加工ねじ: 知っておくべきすべてのこと
最終更新:09/06 読む時間: 8 分
ねじは、最終製品を作成するためにコンポーネントのリンクとフィッティングに大きく依存しているグローバルな製造業において、最終製品の強度と耐久性を最適化するために、部品の組み立てにおけるフィッティングと接続のギャップを埋めるコンポーネントです。
ねじ山は、機械部品と製品部品の結合に使用される、円筒面および円錐面上の連続するらせんエッジです。用途に応じて、内面または外面にねじ山が形成されます。外殻に形成されたねじ山は雄ねじと呼ばれ、内面のねじ山は雌ねじと呼ばれます。加工には主に3つのアプローチがあります, フライス加工, 旋盤によるねじ加工, と型抜き,
ねじの種類
ねじには、間隔ねじ、小ねじ、ラグねじ、セルフタッピンねじ、ON ファスナー、ねじ形成ねじ、U 型ねじなど、さまざまな種類があります。これらの ON ファスナーの中で、間隔ねじと機械ねじは、製造業で一般的に使用されるタイプです。また、ユニファイねじシステムによると、NC (並目) および UNF (細目) ねじが標準のねじカテゴリです。
ここで、内ネジと外ネジについて簡単に説明します。
めねじ
ナットなどのファスナーの内側をめぐるねじ山をめねじと呼びます。めねじ (めねじ) 加工は、特定のシングル リップねじ切りツールを使用して行われます。対照的に、一部のめねじは、ねじタップと呼ばれる従来の工具で切削されます。雌ねじがねじを受け入れ、ワークピースに固定します。
めねじ加工に適した公称サイズの工具を選択し、最終用途ごとにねじ山を作成する穴の直径を固定します。
これらのスレッドを製造しながらCNC加工の場合、CAD 図面から実際のねじ山を削除し、大径プロファイルのみを残す必要があります。指定された関係を使用して、タッピングの直径を計算します。
下穴径=タップ径-ねじピッチ
また、
タップ径=コア穴径+ねじピッチ。
中心を見つけて、以前に計算されたコア穴の直径として穴を開け、穴の端をタップ ツールでタップし、90 度の皿穴で面取りします。次に、コア穴に回転させて、連続したねじ山を作成します。
おねじ
ねじ山は、ボルトなどのファスナーのシャフトの外側に沿って曲がっています。旋盤は、工作物に雄ねじを加工するための非常に効果的で広く使用されている機械です。ねじ込み可能な円筒形ロッドは、おねじプロファイルを作成する資格があります。必要なピッチ深さに基づいてツールを選択できます。
おねじの切削は、ねじ切りダイス (丸ダイス) と旋盤へのクランプから始まります。エッジは最初にやすりで削り、45 度で面取りする必要があります。ワークピースのエッジを切削工具で接触させてから、ワークピースの長さを回転させて連続したねじ山を作成します。
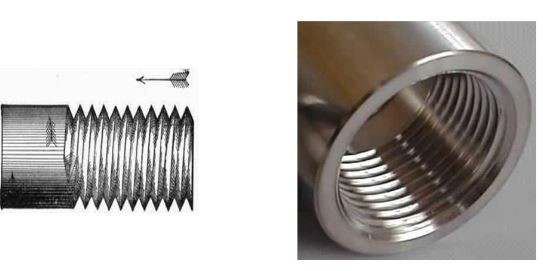
めねじおよびおねじ
ねじ加工の用語
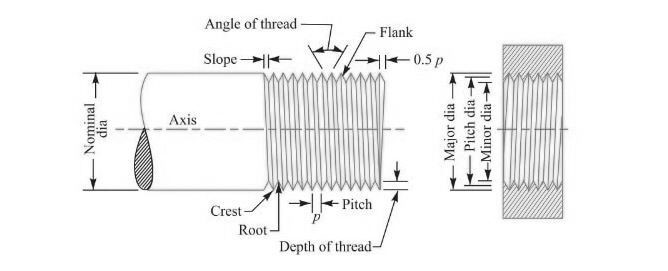
ねじ加工の用語
根:2 つの調節可能なねじ山が底面に平らな面または丸みを帯びた面を形成するか、またはねじ溝の底面がルートとして知られています。
クレスト:ねじ山の2つの側面によって形成されるねじ山の最も外側の面(ねじ山の突出部分)
側面:表面は、ねじ山のルートと山を接続し、対応するスレッドと接触します。
ねじ角度:角度は、ねじ角度と呼ばれる軸平面内の 2 つのねじの 2 つの隣接する側面によって形成されます。
トレッドの深さ:山と根の間の軸方向の距離は、ねじの深さとして知られています。
