Maŝinado de fadenoj: Ĉio, kion vi bezonas scii
Lasta ĝisdatigo:09/06 Tempo por legi: 8 min
Fadenoj estas la komponantoj, kiuj plenigas la breĉon de alĝustigo kaj konekto en la kunigo de partoj por optimumigi la forton kaj fortikecon de finaj produktoj en la tutmonda industrio, kiu tre dependas de la ligo kaj alĝustigo de komponantoj por krei la finajn produktojn.
Fadenoj estas kontinuaj helikformaj randoj sur cilindraj kaj konusaj surfacoj uzataj por mekanika kaj produkta partokuplado.Depende de la apliko, fadenoj estas kreitaj sur la interna aŭ ekstera surfaco.La fadenoj formitaj sur la ekstera ŝelo estas konataj kiel eksteraj fadenoj, dum fadenoj en interna surfaco estas nomitaj internaj fadenoj.Por la maŝinado, ekzistas ĉefe tri aliroj, Muelado, fadenmaŝinado per tornilo, kaj ĵetkubo,
Tipoj de fadenoj
Estas diversaj specoj de fadenoj, kiel interspacigitaj fadenoj, maŝinŝraŭbofadenoj, Malfruaj Ŝraŭboj, Memfrapaj Ŝraŭboj, ON-fermiloj, Fadenformaj Ŝraŭboj kaj Tipo U Ŝraŭboj.Inter ĉi tiuj ON-fermiloj, spacigitaj fadenoj kaj maŝinŝraŭbofadenoj estas ofte uzataj tipoj en la fabrikindustrio.Ankaŭ, laŭ la Unified Screw Thread System, NC (krudaj) kaj UNF (Fajnaj) fadenoj estas la normaj fadenaj kategorioj.
Ĉi tie ni mallonge diskutu la internajn kaj eksterajn fadenojn.
Internaj Fadenoj
Fadeno kiu fluas ĉirkaŭe ene de la fermilo, kiel ekzemple nukso, estas nomita la interna fadeno.Interna fadeno (Ina) maŝinado estas farita per specifa unu-lipa fadena ilo.En kontrasto, kelkaj internaj fadenoj estas tranĉitaj per tradicia ilo konata kiel fadenfrapeto.Internaj fadenoj akceptas la ŝraŭbon kaj ŝlosas ĝin en la laborpeco.
Elektu la ilon kun la taŭga nominala grandeco por interna fadena maŝinado kaj fiksu la truan diametron, kie vi kreos la fadenojn laŭ la fina uzo.
Dum fabrikado de ĉi tiuj fadenoj kunCNC-maŝinado, la realaj fadenoj devas esti forigitaj de la CAD-desegnaĵo, lasante nur la plej grandan diametroprofilon.Uzu la donitan rilaton por kalkuli la diametron por frapetado;
Diametro de kerntruo = Tap-diametro – Fadenopaŝo
Aŭ,
Frapeto-diametro = Kerna truodiametro + Fadenopaŝo.
Trovu la centron kaj boru la truon kiel la antaŭe kalkulitan kerntruan diametron, tiam frapu la randon de la truo per frapeta ilo kaj ĉanbrulon per 90-grada lavujo.Nun turnu en la kerntruon por krei la kontinuajn fadenojn.
Eksteraj Fadenoj
Fadeno kurbiĝas laŭ la ekstero de la ŝafto de la fermilo, kiel riglilo.La Tornilo estas tre efika kaj vaste uzata maŝino por produkti eksterajn fadenojn sur laborpecoj.Ĉiu cilindra bastono kiu povas esti turnita enen rajtas krei eksterajn fadenprofilojn.Vi povas elekti la ilon surbaze de la bezonata tonalto-profundo.
Ekstera fadentranĉado komenciĝas per la surfadena ĵetkubo (rond-ĵetkubo) kaj fiksado al la tornilmaŝino.La randoj unue devas esti fajlitaj kaj ĉambritaj je 45 gradoj.Nun tuŝu la laborpecan randon per tranĉilo antaŭ ol turni ĝin laŭlonge por krei kontinuan fadenon.
