Ferwurkjen fan triedden: alles wat jo witte moatte
Lêste fernijing: 09/06 Tiid om te lêzen: 8 min
Threads binne de komponinten dy't it gat fan fitting en ferbining yn 'e gearstalling fan dielen folje om de sterkte en duorsumens fan einprodukten yn' e wrâldwide produksjesektor te optimalisearjen, dy't sterk ôfhinklik is fan 'e keppeling en it oanpassen fan komponinten om de definitive produkten te meitsjen.
Threads binne trochgeande helical rânen op silindryske en konyske oerflakken brûkt foar meganyske en produkt diel coupling.Ofhinklik fan 'e tapassing wurde triedden oanmakke op' e ynderlike of bûtenste oerflak.De triedden foarme op 'e bûtenste shell binne bekend as eksterne triedden, wylst triedden yn in binnenste oerflak wurde neamd ynterne triedden.Foar it ferwurkjen binne der benammen trije oanpakken, Frezen, thread machining mei in draaibank masine, en die-cutting,
Soarten triedden
D'r binne ferskate soarten triedden, lykas ôfstânde triedden, masjine-skroeven, Lag-skroeven, selstappingsskroeven, ON-befestigingen, Thread-foarmjende skroeven, en Type U-skroeven.Under dizze ON-befestigingen wurde op ôfstân sletten triedden en masineskroefdraden faak brûkte soarten yn 'e produksjesektor.Ek, neffens it Unified Screw Thread System, binne NC (grof) en UNF (Fine) triedden de standert threadkategoryen.
Litte wy hjir koart de ynterne en eksterne diskusjes besprekke.
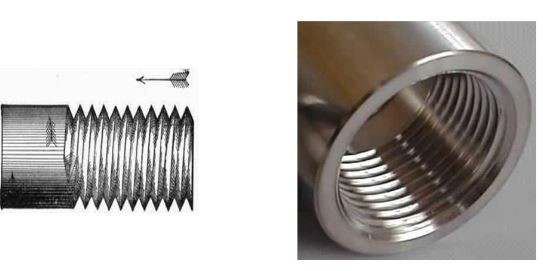
Ynterne threaden
In tried dy't rûn binnen de befestiging streamt, lykas in moer, wurdt de ynterne tried neamd.Machtigingsformulier foar ynterne thread (froulik) wurdt dien mei in spesifyk ien-lip threading-ark.Yn tsjinstelling, guon ynterne triedden wurde ôfsnien mei in tradisjoneel ark bekend as in tried-tap.Ynterne triedden akseptearje de skroef en slute it yn it wurkstik.
Selektearje it ark mei de passende nominale grutte foar ynterne threadferwurking en reparearje de gatdiameter wêr't jo de triedden sille oanmeitsje per de ein-gebrûk-applikaasje.
Wylst it meitsjen fan dizze triedden meiCNC ferwurkjen, moatte de eigentlike triedden fuortsmiten wurde fan 'e CAD-tekening, wêrtroch't allinich it haaddiameterprofyl oerbliuwt.Brûk de opjûne relaasje om de diameter te berekkenjen foar tappen;
Diameter fan core gat = Tap diameter - Thread pitch
Of,
Tap diameter = Core gat diameter + Thread pitch.
Sykje it sintrum en boarje it gat as de earder berekkene kearngatdiameter, tik dan op 'e râne fan' e gat mei in tap-ark en ôfsnien mei in 90-graden countersink.Rotearje no yn it kearngat om de trochgeande triedden te meitsjen.
Eksterne triedden
In tried curves lâns de bûtenkant fan de fastener syn skacht, lykas in bolt.De draaibank is in tige effektive en in soad brûkte masine foar it produsearjen fan eksterne triedden op workpieces.Elke silindryske roede dy't kin wurde ynskeakele, komt yn oanmerking foar it meitsjen fan eksterne triedprofilen.Jo kinne it ark selektearje op basis fan de fereaske pitchdjipte.
Eksterne tried cutting begjint mei de threading die (round-die) en clamping oan 'e lathe masine.De rânen moatte earst wurde filed en ôfsnien op 45 graden.Oanreitsje no de râne fan it wurkstik mei in snijwurk foardat it lang syn lingte draait om in trochgeande tried te meitsjen.
