Kierteiden koneistus: Kaikki mitä sinun tulee tietää
Viimeisin päivitys: 09/06 Lukuaika: 8 minuuttia
Kierteet ovat komponentteja, jotka täyttävät osien kokoonpanon sovituksen ja liitoksen aukon optimoidakseen lopputuotteiden lujuuden ja kestävyyden maailmanlaajuisessa valmistusteollisuudessa, joka on voimakkaasti riippuvainen komponenttien linkistä ja sovituksesta lopputuotteiden luomiseksi.
Kierteet ovat jatkuvia kierteisiä reunoja lieriömäisillä ja kartiomaisilla pinnoilla, joita käytetään mekaaniseen ja tuoteosien kytkemiseen.Sovelluksesta riippuen kierteet luodaan sisä- tai ulkopinnalle.Ulkokuoreen muodostetut kierteet tunnetaan ulkokierteinä, kun taas sisäpinnan kierteet kutsutaan sisäkierteiksi.Koneistukseen on pääasiassa kolme lähestymistapaa, Jyrsintä, kierteiden koneistus sorvikoneella, ja stanssaus,
Lankojen tyypit
On olemassa erilaisia kierteitä, kuten erillään olevat kierteet, koneruuvikierteet, viiveruuvit, itsekierteittävät ruuvit, ON-kiinnikkeet, kierteen muodostavat ruuvit ja U-tyypin ruuvit.Näistä ON-kiinnittimistä välimatkan päässä olevat kierteet ja koneruuvikierteet ovat yleisesti käytettyjä tyyppejä valmistusteollisuudessa.Unified Screw Thread Systemin mukaan myös NC (karkea) ja UNF (hieno) kierteet ovat vakiokierreluokkia.
Tässä keskustellaan lyhyesti sisäisistä ja ulkoisista säikeistä.
Sisäiset säikeet
Kierrettä, joka virtaa kiinnittimen sisällä, kuten mutteria, kutsutaan sisäkierteeksi.Sisäkierteen (naaras) koneistus tehdään erityisellä yksihuulisella kierteitystyökalulla.Sitä vastoin jotkut sisäkierteet leikataan perinteisellä työkalulla, joka tunnetaan nimellä kierrekierre.Sisäkierteet hyväksyvät ruuvin ja lukitsevat sen työkappaleeseen.
Valitse työkalu, jolla on sopiva nimelliskoko sisäkierteen koneistukseen ja kiinnitä reiän halkaisija, johon luot kierteet loppukäyttösovelluksen mukaan.
Valmistettaessa näitä lankojaCNC-työstö, varsinaiset kierteet on poistettava CAD-piirustuksesta jättäen vain päähalkaisijaprofiili.Käytä annettua suhdetta laskeaksesi kierteen halkaisijan;
Sydänreiän halkaisija = Tapin halkaisija – Kierteen nousu
Tai,
Tapin halkaisija = Sydänreiän halkaisija + kierteen nousu.
Paikanna keskikohta ja poraa reikä aiemmin lasketun sydämen reiän halkaisijan mukaan, napauta sitten reiän reunaa kierretyökalulla ja viiste 90 asteen upottamalla.Kierrä nyt ytimen reikään yhtenäisten kierteiden luomiseksi.
Ulkoiset säikeet
Kierre kaartuu kiinnittimen akselin ulkopuolella, kuten pultti.Sorvi on erittäin tehokas ja laajalti käytetty kone työkappaleiden ulkokierteiden valmistukseen.Kaikki sisään käännettävissä olevat sylinterimäiset tangot voivat luoda ulkokierreprofiileja.Voit valita työkalun vaaditun noususyvyyden perusteella.
Ulkokierteen leikkaaminen alkaa kierteityssuulakkeella (pyöreä-suulake) ja kiinnityksellä sorvikoneeseen.Reunat tulee ensin viilata ja viistää 45 astetta.Kosketa nyt työkappaleen reunaa leikkuutyökalulla, ennen kuin käännät sitä pitkiä pituuksia, jolloin muodostuu jatkuva kierre.