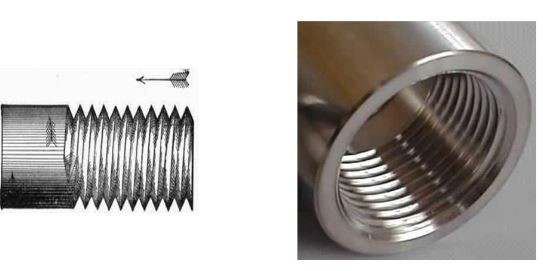
Internaj kaj Eksteraj fadenoj
Terminologio en Fadenaj maŝinado
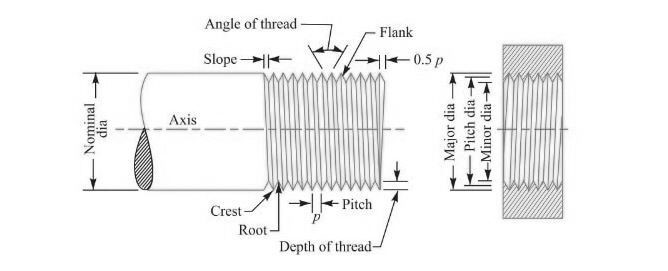
Terminologio en fadenmaŝinado
Radiko:Du alĝustigeblaj fadenoj formas platan aŭ rondetan surfacon sur la fundo, aŭ la malsupra surfaco de la fadeno estas konata kiel la radiko.
Kresto:La plej ekstera surfaco de la fadenoj formiĝantaj de du flankoj de fadeno (projekciita parto de la fadeno)
Flanko:La surfaco ligas la radikon kaj kreston de fadeno kaj faras kontakton kun sia ekvivalento.
Fadenangulo:Angulo estas formita de du apudaj flankoj de du fadenoj en la aksa ebeno nomata fadenangulo.
Tretprofundeco:La aksa distanco inter la spino kaj la radiko estas konata kiel fadenprofundo.
Tonalto:Distanco inter la du identaj fadenoj
Heliksa angulo:Angulo inter la helico de la fadeno kaj linio kiu estas normala al la rotacia akso
Grava diametro:Diametro de la imaga samaksa cilindro kiu tuŝas la spinon de la ekstera fadeno (aŭ radiko aŭ la interna fadeno)
Malgranda diametro: Diametro de la imaga samaksa cilindro kiu tuŝas la radikon de la ekstera fadeno (aŭ spino de la interna fadeno)
Tonaldiametro:la mezumo de la plej granda kaj negrava diametro
Metodoj por tranĉi maŝinan fadenon
Fadentranĉado faciligas krei ŝraŭbitajn ligilojn sur komponantoj.Se vi tranĉas la internajn fadenojn, certigu, ke ĝi povas enmeti kaj ŝlosi sian ekvivalenton dum la konekto.
Elekti la plej bonan aliron por fadentranĉado estas kritika;multaj faktoroj devas esti pripensitaj, kiel ekzemple teknikeco, ekonomiko, tempokonsumo, precizeco, kaj ilhavebleco.
1. Muelado
Mueladopovas esti uzata por tranĉi fadenojn sur kaj internaj kaj eksteraj fadenoj.Ĝi utiligas la cirklan movon de surfadenigaj iloj por produkti fadenon en ununura cirklo de flanka movado.Ĉi tiu aliro estas uzata por tranĉi fadenojn de diversaj grandecoj, sed ĝi plej taŭgas por pli grandaj truoj.Fadenoj faritaj per freza maŝinado kreas aalta surfaca finaĵokaj preciza dimensia konsistenco.

Fadenmaŝinado kun frezado
En fadenmuelado, ekzistas du specoj de efikaj kaj popularaj iloj: solida karbido kaj indeksebla.La tranĉaj dentoj de ĉi tiuj iloj estas paralelaj prefere ol helikforme starigitaj kiel krano.Plurdentaj fadenaj maŝinoj tranĉas la fadenon al ĝiaj pli profundaj tavoloj en unu turna ĉiuflanka truo.Ĉar indekseblaj iloj estas ĝenerale malraciaj por truoj kun diametro malpli ol 0.625 coloj, karbidiloj estas ĉefe uzitaj por pli eta-truaj grandecoj;tamen, surfadenigado per ĉi tiu ilo estas iom multekosta se alta precizeco ne estas postulata.Indeksebla ilo estas malpli multekosta ĉar vi nur bezonas anstataŭigi la tranĉilon post aĉeto de unu.
