Bearbetningsgängor: Allt du behöver veta
Senaste uppdatering:09/06 Tid att läsa: 8 min
Gängor är de komponenter som fyller gapet av passning och anslutning i monteringen av delar för att optimera styrkan och hållbarheten hos slutprodukter i den globala tillverkningsindustrin, som är starkt beroende av länken och monteringen av komponenter för att skapa slutprodukterna.
Gängor är kontinuerliga spiralformade kanter på cylindriska och koniska ytor som används för mekanisk koppling och produktdelkoppling.Beroende på applikation skapas gängor på den inre eller yttre ytan.Gängorna som bildas på det yttre skalet är kända som yttre gängor, medan gängor i en inre yta kallas invändiga gängor.För bearbetningen finns det huvudsakligen tre tillvägagångssätt, Fräsning, gängbearbetning med svarvmaskin, och stansning,
Typer av trådar
Det finns olika typer av gängor, såsom åtskilda gängor, maskinskruvgängor, fördröjningsskruvar, självgängande skruvar, ON-fästen, gängformande skruvar och typ U-skruvar.Bland dessa ON-fästen är åtskilda gängor och maskinskruvgängor vanliga typer inom tillverkningsindustrin.Enligt Unified Screw Thread System är NC (grov) och UNF (Fine) gängor också standardgängkategorierna.
Låt oss här diskutera de interna och externa trådarna i korthet.
Interna trådar
En gänga som flyter runt inuti fästet, till exempel en mutter, kallas för den inre gängan.Bearbetning av invändig gänga (hona) görs med ett specifikt gängverktyg med en läpp.Däremot skärs vissa invändiga gängor med ett traditionellt verktyg som kallas gängtapp.Invändiga gängor accepterar skruven och låser den i arbetsstycket.
Välj verktyget med lämplig nominell storlek för invändig gängbearbetning och fixera håldiametern där du ska skapa gängorna enligt slutanvändningsapplikationen.
Medan man tillverkar dessa trådar medCNC-bearbetning, måste de faktiska gängorna tas bort från CAD-ritningen, vilket bara lämnar profilen med huvuddiametern.Använd den givna relationen för att beräkna diametern för gängning;
Kärnhålets diameter = Tappdiameter – Gängstigning
Eller,
Tappdiameter = Kärnhålsdiameter + Gängstigning.
Lokalisera mitten och borra hålet som den tidigare beräknade kärnhålsdiametern, knacka sedan på hålets kant med ett gängverktyg och fas med en 90-graders försänkning.Vrid nu in i kärnhålet för att skapa de kontinuerliga gängorna.
Externa trådar
En gänga kröker sig längs utsidan av fästelementets axel, till exempel en bult.Svarven är en mycket effektiv och flitigt använd maskin för att tillverka utvändiga gängor på arbetsstycken.Varje cylindrisk stång som kan vändas in är berättigad att skapa yttre gängprofiler.Du kan välja verktyget baserat på det önskade stigningsdjupet.
Utvändig gängskärning börjar med gängformen (rundform) och fastspänning till svarvmaskinen.Kanterna ska först filas och fasas i 45 grader.Rör nu vid arbetsstyckets kant med ett skärverktyg innan du vrider det långa längderna för att skapa en kontinuerlig gänga.
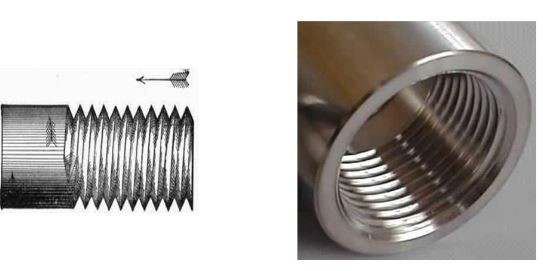
Invändiga och yttre gängor
Terminologi i gängbearbetning
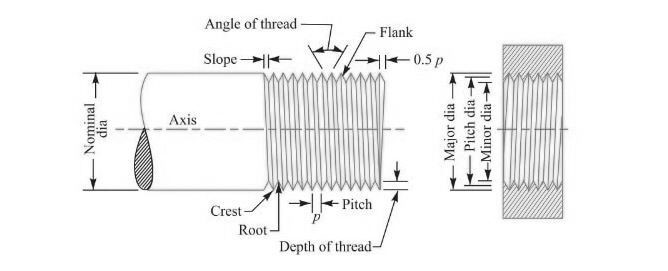
Terminologi vid gängbearbetning
Rot:Två justerbara gängor bildar en platt eller rundad yta på botten, eller så kallas gängspårets bottenyta som roten.
Vapen:Den yttersta ytan av trådarna som bildas av två sidor av en tråd (utskjutande del av tråden)
Flank:Ytan förbinder en tråds rot och krön och får kontakt med dess motsvarighet.
Gängvinkel:Vinkeln bildas av två intilliggande flanker av två gängor i det axiella planet som kallas gängvinkel.