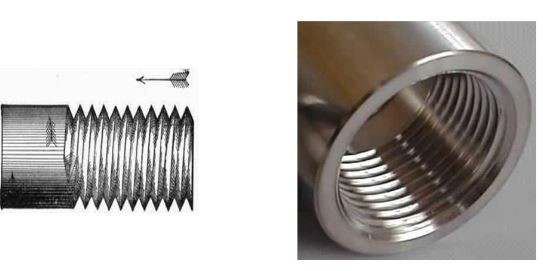
Sisäiset ja ulkoiset kierteet
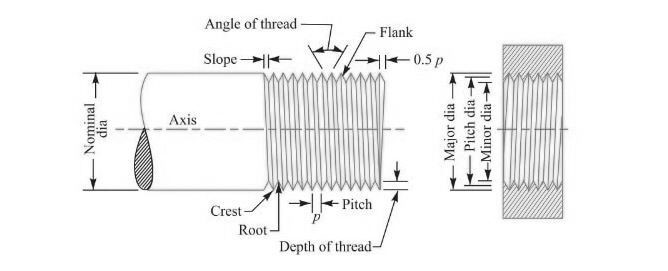
Terminologia kierteiden koneistuksessa
Terminologia kierteiden koneistuksessa
Juuri:Kaksi säädettävää lankaa muodostavat pohjaan tasaisen tai pyöristetyn pinnan, tai kierreuran alapintaa kutsutaan juuriksi.
Crest:Kierteiden uloin pinta, joka muodostuu langan kahdesta sivusta (kierteen ulkoneva osa)
Kylki:Pinta yhdistää langan juuren ja harjan ja muodostaa kosketuksen sen vastineen kanssa.
Kierteen kulma:Kulma muodostuu kahden vierekkäisen kahden kierteen kyljestä aksiaalisessa tasossa, jota kutsutaan kierrekulmaksi.
Urasyvyys:Harjan ja juuren välinen aksiaalinen etäisyys tunnetaan kierteen syvyydeksi.
Piki:Kahden identtisen langan välinen etäisyys
Helix-kulma:Kierteen kierteen ja pyörimisakselin suhteen normaalin linjan välinen kulma
Suurin halkaisija:Ulkokierteen (tai juuren tai sisäkierteen) harjaa koskettavan kuvitteellisen koaksiaalisen sylinterin halkaisija
Pieni halkaisija: Ulkokierteen juurta (tai sisäkierteen harjaa) koskettavan kuvitteellisen koaksiaalisen sylinterin halkaisija
Pinnan halkaisija:suuren ja pienemmän halkaisijan keskiarvo
Työstölangan katkaisumenetelmät
Kierreleikkaus helpottaa kierrelenkkien luomista komponentteihin.Jos katkaiset sisäkierteet, varmista, että se voi asettaa ja lukita vastakappaleensa liittämisen aikana.
Parhaan lähestymistavan valinta kierteen katkaisuun on kriittinen;monia tekijöitä on otettava huomioon, kuten tekninen, taloudellinen, ajankulutus, tarkkuus ja työkalujen saatavuus.
1. Jyrsintä
Jyrsintävoidaan käyttää kierteiden leikkaamiseen sekä sisä- että ulkokierteissä.Se käyttää kierteitystyökalujen ympyräliikettä langan tuottamiseksi yhdellä sivuttaisliikkeellä.Tätä lähestymistapaa käytetään erikokoisten lankojen leikkaamiseen, mutta se sopii parhaiten suurempiin reikiin.Jyrsinnällä tehdyt kierteet luovat akorkea pintakäsittelyja tarkka mittojen yhtenäisyys.

Kierteiden koneistus jyrsinnällä
Kierteiden jyrsinnässä on kahdenlaisia tehokkaita ja suosittuja työkaluja: umpikovametalli ja käännettävä.Näiden työkalujen leikkuuhampaat ovat yhdensuuntaiset, eivät kierteisesti hanan tapaan.Monihampaiset lankakoneet leikkaavat langan syvemmille kerroksilleen yhdellä kierroksella ympäriinsä.Koska kääntötyökalut eivät yleensä sovellu reikiin, joiden halkaisija on alle 0,625 tuumaa, kovametallityökaluja käytetään ensisijaisesti pienempien reikien tekemiseen.kierteitys tällä työkalulla on kuitenkin hieman kallista, jos suurta tarkkuutta ei vaadita.Käännettävä työkalu on halvempi, koska sinun tarvitsee vaihtaa leikkuri vasta sen ostamisen jälkeen.