Ynterne en eksterne triedden
Terminology yn Threads ferwurkjen
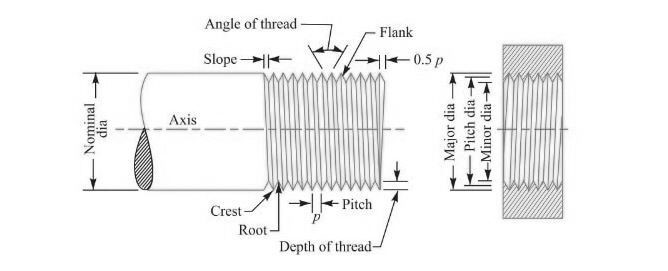
Terminology yn thread machining
Woartel:Twa ferstelbere triedden foarmje in plat of rûne oerflak op 'e boaiem, of it ûnderste oerflak fan' e tried Groove is bekend as de woartel.
Crest:It bûtenste oerflak fan de triedden foarmje troch twa kanten fan in tried (projektearre diel fan 'e tried)
Flank:It oerflak ferbynt in tried syn woartel en kam en makket kontakt mei syn tsjinhinger.
Thread hoek:Hoek wurdt foarme troch twa neistlizzende flanken fan twa triedden yn it axial fleantúch neamd tried hoeke.
Tread djipte:De axiale ôfstân tusken de kam en de woartel wurdt bekend as tried djipte.
Pitch:Ofstân tusken de twa identike triedden
Helix hoek:Hoek tusken de helix fan 'e tried en in line dy't normaal is foar de rotaasje-as
Grutte diameter:Diameter fan 'e tinkbyldige koaksiale silinder dy't de top fan' e eksterne tried (of woartel of de ynterne tried) oanrekket.
Lytse diameter: Diameter fan 'e tinkbyldige koaksiale silinder dy't de woartel fan' e eksterne tried (of kam fan 'e ynterne tried) oanrekket.
Pitch Diameter:it gemiddelde fan de grutte en lytse diameter
Metoaden foar it snijen fan in ferwurkjende tried
Thread cutting makket it makliker te meitsjen geschroefde keppelings op komponinten.As jo snije de ynterne triedden, soargje derfoar dat it kin ynfoegje en beskoattelje syn tsjinhinger wylst it meitsjen fan de ferbining.
Kieze de bêste oanpak foar tried cutting is kritysk;in protte faktoaren moatte wurde beskôge, lykas technyk, ekonomy, tiidferbrûk, krektens en beskikberens fan ark.
1. Frezen
Frezenkin brûkt wurde om triedden te snijen op sawol ynterne as eksterne triedden.It brûkt de sirkulêre beweging fan threading-ark om tried te produsearjen yn ien sirkel fan laterale beweging.Dizze oanpak wurdt brûkt foar it snijen fan triedden fan ferskate dimensjes, mar it is it bêste geskikt foar gruttere gatten.Threads makke mei milling machining meitsje inhege oerflak finishen presys dimensional gearhing.

Thread ferwurkjen mei milling
Yn thread milling binne d'r twa soarten effektive en populêre ark: bêst karbid en yndeksber.De snijtosken fan dizze ark binne parallel ynstee fan spiraalfoarmich ynsteld as in kraan.Multi-tooth thread masines snije de tried nei syn djippere lagen yn ien draai all-around gat.Omdat indexable ark binne oer it generaal net geskikt foar gatten mei in diameter minder as 0,625 inches, wurde carbid ark foaral brûkt foar lytsere-hole maten;lykwols, threading mei dit ark is wat djoer as hege presyzje is net nedich.In yndeksearber ark is minder kostber, om't jo de cutter allinich moatte ferfange nei't jo ien hawwe kocht.
D'r binne in protte foardielen foar it brûken fan thread-frezen.Oars as oanboarjen, dy't in ferskaat oan diameters mei ien ark oanpakke kin, kin it oanboarjen allinich in fêste diameter mei ien ark behannelje, en kranen mei gruttere diameter binne ek djoer.
