رزوه های ماشینکاری: همه چیزهایی که باید بدانید
آخرین به روز رسانی: 09/06 زمان مطالعه: 8 دقیقه
رزوه ها اجزایی هستند که شکاف اتصال و اتصال در مونتاژ قطعات را برای بهینه سازی استحکام و دوام محصولات نهایی در صنعت تولید جهانی پر می کنند که به شدت به پیوند و اتصال قطعات برای ایجاد محصولات نهایی وابسته است.
رزوه ها لبه های مارپیچ پیوسته روی سطوح استوانه ای و مخروطی شکل هستند که برای کوپلینگ مکانیکی و قطعات محصول مورد استفاده قرار می گیرند.بسته به کاربرد، نخ ها در سطح داخلی یا خارجی ایجاد می شوند.رزوه هایی که روی پوسته بیرونی ایجاد می شوند به عنوان نخ های خارجی شناخته می شوند، در حالی که رزوه های موجود در سطح داخلی را نخ های داخلی می نامند.برای ماشینکاری، عمدتاً سه رویکرد وجود دارد, آسیاب, ماشینکاری نخ با دستگاه تراش, و قالب گیری,
انواع نخ ها
رزوهها انواع مختلفی دارند، مانند رزوههای فاصله دار، رزوههای پیچ ماشینی، پیچهای عقبافتاده، پیچهای خودکار، بستهای روشن، پیچهای شکلدهی رزوهای و پیچهای نوع U.در میان این اتصال دهنده های ON، رزوه های فاصله دار و رزوه های پیچ ماشینی معمولاً در صنعت تولید استفاده می شوند.همچنین طبق سیستم یکپارچه رزوه پیچ، رزوه های NC (درشت) و UNF (ریز) دسته بندی استاندارد رزوه هستند.
در اینجا اجازه دهید به طور خلاصه در مورد موضوعات داخلی و خارجی بحث کنیم.
موضوعات داخلی
نخی که در داخل بست مانند مهره جریان دارد، نخ داخلی نامیده می شود.ماشین کاری رزوه داخلی (زنانه) با یک ابزار نخ زنی تک لبه خاص انجام می شود.در مقابل، برخی از رزوه های داخلی با ابزاری سنتی که به نام thread-tap شناخته می شود، بریده می شوند.رزوه های داخلی پیچ را می پذیرند و آن را در قطعه کار قفل می کنند.
ابزاری را با اندازه اسمی مناسب برای ماشینکاری رزوه داخلی انتخاب کنید و قطر سوراخ را که در آن رزوه ها را برای کاربرد نهایی ایجاد می کنید، ثابت کنید.
در حین ساخت این نخ ها باماشینکاری CNCرزوه های واقعی باید از نقشه CAD حذف شوند و فقط نمایه قطر اصلی باقی بماند.از رابطه داده شده برای محاسبه قطر ضربه زدن استفاده کنید.
قطر سوراخ هسته = قطر شیر - گام نخ
یا،
قطر شیر = قطر سوراخ هسته + گام نخ.
مرکز را پیدا کنید و سوراخ را به اندازه قطر سوراخ هسته که قبلا محاسبه شده است دریل کنید، سپس با یک ابزار شیری به لبه سوراخ ضربه بزنید و با یک سینک 90 درجه پخ بزنید.حالا داخل سوراخ هسته بچرخانید تا رشته های پیوسته ایجاد شود.
موضوعات خارجی
یک نخ در امتداد قسمت بیرونی شفت بست، مانند یک پیچ، منحنی می شود.تراش ماشینی بسیار کارآمد و پرکاربرد برای تولید رزوه های خارجی بر روی قطعات کار می باشد.هر میله استوانه ای که بتوان آن را چرخاند، واجد شرایط ایجاد پروفیل های نخ خارجی است.می توانید ابزار را بر اساس عمق گام مورد نیاز انتخاب کنید.
برش رزوه خارجی با قالب رزوه زنی (دای گرد) و بستن به دستگاه تراش آغاز می شود.لبه ها ابتدا باید سوهان شوند و در 45 درجه پخ شوند.حالا لبه قطعه کار را قبل از اینکه طول آن را بچرخانید، با یک ابزار برش لمس کنید تا یک نخ پیوسته ایجاد شود.