Estas multaj avantaĝoj uzi faden-mueladon.Male al frapetado, kiu povas trakti diversajn diametrojn per ununura ilo, frapetado povas nur pritrakti fiksan diametron per ununura ilo, kaj pli grandaj diametraj frapetoj ankaŭ estas multekostaj.
2. Fadenoj maŝinanta kun tornilo
Unupunkta turniĝa ilo kun karbura enigaĵo estas uzata por ĉi tiu tranĉado.Antaŭ ol daŭrigi kun la tranĉado, kelkaj kalkuloj estas postulataj por tranĉi la fadenon per la tornilmaŝino, kiel tonalto, plumbo, profundo kaj plej granda kaj negrava diametro.
La krantenilo estas la plej efika metodo por frapado per tornilmaŝino.Tamen, la laborpeco unue devas esti fiksita en la chuck.
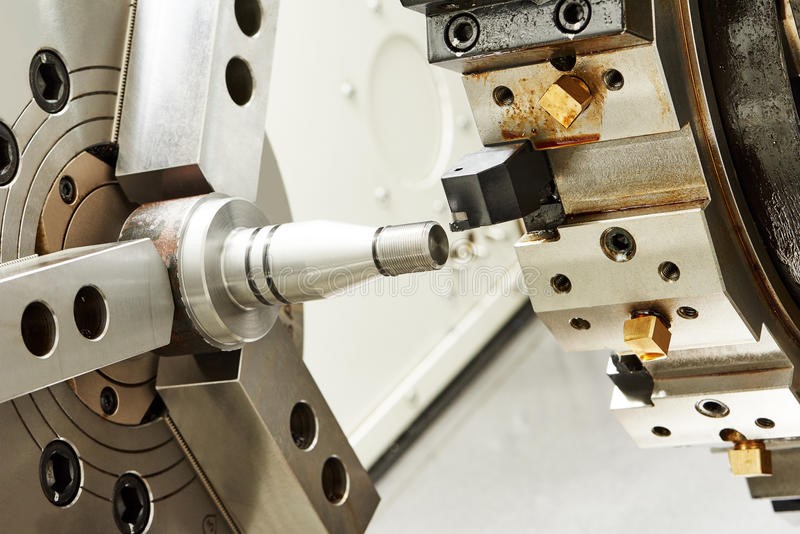
Fadenmaŝinado kun Tornilo
· Agordu la fadenpecon kaj altecon al la centra punkto de la Tornilo.La ila peco devas esti en la dekstra angulo de la laborpeco.
· Alportu la fadenilan pecon pli proksimen al la laborpeco.
· Nun movu la tenilon.Ekzemple, se vi volas generi fadenojn kun tonalto de 1 mm, la fadena ilo devas movi distancon de 1 mm dum la laborpeco kompletigas unu revolucion.Do, procedu laŭe.
3. Mort-tranĉado

Mort-tranĉado de fadenoj
Ĝi estas simpla kaj malmultekosta maniero de fadentranĉado, kiu povas esti uzata por amasa produktado, kiu ne postulas altan precizecon kaj kvaliton.Fadenaj ĵetkuboj kreas eksteran fadenon kongruan kun ĝia interna fadena ekvivalento.
Antaŭ ol daŭrigi kun la fadentranĉado per ĵetkubo, la unua fina flanko de la laborpeco devas esti ĉambrigita je 45 gradoj, kio povas esti farita per maŝino aŭ mane.Tiam, bonvolu elekti la taŭgan diametran ĵetkubon kaj streĉi ĝin en ĵetkubo post meti la ĵetkubojn sur la finflankon, kiu povas esti facile turnita laŭ la longo por krei la fadenojn.
Surfadenigaj ĵetkuboj ankaŭ estas vaste uzitaj en la metalprilaborado kaj manufaktura industrioj por ripari fadenojn en frotitaj truoj aŭ rigliloj.Fadenoj faritaj per ĵetkuboj pliigas forton kaj fortikecon malpliigante materialkostojn ĉar malpli metalrestaĵo estas malŝparita dum la procezo.
Ŝlosilaj konsiletoj pri dezajno
· Certigu, ke la surfaco de la laborpeco estas unuforma laŭlonge de sia longo antaŭ ol daŭrigi la tranĉadon.
· Por fari eksterajn fadenojn, ĉambrigu la finflankon je 45-grada angulo antaŭ tranĉi.Nombrilo estas postulata ĉe la fino de interna fadeno.