Kierrejyrsinnän käytöllä on lukuisia etuja.Toisin kuin kierteitys, jossa voidaan käsitellä useita halkaisijoita yhdellä työkalulla, kierteitys pystyy käsittelemään vain kiinteän halkaisijan yhdellä työkalulla, ja halkaisijaltaan suuremmat kierteet ovat myös kalliita.
2. Kierteiden koneistus sorvilla
Tähän leikkaukseen käytetään yksipisteistä sorvaustyökalua kovametalliterällä.Ennen kuin jatkat leikkaamista, kierteen katkaisemiseksi sorvikoneella on suoritettava joitakin laskelmia, kuten nousu, lyijy, syvyys ja pää- ja alahalkaisija.
Hanan kahva on tehokkain tapa kierteillä sorvikoneella.Työkappale on kuitenkin ensin kiinnitettävä istukkaan.
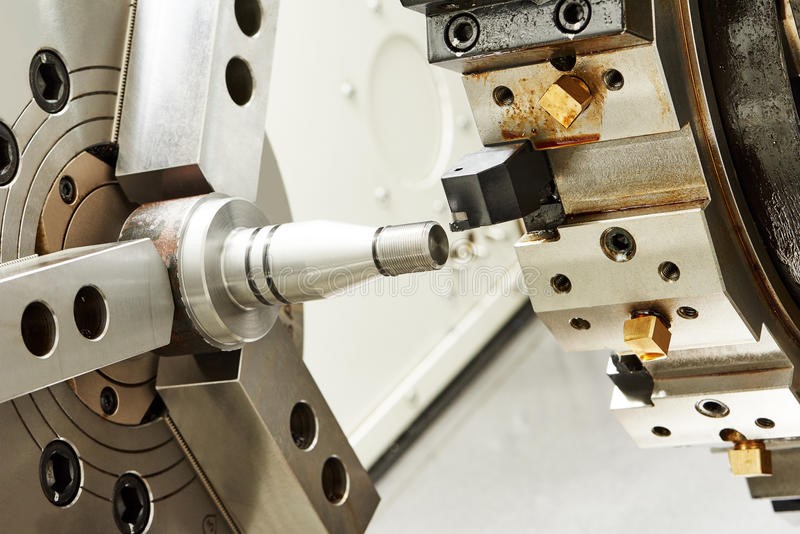
Kierteiden koneistus sorvilla
· Aseta kierreterä ja korkeus sorvin keskipisteeseen.Terän tulee olla oikeassa kulmassa työkappaleeseen nähden.
· Tuo kierteitystyökalun terä lähemmäs työkappaletta.
· Siirrä nyt kahvaa.Jos esimerkiksi haluat luoda kierteitä, joiden jako on 1 mm, kierteitystyökalun on siirryttävä 1 mm:n matka, kun työkappale suorittaa yhden kierroksen.Joten jatka sen mukaisesti.
3. Die-leikkaus

Kierteiden stanssaus
Se on yksinkertainen ja edullinen tapa katkaista kierteet, jota voidaan käyttää massatuotantoon, joka ei vaadi suurta tarkkuutta ja laatua.Kierteet muodostavat ulkokierteen, joka on yhteensopiva sen sisäkierteen kanssa.
Ennen kuin jatkat kierteen katkaisua muotilla, työkappaleen ensimmäinen päätypuoli on viistettävä 45 astetta, mikä voidaan tehdä koneella tai käsin.Valitse sitten halkaisijaltaan sopiva meisti ja kiristä se stanssaukseen sen jälkeen, kun olet asettanut muotit päätypuolelle, jota voidaan helposti kiertää pituudella kierteiden luomiseksi.
Kierteityssuuttimia käytetään myös laajasti metallintyöstö- ja valmistusteollisuudessa kierteiden korjaamiseen hankaistuissa reikissä tai pulteissa.Muotilla tehdyt langat lisäävät lujuutta ja kestävyyttä samalla, kun ne vähentävät materiaalikustannuksia, koska prosessin aikana häviää vähemmän metallijäämiä.
Tärkeimmät suunnitteluvinkit
· Varmista, että työkappaleen pinta on tasainen koko pituudeltaan ennen kuin jatkat leikkaamista.
· Ulkokierteet tehdään viisteillä päätysivulla 45 asteen kulmassa ennen leikkaamista.Sisäkierteen päässä tarvitaan upotus.
· Jos tuleville sovelluksille ei ole erityisiä vaatimuksia, on suositeltavaa suunnitella matalammat kierteet ja vakiokoko.