2. Threads ferwurkjen mei draaibank
Foar dit snijwurk wurdt in single-point draai-ark mei in karbidynfoegje brûkt.Foardat jo trochgean mei it snijen, binne guon berekkeningen nedich om de tried mei de draaibankmasine te snijen, lykas pitch, lead, djipte, en grutte en lytse diameter.
De taphandgreep is de meast effektive metoade foar it oanboarjen mei in draaibank.Lykwols, it wurkstik moat earst wurde clamped yn 'e chuck.
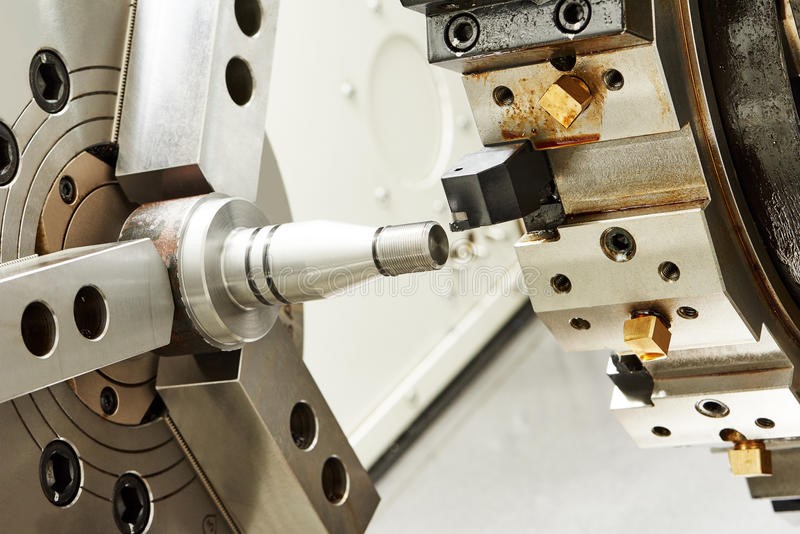
Thread ferwurkjen mei draaibank
· Stel de tried-bit en hichte nei it sintrum punt fan 'e draaibank.De tool bit moat wêze op 'e rjochter hoeke fan it workpiece.
· Bring it threading-ark tichter by it wurkstik.
· No, ferpleatse de handgreep.Bygelyks, as jo triedden wolle generearje mei in pitch fan 1 mm, moat it threading-ark in ôfstân fan 1 mm ferpleatse, om't it wurkstik ien revolúsje foltôget.Dus, gean neffens.
3. Die-cutting

Die-cutting fan triedden
It is in rjochtlinige en goedkeape manier fan tried cutting dat kin brûkt wurde foar massa produksje dat net nedich in hege mjitte fan krektens en kwaliteit.Threading dies meitsje in eksterne tried kompatibel mei syn ynterne thread tsjinhinger.
Foardat jo fierdergean mei de tried cutting mei die, de earste ein kant fan it workpiece moat wurde ôfsnien op 45 graden, dat kin dien wurde mei de masine of hân.Kies dan asjebleaft de passende diameter die en draai it yn in die-stock nei it pleatsen fan de diesen oan 'e einkant, dy't maklik oer de lingte kinne wurde draaid om de triedden te meitsjen.
Threading dies wurde ek in soad brûkt yn 'e metaalferwurkjende en produksje yndustry te reparearjen triedden yn scrubbed gatten of bouten.Threads makke mei dies fergrutsje sterkte en duorsumens, wylst materiaalkosten ferminderje, om't minder metaalresidu tidens it proses fergriemd wurdt.
Key design tips
· Soargje derfoar dat it oerflak fan it wurkstik unifoarm is yn 'e hiele lingte foardat jo trochgean mei it snijen.
· Om eksterne triedden te meitsjen, snijje de einkant yn in hoeke fan 45 graden foardat jo snije.In countersink is nedich oan 'e ein fan in ynterne tried.
· As d'r gjin spesifike easken binne foar takomstige applikaasjes, is it better om triedden te ûntwerpen mei in legere hichte en standertgrutte.