Mönsterdjup:Det axiella avståndet mellan krönet och roten kallas gängdjup.
Tonhöjd:Avstånd mellan de två identiska trådarna
Helixvinkel:Vinkel mellan gängans spiral och en linje som är vinkelrät mot rotationsaxeln
Huvuddiameter:Diameter på den imaginära koaxialcylindern som berör toppen av den yttre gängan (eller roten eller den inre gängan)
Mindre diameter: Diameter på den imaginära koaxialcylindern som berör roten av den yttre gängan (eller toppen av den inre gängan)
Tonhöjdsdiameter:medelvärdet av större och mindre diameter
Metoder för att skära en bearbetningsgänga
Gängskärning gör det lättare att skapa skruvade länkar på komponenter.Om du skär av de inre gängorna, se till att den kan sätta in och låsa sin motsvarighet medan du gör anslutningen.
Att välja den bästa metoden för gängskärning är avgörande;många faktorer måste beaktas, såsom teknik, ekonomi, tidsåtgång, noggrannhet och verktygstillgänglighet.
1. Fräsning
Fräsningkan användas för att skära gängor på både invändiga och utvändiga gängor.Den använder den cirkulära rörelsen av gängverktyg för att producera tråd i en enda cirkel av sidorörelse.Detta tillvägagångssätt används för att skära trådar av olika storlekar, men det är bäst lämpat för större hål.Gängor gjorda med fräsande bearbetning skapar enhög ytfinishoch exakt dimensionell konsistens.

Gängbearbetning med fräsning
Inom gängfräsning finns det två typer av effektiva och populära verktyg: solid hårdmetall och indexerbara.Dessa verktygs skärtänder är parallella snarare än spiralformade som en krans.Trådmaskiner med flera tänder skär av tråden till dess djupare lager i ett enda varv runtom.Eftersom indexerbara verktyg i allmänhet är olämpliga för hål med en diameter mindre än 0,625 tum, används hårdmetallverktyg främst för mindre hålstorlekar;gängning med detta verktyg är dock något dyrt om hög precision inte krävs.Ett indexerbart verktyg är billigare eftersom du bara behöver byta ut fräsen efter att ha köpt en.
Det finns många fördelar med att använda gängfräsning.Till skillnad från gängning, som kan hantera en mängd olika diametrar med ett enda verktyg, kan gängning bara hantera en fast diameter med ett enda verktyg, och tappar med större diameter är också dyra.
2. Trådbearbetning med svarv
Ett enpunktssvarvverktyg med hårdmetallskär används för denna skärning.Innan du fortsätter med skärningen krävs vissa beräkningar för att skära gängan med svarvmaskinen, såsom stigning, bly, djup och större och mindre diameter.
Kranhandtaget är den mest effektiva metoden för att gänga med en svarvmaskin.Emellertid måste arbetsstycket först klämmas fast i chucken.
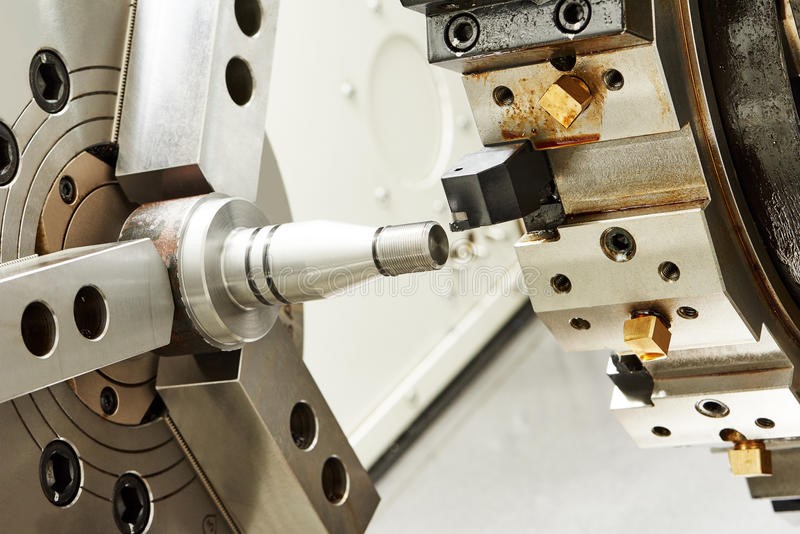
Gängbearbetning med svarv
· Ställ in gängbiten och höjden till svarvens mittpunkt.Verktygskronan ska vara i rätt vinkel på arbetsstycket.
· För gängverktygsbiten närmare arbetsstycket.
· Flytta nu handtaget.Om du till exempel vill generera gängor med en stigning på 1 mm, måste gängverktyget flytta sig ett avstånd på 1 mm när arbetsstycket slutför ett varv.Så fortsätt därefter.
