Ishlov berish iplari: bilishingiz kerak bo'lgan hamma narsa
Oxirgi yangilanish: 09/06 O'qish vaqti: 8 daqiqa
Iplar - bu global ishlab chiqarish sanoatida yakuniy mahsulotlarning mustahkamligi va chidamliligini optimallashtirish uchun qismlarni yig'ishda o'rnatish va ulash bo'shlig'ini to'ldiradigan komponentlar bo'lib, ular yakuniy mahsulotlarni yaratish uchun komponentlarning ulanishi va o'rnatilishiga juda bog'liq.
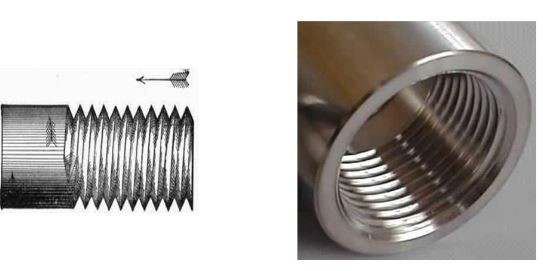
Iplar mexanik va mahsulot qismlarini ulash uchun ishlatiladigan silindrsimon va konusning yuzalarida uzluksiz spiral qirralardir.Ilovaga qarab, iplar ichki yoki tashqi yuzada yaratiladi.Tashqi qobiqda hosil bo'lgan iplar tashqi iplar, ichki yuzadagi iplar esa ichki iplar deb ataladi.Ishlov berish uchun asosan uchta yondashuv mavjud, Frezeleme, torna dastgohi bilan ipga ishlov berish, va qolip kesish,
Iplar turlari
Har xil turdagi iplar mavjud, masalan, intervalgacha bo'lgan iplar, mashina vintlari iplari, lag vintlari, o'z-o'zidan tejamkor vintlardek, ON mahkamlagichlari, ipni shakllantirish vintlari va U tipidagi vintlar.Ushbu ON mahkamlagichlari orasida oraliq iplar va mashina vintlari iplari ishlab chiqarish sanoatida keng qo'llaniladigan turlardir.Bundan tashqari, Birlashtirilgan vintli iplar tizimiga ko'ra, NC (qo'pol) va UNF (nozik) iplar standart ip toifalari hisoblanadi.
Keling, ichki va tashqi mavzularni qisqacha muhokama qilaylik.
Ichki iplar
Mahkamlagich ichida aylanib yuradigan ip, masalan, gayka, ichki ip deb ataladi.Ichki ipni (Ayol) ishlov berish ma'lum bir labli tishli asbob bilan amalga oshiriladi.Bundan farqli o'laroq, ba'zi ichki iplar ip-kran deb nomlanuvchi an'anaviy asbob bilan kesiladi.Ichki iplar vintni qabul qiladi va uni ish qismiga qulflaydi.
Ichki ipni qayta ishlash uchun mos nominal o'lchamdagi asbobni tanlang va oxirgi foydalanish ilovasi uchun iplarni yaratadigan teshik diametrini mahkamlang.
Bu iplar bilan ishlab chiqarilayotgandaCNC ishlov berish, haqiqiy iplar faqat asosiy diametrli profilni qoldirib, SAPR chizmasidan olib tashlanishi kerak.Tegish uchun diametrni hisoblash uchun berilgan munosabatdan foydalaning;
Yadro teshigining diametri = Kran diametri - Ip qadami
Yoki,
Kran diametri = Yadro teshik diametri + Ip qadami.
Markazni toping va teshikni oldindan hisoblangan asosiy teshik diametri sifatida burg'ulang, so'ngra teshikning chetiga teginish moslamasi bilan teging va 90 graduslik dastgoh bilan qirqish.Endi uzluksiz iplarni yaratish uchun yadro teshigiga aylantiring.
Tashqi iplar
Ip murvat kabi mahkamlagich milining tashqi tomoni bo'ylab egiladi.Torna ish qismlarida tashqi iplarni ishlab chiqarish uchun juda samarali va keng qo'llaniladigan mashinadir.Ichkariga aylantirilishi mumkin bo'lgan har qanday silindrsimon novda tashqi ip profillarini yaratish huquqiga ega.Kerakli qadam chuqurligi asosida asbobni tanlashingiz mumkin.
Tashqi ipni kesish tishli qolip (dumaloq qolip) va torna dastgohiga mahkamlashdan boshlanadi.Qirralarni birinchi navbatda to'ldirish va 45 daraja burchak ostida kesish kerak.Endi uzluksiz ip hosil qilish uchun uning uzunligini aylantirishdan oldin ishlov beriladigan qismning chetiga kesish asbobi bilan tegib turing.