· Thread dikte moat wurde keazen sadat it kin fernear druk wylst coupling.
Surface-finishing foar triedden

Threads mei oerflak finish
Nei dien mei it ferwurkjen, is de oerflakafwerking fan triedden krúsjaal om estetyske redenen, ferbetteret de algemiene funksjonaliteit fan it produkt en ferlingt it libben.Derneist is it de bêste manier om korrosysje en oerflakdegradaasje te foarkommen en sadwaande it mislearjen fan meganyske keppeling te foarkommen.
Skilderij enswart-oksidefinishing binne de twa effektive metoaden foar it oerflak finishen fan de triedden.It skilderij sil lykwols net langer duorje yn ferliking mei swarte okside-finishen.
Black-oxide finishes
It is yn essinsje in mikroskopyske laach fan magnetyt (Fe3O4) dy't it oerflak fan 'e tried bedekt.Om't de dikte fan 'e swart-okside-coating net signifikant is, hat it gjin ynfloed op dimensjonele stabiliteit, ûntwerpparameters of eigenskippen.Foar de finishen fan swart okside wurdt in partij masjinearde triedden ûnderdompele yn in alkaline sâltoplossing by de passende temperatuer (130 oant 150 0C).
Folgje binne de stappen om te folgjen foar it finishjen fan swart okside fan triedden.
- 1. Mei help fan in alkaline wetterige oplossing, skjinmeitsje de triedden (yn batches).
- 2. Skjin fuortendaliks mei destillearre wetter omdat alkaline oplossings kinne reagearje mei de tried oerflak en degradearje de primêre oerflak finish.
- 3. Reinigje mei wetter wer om de soere reiniging te neutralisearjen.
- 4. Dompelje de triedden yn in siedende alkaline oplossing foar 5 oant 45 minuten.
- 5. Mei in wetterjet, skjinje mei wetter ûnder druk en sette ôf om te droegjen.
- 6. Om de korrosjebestriding en estetyske berop fan 'e triedden te ferbetterjen, tapasse wax, oalje, lak, of oare sekundêre coatingmaterialen.
- 7. No is de batch threads klear foar de rjochte applikaasjes.
Konklúzje
It ferwurkjen fan triedden is in essinsjeel proses yn fabrikaazje.Dêrom is de seleksje fan in gaadlike ferwurkingsmetoade heul kritysk.It moat wêze neffens de ein-gebrûk applikaasje, technyske beskikberens, en ekonomyske helberens.It kin in bytsje yngewikkeld wêze, mar it kin net negeare wurde.
Jo kinne rieplachtsje mei saakkundigen yn threadingtechniken fan ûntwerp oant oerflakafwerking.Wy hawwe in betûfte team fan yngenieurs dy't jo sille helpe by it meitsjen fan triedden.Wy jouwe thread Machtigingsformulier tsjinsten út alle techniken, Milling, thread Machtigingsformulier mei in lathe machine, en die-cutting, hast alles wat jo nedich hawwe oer triedden.Dus, as jo in relatearre tsjinst nedich binne, aarzel dan net kontakt mei ús opnimme.
FAQ's
Wêrom is threadferwurking wichtich yn fabrikaazje?
Thread Machtigingsformulier is ien fan de meast effektive ien-stik manufacturing metoaden.Threads binne nedich om ferskate meganismen en produktdielen te ferbinen.It fersterket gewrichten en ferbiningen fan meardere komponinten mei heul ienfâldige struktueren.
Wat binne de populêre techniken foar it ferwurkjen fan triedden?
Frezen, draaibankmasjine en dies binne de populêrste en praktyske techniken foar threadferwurking yn 'e produksjesektor.
Wat is de bêste technyk foar thread machining?
It hinget ôf fan ferskate faktoaren lykas de grutte fan 'e triedden, type applikaasjes, technyske beskikberens, ekonomyske helberens, en eask fan krektens.
Is de oerflakafwerking krúsjaal foar triedden?
Ja, it is essinsjeel om roestfoarming te foarkommen en de duorsumens fan ferbiningen te fergrutsjen tegearre mei it estetyske berop.
Post tiid: Jun-16-2022