· Se ne ekzistas specifaj postuloj por estontaj aplikoj, estas preferinde desegni fadenojn kun pli malalta alteco kaj norma grandeco.
· Fadendikeco devus esti elektita tiel ke ĝi povas elteni premon dum kuplado.
Surfaca finaĵo por fadenoj

Fadenoj kun surfaca finaĵo
Post la maŝinado, la surfaca finado de fadenoj estas decida pro estetikaj kialoj, plibonigas la ĝeneralan funkcion de la produkto kaj plilongigas ĝian vivon.Krome, ĝi estas la plej bona maniero por malhelpi korodon kaj surfacan degradadon kaj tiel eviti la fiaskon de mekanika kuplado.
Pentraĵo kajnigra-oksidofinado estas la du efikaj metodoj por la surfacaj finaĵoj de la fadenoj.Tamen, la pentraĵo ne daŭros por plilongigita periodo kompare kun nigraj oksidaj finaĵoj.
Nigra-oksidaj finaĵoj
Ĝi estas esence mikroskopa tavolo de magnetito (Fe3O4) kovranta la surfacon de la fadeno.Ĉar la dikeco de la nigra-oksida tegaĵo estas sensignifa, ĝi ne influas dimensian stabilecon, dezajnoparametrojn aŭ trajtojn.Por la nigraj oksidaj finaĵoj, aro de maŝinprilaboritaj fadenoj estas mergita en alkala salsolvo ĉe la taŭga temperaturo (130 ĝis 150 0C).
Sekvas la paŝoj por sekvi por la nigra-oksida finpoluro de fadenoj.
- 1. Uzante alkalan akvan solvon, purigu la fadenojn (en aroj).
- 2. Purigu tuj per distilita akvo ĉar alkalaj solvoj povas reagi kun la fadensurfaco kaj degradi la primaran surfacan finpoluron.
- 3. Purigu per akvo denove por neŭtraligi la acidan purigadon.
- 4. Mergu la fadenojn en bolanta alkala solvo dum 5 ĝis 45 minutoj.
- 5. Uzante akvojeton, purigu per premita akvo kaj flankenmetu sekigi.
- 6. Por plibonigi la korodan reziston kaj estetikan allogon de la fadenoj, apliku vakson, oleon, lakon aŭ aliajn malĉefajn tegaĵojn.
- 7. Nun la aro da fadenoj estas preta por la celitaj aplikoj.
Konkludo
Fadena maŝinado estas esenca procezo en fabrikado.Tial, la elekto de taŭga maŝinadmetodo estas tre kritika.Ĝi devus esti laŭ la finuza apliko, teknika havebleco kaj ekonomia farebleco.Ĝi povus esti iom komplika, sed ĝi ne povas esti neglektita.
Vi povas konsulti kun spertuloj pri fadenaj teknikoj de dezajno ĝis surfaca finado.Ni havas spertan teamon de inĝenieroj, kiuj helpos vin en fabrikado de fadenoj.Ni provizas servojn pri fadenmaŝinado de ĉiuj teknikoj, Muelado, fadenmaŝinado per tornilmaŝino kaj ĵetkubo, preskaŭ ĉion, kion vi bezonas pri fadenoj.Do, se vi bezonas iun rilatan servon, bonvolu ne hezitu kontaktu nin.
Oftaj Demandoj
Kial fadenmaŝinado estas grava en fabrikado?
Fadenmaŝinado estas unu el la plej efikaj unupecaj produktadmetodoj.Fadenoj estas postulataj por konekti diversajn mekanismojn kaj produktajn partojn.Ĝi plifortigas juntojn kaj ligojn de multoblaj komponentoj kun tre simplaj strukturoj.
Kio estas la popularaj teknikoj por fadena maŝinado?
Muelado, Tornaĵmaŝino kaj ĵetkuboj estas la plej popularaj kaj praktikaj teknikoj por fadenmaŝinado en la fabrikindustrio.
Kiu estas la plej bona tekniko por fadenmaŝinado?
Ĝi dependas de diversaj faktoroj kiel la grandeco de la fadenoj, speco de aplikoj, Teknika havebleco, ekonomia farebleco kaj postulo de precizeco.
Ĉu la surfaca finado estas grava por fadenoj?
Jes, Estas esence malhelpi rustformadon kaj pliigi la fortikecon de ligoj kune kun la estetika alogo.
Afiŝtempo: Jun-16-2022