Ichki va tashqi iplar
Iplarni qayta ishlashda terminologiya
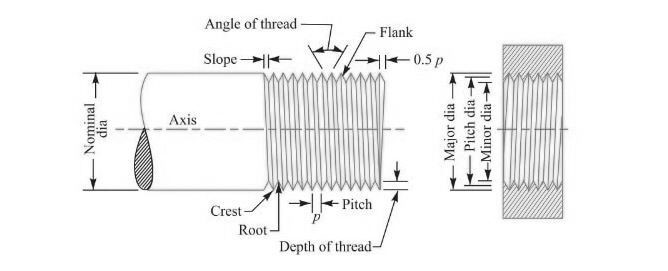
Iplarni qayta ishlashda terminologiya
Ildiz:Ikkita sozlanishi iplar pastki qismida tekis yoki yumaloq sirt hosil qiladi yoki ipli yivning pastki yuzasi ildiz deb nomlanadi.
Krest:Ipning ikki tomonidan hosil bo'lgan iplarning eng tashqi yuzasi (ipning proektsiyalangan qismi)
Qanot:Sirt ipning ildizi va cho'qqisini bog'laydi va uning hamkasbi bilan aloqa qiladi.
Ip burchagi:Burchak eksenel tekislikdagi ikkita ipning ikkita qo'shni qanotidan hosil bo'ladi, bu ip burchagi deb ataladi.
Bog'lanish chuqurligi:Cho'qqi va ildiz orasidagi eksenel masofa ip chuqurligi deb nomlanadi.
Ovoz:Ikki bir xil iplar orasidagi masofa
Spiral burchak:Ipning spiral va aylanish o'qiga normal bo'lgan chiziq orasidagi burchak
Asosiy diametri:Tashqi ipning (yoki ildiz yoki ichki ipning) tepasiga tegib turgan xayoliy koaksiyal silindrning diametri
Kichik diametri: Tashqi ipning ildiziga (yoki ichki ipning tepasiga) tegib turgan xayoliy koaksiyal tsilindrning diametri
Pitch diametri:katta va kichik diametrning o'rtacha qiymati
Ishlov berish ipini kesish usullari
Ipni kesish komponentlarda vidalanadigan bog'lanishlarni yaratishni osonlashtiradi.Agar siz ichki iplarni kessangiz, ulanishni amalga oshirayotganda uning hamkasbini kiritishi va qulflashi mumkinligiga ishonch hosil qiling.
Ip kesish uchun eng yaxshi yondashuvni tanlash juda muhim;texnik, iqtisodiy, vaqt sarfi, aniqlik va asbob mavjudligi kabi ko'plab omillarni hisobga olish kerak.
1. Frezeleme
Frezelemeichki va tashqi iplardagi iplarni kesish uchun ishlatilishi mumkin.U lateral harakatning bir aylanasida ip ishlab chiqarish uchun tishli asboblarning dumaloq harakatidan foydalanadi.Ushbu yondashuv har xil o'lchamdagi iplarni kesish uchun ishlatiladi, lekin u kattaroq teshiklar uchun eng mos keladi.Frezeli ishlov berish bilan yasalgan iplar a hosil qiladiyuqori sirt qoplamasiva aniq o'lchovli mustahkamlik.

Frezeleme bilan ipni qayta ishlash
Ipni frezalashda ikki turdagi samarali va mashhur asboblar mavjud: qattiq karbid va indekslanadigan.Ushbu asboblarning kesish tishlari muslukka o'xshab o'rnatilgandan ko'ra parallel.Ko'p tishli ipli dastgohlar ipni chuqur qatlamlarigacha bir marta aylanma teshikda kesib tashlaydi.Indekslanadigan asboblar odatda diametri 0,625 dyuymdan kam bo'lgan teshiklar uchun mos bo'lmaganligi sababli, karbid asboblari asosan kichikroq teshik o'lchamlari uchun ishlatiladi;ammo, agar yuqori aniqlik talab etilmasa, bu asbob bilan ip o'tkazish biroz qimmatga tushadi.Indekslash mumkin bo'lgan asbob kamroq xarajat qiladi, chunki siz faqat to'sarni sotib olganingizdan keyin almashtirishingiz kerak.
Ip frezalashdan foydalanish ko'plab afzalliklarga ega.Turli diametrlarni bitta asbob bilan hal qilish mumkin bo'lgan teginishdan farqli o'laroq, teginish faqat bitta asbob bilan belgilangan diametrni boshqarishi mumkin va katta diametrli kranlar ham qimmatga tushadi.
