepesine (veya köküne veya iç dişe) temas eden hayali eş eksenli silindirin çapı
Küçük çap: Dış dişin köküne (veya iç dişin tepesine) temas eden hayali eş eksenli silindirin çapı
Saha çapı:büyük ve küçük çapın ortalaması
Bir makine dişini kesme yöntemleri
Diş açma, bileşenler üzerinde vidalı bağlantılar oluşturmayı kolaylaştırır.İç dişlileri keserseniz, bağlantıyı yaparken karşı tarafı takıp kilitleyebildiğinden emin olun.
Diş açma için en iyi yaklaşımı seçmek çok önemlidir;tekniklik, ekonomi, zaman tüketimi, doğruluk ve alet mevcudiyeti gibi birçok faktör dikkate alınmalıdır.
1. Frezeleme
Frezelemehem iç hem de dış dişlerdeki dişleri kesmek için kullanılabilir.Tek bir yanal hareket dairesinde iplik üretmek için diş açma araçlarının dairesel hareketini kullanır.Bu yaklaşım, çeşitli boyutlardaki dişleri kesmek için kullanılır, ancak daha büyük delikler için en uygunudur.Freze işleme ile yapılan dişler biryüksek yüzey kalitesive hassas boyutsal tutarlılık.

Frezeleme ile diş işleme
Diş frezelemede iki tür etkili ve popüler takım vardır: yekpare karbür ve değiştirilebilir.Bu aletlerin kesme dişleri, bir kılavuzunki gibi helisel olarak dizilmek yerine paraleldir.Çok dişli iplik makineleri, çepeçevre tek turlu bir delikte ipliği daha derin katmanlarına kadar keser.Değiştirilebilir takımlar genellikle 0,625 inçten küçük çaplı delikler için uygun olmadığından, karbür takımlar öncelikle daha küçük delik boyutları için kullanılır;ancak, yüksek hassasiyet gerekli değilse bu araçla diş açma biraz pahalıdır.Kesiciyi yalnızca bir tane satın aldıktan sonra değiştirmeniz gerektiğinden, değiştirilebilir bir takım daha az maliyetlidir.
Diş frezeleme kullanmanın çok sayıda faydası vardır.Tek bir aletle çeşitli çaplara hitap edebilen kılavuz çekmenin aksine, kılavuz çekme tek bir aletle yalnızca sabit bir çapı işleyebilir ve daha büyük çaplı kılavuzlar da pahalıdır.
2. Torna ile Diş İşleme
Bu kesim için karbür uçlu tek noktalı bir tornalama takımı kullanılır.Kesime geçmeden önce, ipliği torna makinesiyle kesmek için hatve, boşluk, derinlik ve büyük ve küçük çap gibi bazı hesaplamalar gerekir.
Kılavuz kolu, bir torna makinesiyle kılavuz çekmenin en etkili yöntemidir.Ancak iş parçası önce aynaya kenetlenmelidir.
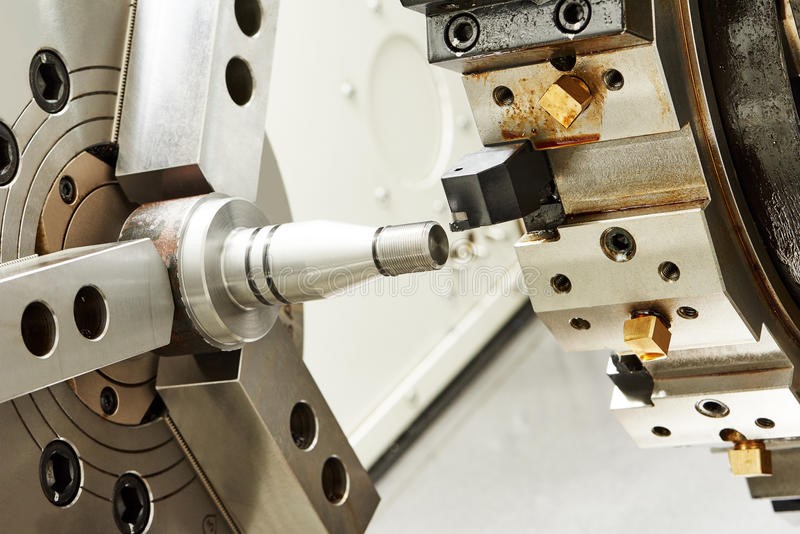
Torna ile diş işleme
· İplik ucunu ve yüksekliği Torna tezgahının merkez noktasına ayarlayın.Alet ucu iş parçasına dik açıda olmalıdır.
· Diş açma aleti ucunu iş parçasına yaklaştırın.
· Şimdi kolu hareket ettirin.Örneğin, 1 mm hatveli dişler oluşturmak istiyorsanız, iş parçası bir dönüşü tamamladığında diş açma aleti 1 mm mesafe hareket etmelidir.Öyleyse, buna göre ilerleyin.
3. Kalıp kesim