ピッチ:2 つの同一スレッド間の距離
ねじれ角:ねじのらせんと回転軸に垂直な線との間の角度
外径:おねじの山(または谷またはめねじ)に接する仮想同軸円筒の直径
内径: おねじの根元(またはめねじの山)に接する仮想同軸円筒の直径
ピッチ直径:長径と短径の平均
加工ねじの切り方
ねじ切りにより、コンポーネントにねじ込みリンクを簡単に作成できます。めねじを切る場合は、接続中に相手側を挿入してロックできることを確認してください。
ねじ切りに最適なアプローチを選択することが重要です。技術性、経済性、時間消費、精度、ツールの可用性など、多くの要因を考慮する必要があります。
1. フライス加工
フライス加工めねじ、おねじ両方のねじ切りに使用できます。ねじ切りツールの円運動を利用して、横方向の動きの単一の円でねじを生成します。このアプローチは、さまざまなサイズのねじ切りに使用されますが、より大きな穴に最適です。フライス加工で作られたねじ山が生み出す高い表面仕上げ正確な寸法の一貫性。

フライス加工によるねじ加工
ねじ切り加工では、効果的で一般的な 2 種類の工具があります。それは、超硬ソリッド工具とスローアウェイ工具です。これらのツールの切削歯は、タップのようにらせん状に設定されているのではなく、平行になっています。多歯ねじ切り機は、1 回転の全周穴でねじをより深い層まで切断します。スローアウェイ工具は一般に直径 0.625 インチ未満の穴には適していないため、超硬工具は主に小さな穴サイズに使用されます。ただし、このツールを使用したねじ切りは、高精度が必要でない場合、やや高価です。交換可能なツールは、購入後にカッターを交換するだけでよいため、コストが低くなります。
ねじ切り加工を使用することには多くの利点があります。1つの工具でさまざまな径に対応できるタッピングとは異なり、タッピングは1つの工具で一定の径しか扱えず、大径のタップも高価です。
2. 旋盤によるねじ加工
この切削には、超硬インサートを備えたシングルポイント旋削工具が使用されます。切削に進む前に、ピッチ、リード、深さ、長径と短径など、旋盤でねじを切るためにいくつかの計算が必要です。
タップハンドルは、旋盤でのタップ加工で最も効果的な方法です。ただし、ワークピースは最初にチャックに固定する必要があります。
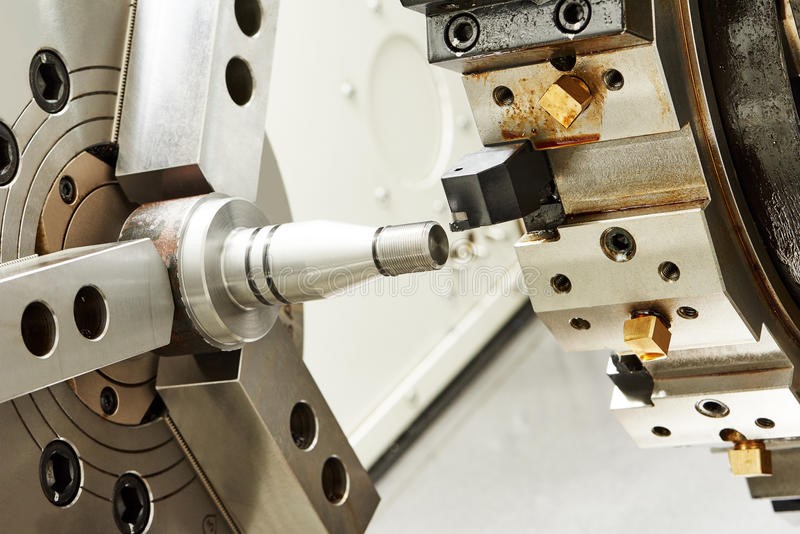
旋盤によるねじ加工
· スレッドビットと高さを旋盤の中心点に設定します。ツールビットは、ワークピースの直角にある必要があります。
· ねじ切り工具のビットをワークピースに近づけます。
· では、ハンドルを動かしてみましょう。たとえば、ピッチが 1 mm のねじを生成する場合、ねじ切りツールは、ワークピースが 1 回転するときに 1 mm の距離を移動する必要があります。したがって、それに応じて続行します。
3. 型抜き

糸の型抜き
高い精度と品質を必要としない大量生産に使用できる、簡単で安価なねじ切り方法です。ねじ切りダイは、対応する雌ねじと互換性のある雄ねじを作成します。
ダイスによるねじ切りに進む前に、ワークピースの最初の端面を 45 度面取りする必要があります。これは、機械または手で行うことができます。次に、適切な直径のダイスを選択し、ダイスをエンド側に配置した後、ダイスストックで締めてください。ダイスは、長さに沿って簡単に回転してねじ山を作成できます。
ねじ切りダイスは、金属加工および製造業で、こすった穴またはボルトのねじ山を修復するために広く使用されています。ダイスで作られたねじ山は、強度と耐久性を高めながら、プロセス中に無駄になる金属残留物が少ないため、材料費を削減します。