· Kierteen paksuus tulee valita niin, että se kestää paineen kytkennän aikana.
Pintakäsittely kierteille

Pintakäsittelyllä varustetut kierteet
Työstön jälkeen kierteiden pintakäsittely on esteettisistä syistä ratkaisevan tärkeää, parantaa tuotteen yleistä toimivuutta ja pidentää sen käyttöikää.Lisäksi se on paras tapa estää korroosiota ja pinnan rappeutumista ja siten välttää mekaanisen kytkimen vikaantuminen.
Maalaus jamusta-oksidiviimeistely ovat kaksi tehokasta tapaa kierteiden pintakäsittelyyn.Maalaus ei kuitenkaan kestä pidempään verrattuna mustaoksidipintoihin.
Musta-oksidiviimeistely
Se on pohjimmiltaan mikroskooppinen magnetiittikerros (Fe3O4), joka peittää langan pinnan.Koska mustaoksidipinnoitteen paksuus on merkityksetön, se ei vaikuta mittojen vakauteen, suunnitteluparametreihin tai ominaisuuksiin.Mustaoksidiviimeistelyä varten joukko koneistettuja lankoja upotetaan emäksiseen suolaliuokseen sopivassa lämpötilassa (130 - 150 0C).
Seuraavassa on noudatettavat vaiheet kierteiden mustaoksidiviimeistelyssä.
- 1. Puhdista kierteet alkalisella vesiliuoksella (erissä).
- 2. Puhdista välittömästi tislatulla vedellä, koska emäksiset liuokset voivat reagoida kierteen pinnan kanssa ja heikentää ensisijaisen pinnan viimeistelyä.
- 3. Puhdista uudelleen vedellä neutraloimaan happopuhdistus.
- 4. Upota langat kiehuvaan emäksiseen liuokseen 5–45 minuutiksi.
- 5. Puhdista vesisuihkulla painevedellä ja aseta sivuun kuivumaan.
- 6. Parantaaksesi lankojen korroosionkestävyyttä ja esteettistä ulkonäköä levitä vahaa, öljyä, lakkaa tai muita toissijaisia pinnoitusmateriaaleja.
- 7. Nyt lankaerä on valmis kohdistettuja sovelluksia varten.
Johtopäätös
Kierteiden koneistus on olennainen prosessi valmistuksessa.Siksi sopivan koneistustavan valinta on erittäin kriittinen.Sen tulisi olla loppukäyttösovelluksen, teknisen saatavuuden ja taloudellisen toteutettavuuden mukaan.Se voi olla hieman monimutkaista, mutta sitä ei voi jättää huomiotta.
Voit neuvotella kierteitystekniikoiden asiantuntijoiden kanssa suunnittelusta pintakäsittelyyn.Meillä on kokenut insinööritiimi, joka auttaa sinua lankojen valmistuksessa.Tarjoamme kierteiden työstöpalveluita kaikista tekniikoista, jyrsinnästä, kierteiden työstyksestä sorvikoneella ja stanssauksesta, lähes kaiken tarvitsemasi kierteisiin liittyen.Joten jos tarvitset jotain asiaan liittyvää palvelua, älä epäröi ota meihin yhteyttä.
FAQ:t
Miksi kierteiden työstyksellä on merkitystä valmistuksessa?
Kierteiden koneistus on yksi tehokkaimmista yksiosaisista valmistusmenetelmistä.Erilaisten mekanismien ja tuoteosien yhdistämiseen tarvitaan kierteitä.Se vahvistaa useiden komponenttien liitoksia ja liitoksia erittäin yksinkertaisilla rakenteilla.
Mitkä ovat suositut kierteiden koneistustekniikat?
Jyrsintä, sorvi ja meistit ovat suosituimpia ja käytännöllisimpiä tekniikoita kierteiden koneistukseen valmistavassa teollisuudessa.
Mikä on paras tekniikka kierteiden koneistukseen?
Se riippuu useista tekijöistä, kuten kierteiden koosta, sovellusten tyypistä, teknisestä saatavuudesta, taloudellisesta toteutettavuudesta ja tarkkuusvaatimuksista.
Onko pinnan viimeistely kierteiden kannalta ratkaisevaa?
Kyllä, on tärkeää estää ruosteen muodostuminen ja lisätä liitosten kestävyyttä sekä esteettistä ulkonäköä.
Postitusaika: 16.6.2022