İpliklerin kalıpla kesilmesi
Yüksek derecede doğruluk ve kalite gerektirmeyen seri üretim için kullanılabilen basit ve ucuz bir iplik kesme yöntemidir.Diş açma kalıpları, iç dişli muadili ile uyumlu bir dış diş oluşturur.
Kalıp ile diş açma işlemine geçmeden önce iş parçasının ilk uç kenarına 45 derecede makine veya el ile pah açılmalıdır.Ardından, lütfen uygun çapta kalıbı seçin ve dişleri oluşturmak için uzunluk boyunca kolayca döndürülebilen kalıpları uç tarafa yerleştirdikten sonra bir kalıp stoğunda sıkın.
Diş açma kalıpları ayrıca, metal işleme ve imalat endüstrilerinde, fırçalanmış deliklerdeki veya cıvatalardaki dişleri onarmak için yaygın olarak kullanılmaktadır.Kalıplarla yapılan dişler, işlem sırasında daha az metal kalıntısı israf edildiğinden malzeme maliyetlerini düşürürken mukavemeti ve dayanıklılığı artırır.
Önemli tasarım ipuçları
· Kesmeye devam etmeden önce iş parçasının yüzeyinin tüm uzunluğu boyunca aynı olduğundan emin olun.
· Dıştan diş açmak için, kesmeden önce uç tarafa 45 derecelik bir açıyla pah açın.Bir iç dişin sonunda bir havşa gereklidir.
· Gelecekteki uygulamalar için özel gereksinimler yoksa, vida dişinin daha düşük yükseklikte ve standart boyutta tasarlanması tercih edilir.
· Diş kalınlığı, bağlantı sırasında basınca dayanabilecek şekilde seçilmelidir.
Dişler için yüzey bitirme

Yüzey bitirmeli dişler
İşleme ile tamamlandıktan sonra, dişlerin yüzey finisajı estetik nedenlerle çok önemlidir, ürünün genel işlevselliğini geliştirir ve ömrünü uzatır.Ayrıca, korozyonu ve yüzey bozulmasını önlemenin ve böylece mekanik bağlantının arızalanmasını önlemenin en iyi yoludur.
Resim vesiyah oksidbitirme, dişlerin yüzey bitirmeleri için iki etkili yöntemdir.Ancak, siyah oksit kaplamalara kıyasla boya uzun süre dayanmayacaktır.
Kara oksit yüzeyler
Esas olarak ipliğin yüzeyini kaplayan mikroskobik bir manyetit (Fe3O4) tabakasıdır.Kara oksit kaplamanın kalınlığı önemsiz olduğundan, boyutsal kararlılığı, tasarım parametrelerini veya özellikleri etkilemez.Siyah oksit finisajlar için, işlenmiş ipliklerden oluşan bir parti, uygun sıcaklıkta (130 ila 150 0C) bir alkalin tuz çözeltisine daldırılır.
Aşağıda, dişlerin kara oksit finisajı için izlenecek adımlar bulunmaktadır.
- 1. Alkali sulu bir solüsyon kullanarak iplikleri (partiler halinde) temizleyin.
- 2. Alkali solüsyonlar diş yüzeyi ile reaksiyona girerek birincil yüzey cilasını bozabileceğinden hemen distile su ile temizleyin.
- 3. Asit temizliğini nötralize etmek için tekrar su ile temizleyin.
- 4. İplikleri 5 ila 45 dakika boyunca kaynayan bir alkali solüsyona daldırın.
- 5. Su jeti kullanarak basınçlı su ile temizleyin ve kuruması için bir kenara bırakın.
- 6. İpliklerin korozyon direncini ve estetik çekiciliğini artırmak için mum, yağ, cila veya diğer ikincil kaplama malzemeleri uygulayın.
- 7. Artık iş parçacığı grubu, hedeflenen uygulamalar için hazırdır.
Çözüm
İplik işleme, imalatta önemli bir süreçtir.Bu nedenle, uygun bir işleme yönteminin seçimi çok önemlidir.Son kullanım uygulamasına, teknik elverişliliğe ve ekonomik fizibiliteye göre olmalıdır.Biraz karmaşık olabilir ama ihmal edilemez.
Tasarımdan yüzey bitirmeye kadar diş açma tekniklerinde uzmanlara danışabilirsiniz.İplik imalatında size yardımcı olacak deneyimli bir mühendis ekibimiz var.Tüm tekniklerden diş işleme hizmetleri, Frezeleme, torna tezgahı ile diş işleme ve kalıp kesme, dişler hakkında ihtiyacınız olan hemen hemen her şeyi sağlıyoruz.Bu nedenle, herhangi bir ilgili hizmete ihtiyacınız varsa, lütfen tereddüt etmeyin bize Ulaşın.
SSS
İmalatta diş açma neden önemlidir?
Diş çekme, en etkili tek parça imalat yöntemlerinden biridir.Dişler, çeşitli mekanizmaları ve ürün parçalarını bağlamak için gereklidir.Çok basit yapılarla birden fazla bileşenin eklemlerini ve bağlantılarını güçlendirir.
Vida dişi işleme için popüler teknikler nelerdir?
Frezeleme, Torna tezgahı ve kalıplar, imalat endüstrisinde diş açma için en popüler ve pratik tekniklerdir.
İplik işleme için en iyi teknik hangisidir?
Dişlerin boyutu, uygulama tipi, Teknik uygunluk, ekonomik fizibilite ve doğruluk gerekliliği gibi çeşitli faktörlere bağlıdır.
Dişler için yüzey bitirme çok mu önemli?
Evet, Estetik görünümün yanı sıra pas oluşumunu önlemek ve bağlantıların dayanıklılığını artırmak için gereklidir.
Gönderim zamanı: 16 Haziran 2022