重要な設計のヒント
· 切断に進む前に、ワークピースの表面が全長にわたって均一であることを確認してください。
· おねじを作る場合は、先端側を45度面取りしてから切削してください。めねじの先端に皿穴が必要です。
· 将来のアプリケーションに特定の要件がない場合は、高さを低くして標準サイズのねじを設計することをお勧めします。
· ネジの太さは、結合時の圧力に耐えられるように選択する必要があります。
ねじの表面仕上げ

表面処理を施したねじ
機械加工が完了した後、ねじ山の表面仕上げは美的理由から非常に重要であり、製品の全体的な機能を改善し、寿命を延ばします。さらに、腐食や表面の劣化を防ぎ、機械的結合の失敗を回避するための最良の方法です。
絵画と黒染仕上げは、ねじの表面仕上げに有効な 2 つの方法です。ただし、塗装は黒染に比べて長持ちしません。
黒染仕上げ
それは本質的に、スレッドの表面をコーティングするマグネタイト (Fe3O4) の微細な層です。黒色酸化被膜の厚さはわずかであるため、寸法安定性、設計パラメータ、または特性には影響しません。黒色酸化仕上げでは、機械加工された糸のバッチが、適切な温度 (130 ~ 150 ℃) のアルカリ塩溶液に浸漬されます。
ねじの黒染め加工の手順は次のとおりです。
- 1. アルカリ水溶液を使用して、スレッドを洗浄します (バッチで)。
- 2. アルカリ溶液はねじ山表面と反応し、一次表面仕上げを劣化させる可能性があるため、すぐに蒸留水で洗浄してください。
- 3. もう一度水で洗い、酸性クレンジングを中和します。
- 4. 糸を沸騰したアルカリ溶液に 5 ~ 45 分間浸します。
- 5. ウォーター ジェットを使用して、加圧水で洗浄し、乾かします。
- 6. スレッドの耐腐食性と美的魅力を向上させるには、ワックス、オイル、ラッカー、またはその他の二次コーティング材を塗布します。
- 7. これで、スレッドのバッチがターゲット アプリケーション用に準備されました。
結論
ものづくりに欠かせないねじ加工。したがって、適切な加工方法の選択は非常に重要です。最終用途、技術的可用性、および経済的実現可能性に応じて決定する必要があります。少し複雑かもしれませんが、無視することはできません。
設計から表面仕上げまで、ねじ切り技術の専門家に相談できます。経験豊富なエンジニアのチームが、ねじの製造を支援します。フライス加工、旋盤によるねじ加工、型抜きなど、ねじに必要なほぼすべての技術からねじ加工サービスを提供しています。したがって、関連するサービスが必要な場合は、お気軽にお問い合わせください。 お問い合わせ.
よくある質問
製造においてねじ加工が重要なのはなぜですか?
ねじ切り加工は、最も効果的な一体型製造方法の 1 つです。さまざまな機構や製品部品を接続するために必要なねじ。非常に単純な構造で、複数のコンポーネントのジョイントと接続を強化します。
ねじ加工の一般的な技術は何ですか?
フライス加工、旋盤、金型は、製造業におけるねじ加工の最も一般的で実用的な技術です。
ねじ加工に最適な技術はどれですか?
これは、ねじのサイズ、アプリケーションの種類、技術的な可用性、経済的な実現可能性、精度の要件など、さまざまな要因によって異なります。
ねじの表面仕上げは重要ですか?
はい、さびの発生を防ぎ、接続部の耐久性を向上させるとともに美的魅力を高めることが不可欠です。
投稿時間: 2022 年 6 月 16 日