2. Torna stanogi yordamida iplarni qayta ishlash
Ushbu kesish uchun karbid qo'shimchali bir nuqtali burilish moslamasi ishlatiladi.Kesishni davom ettirishdan oldin, torna mashinasi bilan ipni kesish uchun qadam, qo'rg'oshin, chuqurlik va asosiy va kichik diametr kabi ba'zi hisob-kitoblar talab qilinadi.
Kran tutqichi torna dastgohi bilan urishning eng samarali usuli hisoblanadi.Shu bilan birga, ishlov beriladigan qism birinchi navbatda chuckga mahkamlanishi kerak.
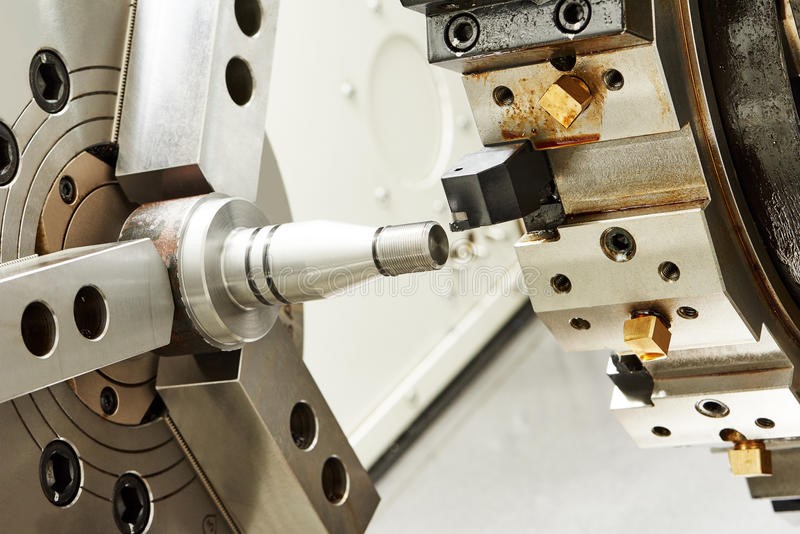
Torna stanogi yordamida ipga ishlov berish
· Torna stanogining markaziy nuqtasiga ip va balandlikni o'rnating.Asbob biti ish qismining to'g'ri burchagida bo'lishi kerak.
· Tishlash asbobining uchini ish qismiga yaqinroq keltiring.
· Endi tutqichni siljiting.Misol uchun, agar siz 1 mm qadam bilan iplarni yaratmoqchi bo'lsangiz, ish qismi bir inqilobni tugatgandan so'ng, tishli asbob 1 mm masofani bosib o'tishi kerak.Shunday qilib, shunga muvofiq davom eting.
3. Qolib kesish

Iplarni qolip bilan kesish
Bu yuqori aniqlik va sifatni talab qilmaydigan ommaviy ishlab chiqarish uchun ishlatilishi mumkin bo'lgan ipni kesishning oddiy va arzon usuli.Ip o'tkazgichlar ichki ip bilan mos keladigan tashqi ipni yaratadi.
Ipni matritsa bilan kesishni davom ettirishdan oldin, ishlov beriladigan qismning birinchi uchi 45 daraja burchak ostida kesilishi kerak, bu mashina yoki qo'lda bajarilishi mumkin.Keyin, iltimos, mos diametrli matritsani tanlang va iplarni yaratish uchun uzunlik bo'ylab osongina aylantirilishi mumkin bo'lgan qoliplarni oxirgi tomoniga qo'ygandan so'ng, uni qolipga mahkamlang.
Yivli qoliplar, shuningdek, metallga ishlov berish va ishlab chiqarish sanoatida tozalangan teshiklar yoki murvatlardagi iplarni ta'mirlash uchun keng qo'llaniladi.Kalıplardan tayyorlangan iplar mustahkamlik va chidamlilikni oshiradi, shu bilan birga material xarajatlarini kamaytiradi, chunki jarayon davomida kamroq metall qoldiqlari isrof qilinadi.
Asosiy dizayn maslahatlari
· Kesishni davom ettirishdan oldin ishlov beriladigan qismning yuzasi butun uzunligi bo'ylab bir xil ekanligiga ishonch hosil qiling.
· Tashqi iplarni yasash uchun, kesishdan oldin uchini 45 graduslik burchak ostida burang.Ichki ipning oxirida dastgoh kerak.
· Kelajakdagi ilovalar uchun maxsus talablar bo'lmasa, pastroq balandlik va standart o'lchamdagi iplarni loyihalash afzalroqdir.
· Ip qalinligini ulash paytida bosimga bardosh bera oladigan tarzda tanlanishi kerak.