3. Dö skärandes

Stansning av trådar
Det är ett enkelt och billigt sätt att gängklippa som kan användas för massproduktion som inte kräver en hög grad av noggrannhet och kvalitet.Gängformar skapar en utvändig gänga som är kompatibel med dess inre gängmotsvarighet.
Innan man fortsätter med gängskärningen med formen måste den första ändsidan av arbetsstycket fasas i 45 grader, vilket kan göras med maskin eller för hand.Välj sedan stansen med lämplig diameter och dra åt den i en stansform efter att ha placerat stansarna på ändsidan, som lätt kan roteras längs längden för att skapa gängorna.
Gängformar används också i stor utsträckning inom metallbearbetnings- och tillverkningsindustrin för att reparera gängor i skrubbade hål eller bultar.Trådar gjorda med stansar ökar styrkan och hållbarheten samtidigt som de minskar materialkostnaderna eftersom mindre metallrester går till spillo under processen.
Viktiga designtips
· Se till att arbetsstyckets yta är jämn över hela dess längd innan du fortsätter med skärningen.
· För att göra utvändiga gängor, fasa ändsidan i 45 graders vinkel innan du skär.En försänkning krävs i änden av en invändig gänga.
· Om det inte finns några specifika krav för framtida applikationer är det att föredra att designa gängor med lägre höjd och standardstorlek.
· Gängtjocklek bör väljas så att den tål tryck vid koppling.
Ytbehandling för trådar

Gängor med ytfinish
Efter bearbetningen är ytbehandlingen av gängor avgörande av estetiska skäl, förbättrar produktens övergripande funktionalitet och förlänger dess livslängd.Dessutom är det det bästa sättet att förhindra korrosion och ytförsämring och därmed undvika fel på mekanisk koppling.
Målning ochsvart oxidefterbehandling är de två effektiva metoderna för ytfinishen av trådarna.Men målningen kommer inte att hålla under en längre period jämfört med svartoxiderade ytbehandlingar.
Svartoxiderad finish
Det är i huvudsak ett mikroskopiskt lager av magnetit (Fe3O4) som täcker ytan på tråden.Eftersom tjockleken på svartoxidbeläggningen är obetydlig, påverkar den inte dimensionsstabilitet, designparametrar eller egenskaper.För de svartoxiderade ytorna sänks en sats bearbetade trådar ned i en alkalisk saltlösning vid lämplig temperatur (130 till 150 0C).
Följande är stegen att följa för svartoxidbehandling av trådar.
- 1. Använd en alkalisk vattenlösning för att rengöra trådarna (i omgångar).
- 2. Rengör omedelbart med destillerat vatten eftersom alkaliska lösningar kan reagera med trådytan och försämra den primära ytfinishen.
- 3. Rengör med vatten igen för att neutralisera syrarengöringen.
- 4. Sänk ner trådarna i en kokande alkalisk lösning i 5 till 45 minuter.
- 5. Använd en vattenstråle, rengör med vatten under tryck och ställ åt sidan för att torka.
- 6. För att förbättra trådarnas korrosionsbeständighet och estetiska tilltal, applicera vax, olja, lack eller andra sekundära beläggningsmaterial.
- 7. Nu är partiet med trådar redo för de riktade applikationerna.
Slutsats
Gängbearbetning är en viktig process vid tillverkning.Därför är valet av en lämplig bearbetningsmetod mycket kritisk.Det bör vara i enlighet med slutanvändningsapplikationen, teknisk tillgänglighet och ekonomisk genomförbarhet.Det kan vara lite komplicerat, men det kan inte försummas.
Du kan rådgöra med experter inom gängteknik från design till ytbehandling.Vi har ett erfaret team av ingenjörer som hjälper dig med trådtillverkning.Vi tillhandahåller gängbearbetningstjänster från alla tekniker, fräsning, gängbearbetning med svarvmaskin och stansning, nästan allt du behöver om gängor.Så om du behöver någon relaterad tjänst, tveka inte att göra det kontakta oss.
FAQ's
Varför är gängbearbetning viktig vid tillverkning?
Gängbearbetning är en av de mest effektiva tillverkningsmetoderna i ett stycke.Gängor krävs för att koppla ihop olika mekanismer och produktdelar.Det stärker fogar och anslutningar av flera komponenter med mycket enkla strukturer.
Vilka är de populära teknikerna för gängbearbetning?
Fräsning, svarvmaskin och formar är de mest populära och praktiska teknikerna för gängbearbetning inom tillverkningsindustrin.
Vilken är den bästa tekniken för gängbearbetning?
Det beror på olika faktorer såsom storleken på gängorna, typ av applikationer, teknisk tillgänglighet, ekonomisk genomförbarhet och krav på noggrannhet.
Är ytfinishen avgörande för trådar?
Ja, det är viktigt att förhindra rostbildning och öka hållbarheten på anslutningarna tillsammans med det estetiska tilltalande.
Posttid: 2022-jun-16