Iplar uchun sirtni pardozlash

Sirtni pardozlash bilan iplar
Ishlov berishdan so'ng, iplarning sirtini pardozlash estetik sabablarga ko'ra hal qiluvchi ahamiyatga ega, mahsulotning umumiy funksionalligini yaxshilaydi va uning ishlash muddatini uzaytiradi.Bunga qo'shimcha ravishda, bu korroziya va sirt degradatsiyasini oldini olishning eng yaxshi usuli va shu bilan mexanik ulanishning ishdan chiqishiga yo'l qo'ymaslikdir.
Rasm vaqora oksidpardozlash - bu iplarning sirtini bezashning ikkita samarali usuli.Biroq, qora oksidli qoplamalar bilan solishtirganda, rasm uzoq vaqt davom etmaydi.
Qora oksidli qoplamalar
Bu asosan ipning sirtini qoplaydigan magnetitning (Fe3O4) mikroskopik qatlamidir.Qora oksidli qoplamaning qalinligi ahamiyatsiz bo'lganligi sababli, u o'lchamli barqarorlikka, dizayn parametrlariga va xususiyatlarga ta'sir qilmaydi.Qora oksidli pardozlash uchun ishlov berilgan iplar partiyasi tegishli haroratda (130 dan 150 0C gacha) gidroksidi tuz eritmasiga botiriladi.
Quyida iplarni qora oksid bilan bezash uchun amal qilish kerak bo'lgan qadamlar keltirilgan.
- 1. Ishqoriy suvli eritma yordamida iplarni tozalang (partiyalarda).
- 2. Darhol distillangan suv bilan tozalang, chunki gidroksidi eritmalar ip yuzasi bilan reaksiyaga kirishishi va birlamchi sirt qoplamasini buzishi mumkin.
- 3. Kislota tozalashni neytrallash uchun yana suv bilan tozalang.
- 4. Iplarni 5 dan 45 minutgacha qaynab turgan gidroksidi eritmaga botiring.
- 5. Suv oqimidan foydalanib, bosimli suv bilan tozalang va quritish uchun bir chetga qo'ying.
- 6. Iplarning korroziyaga chidamliligini va estetik jozibadorligini yaxshilash uchun mum, moy, lak yoki boshqa ikkilamchi qoplama materiallarini qo'llang.
- 7. Endi iplar to'plami maqsadli ilovalar uchun tayyor.
Xulosa
Iplarni qayta ishlash ishlab chiqarishda muhim jarayondir.Shuning uchun mos ishlov berish usulini tanlash juda muhimdir.Bu oxirgi foydalanish qo'llanilishiga, texnik mavjudligiga va iqtisodiy maqsadga muvofiq bo'lishi kerak.Bu biroz murakkab bo'lishi mumkin, ammo uni e'tiborsiz qoldirib bo'lmaydi.
Dizayndan sirtni tugatishgacha bo'lgan iplarni o'tkazish texnikasi bo'yicha mutaxassislar bilan maslahatlashishingiz mumkin.Bizda sizga ip ishlab chiqarishda yordam beradigan tajribali muhandislar jamoasi bor.Biz barcha texnikalardan ipni qayta ishlash xizmatlarini taqdim etamiz, frezalash, torna dastgohi bilan ipni qayta ishlash va qoliplarni kesish, iplar haqida sizga kerak bo'lgan deyarli hamma narsa.Shunday qilib, agar sizga tegishli xizmat kerak bo'lsa, iltimos, ikkilanmang Biz bilan bog'lanish.
Tez-tez so'raladigan savollar
Nima uchun ipni qayta ishlash ishlab chiqarishda muhim ahamiyatga ega?
Ipga ishlov berish bir qismli ishlab chiqarishning eng samarali usullaridan biridir.Turli mexanizmlar va mahsulot qismlarini ulash uchun iplar talab qilinadi.Bu juda oddiy tuzilmalar bilan bir nechta komponentlarning bo'g'inlari va ulanishlarini mustahkamlaydi.
Iplarni qayta ishlashning mashhur usullari qanday?
Frezeleme, torna dastgohi va qoliplar ishlab chiqarish sanoatida ipni qayta ishlashning eng mashhur va amaliy usullari hisoblanadi.
Ipni qayta ishlash uchun qaysi texnika eng yaxshisidir?
Bu iplarning o'lchami, ilovalar turi, texnik mavjudligi, iqtisodiy maqsadga muvofiqligi va aniqlik talabi kabi turli omillarga bog'liq.
Sirtni pardozlash iplar uchun juda muhimmi?
Ha, zang paydo bo'lishining oldini olish va estetik joziba bilan birga ulanishlarning mustahkamligini oshirish juda muhimdir.
Yuborilgan vaqt: 2022 yil 16-iyun