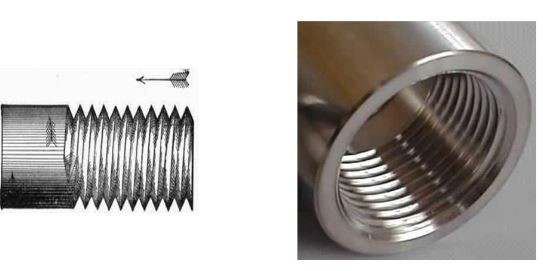
رشته های داخلی و خارجی
اصطلاحات در ماشینکاری با نخ
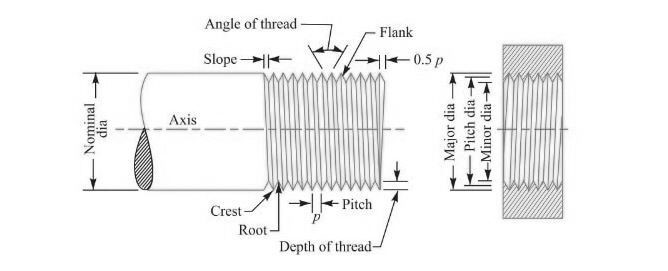
اصطلاحات در ماشینکاری رزوه
ریشه:دو نخ قابل تنظیم یک سطح صاف یا گرد را در قسمت پایین تشکیل می دهند یا سطح زیرین شیار نخ به عنوان ریشه شناخته می شود.
تاج:بیرونی ترین سطح نخ ها که توسط دو طرف نخ تشکیل می شود (قسمت برآمده از نخ)
جناح:سطح، ریشه و تاج نخ را به هم متصل می کند و با همتای خود تماس برقرار می کند.
زاویه نخ:زاویه توسط دو جناح مجاور دو رزوه در صفحه محوری به نام زاویه نخ تشکیل می شود.
عمق آج:فاصله محوری بین تاج و ریشه به عنوان عمق نخ شناخته می شود.
گام صدا:فاصله بین دو رشته یکسان
زاویه مارپیچ:زاویه بین مارپیچ نخ و خطی که نسبت به محور چرخش نرمال است.
قطر عمده:قطر استوانه هم محور خیالی که تاج نخ خارجی (یا ریشه یا نخ داخلی) را لمس می کند.
قطر جزئی: قطر استوانه هم محور خیالی که با ریشه نخ خارجی (یا تاج نخ داخلی) برخورد می کند.
قطر گام:میانگین قطر اصلی و فرعی
روش های برش نخ ماشینکاری
برش نخ ایجاد پیوندهای پیچی روی قطعات را آسان تر می کند.اگر رزوه های داخلی را بریده اید، مطمئن شوید که می تواند همتای خود را در حین برقراری اتصال وارد و قفل کند.
انتخاب بهترین روش برای برش نخ بسیار مهم است.عوامل زیادی مانند فنی، اقتصادی، زمان مصرف، دقت و در دسترس بودن ابزار باید در نظر گرفته شوند.
1. آسیاب
آسیابمی توان از آن برای برش نخ روی نخ های داخلی و خارجی استفاده کرد.از حرکت دایره ای ابزارهای نخ برای تولید نخ در یک دایره حرکت جانبی استفاده می کند.این روش برای برش نخ ها با اندازه های مختلف استفاده می شود، اما برای سوراخ های بزرگتر مناسب است.رزوه های ساخته شده با ماشینکاری فرز ایجاد یکپرداخت سطح بالاو سازگاری ابعادی دقیق

ماشینکاری نخ با فرز
در آسیاب با نخ دو نوع ابزار موثر و محبوب وجود دارد: کاربید جامد و شاخص.دندانه های برش این ابزارها موازی هستند و نه به صورت مارپیچ مانند شیر آب.ماشینهای رزوه چند دندانه، نخ را به لایههای عمیقتر آن در یک سوراخ دور تا دور برش میدهند.از آنجایی که ابزارهای قابل نمایش معمولاً برای سوراخ هایی با قطر کمتر از 0.625 اینچ نامناسب هستند، ابزارهای کاربید عمدتاً برای اندازه های سوراخ کوچکتر استفاده می شوند.با این حال، نخ کردن با این ابزار تا حدی گران است اگر دقت بالایی لازم نباشد.یک ابزار قابل نمایه سازی هزینه کمتری دارد زیرا فقط پس از خرید باید کاتر را تعویض کنید.
استفاده از آسیاب با نخ مزایای زیادی دارد.بر خلاف ضربه زدن که میتواند قطرهای مختلفی را با یک ابزار نشان دهد، ضربه زدن تنها میتواند قطر ثابت را با یک ابزار کنترل کند و شیرهای با قطر بزرگتر نیز گران هستند.
2. ماشینکاری رزوه ها با تراش
برای این برش از ابزار چرخشی تک نقطه ای با درج کاربید استفاده می شود.قبل از ادامه برش، برای برش نخ با دستگاه تراش، محاسباتی مانند گام، سرب، عمق و قطر اصلی و فرعی لازم است.
دستگیره شیر موثرترین روش برای ضربه زدن با دستگاه تراش است.با این حال، قطعه کار باید ابتدا به چاک متصل شود.
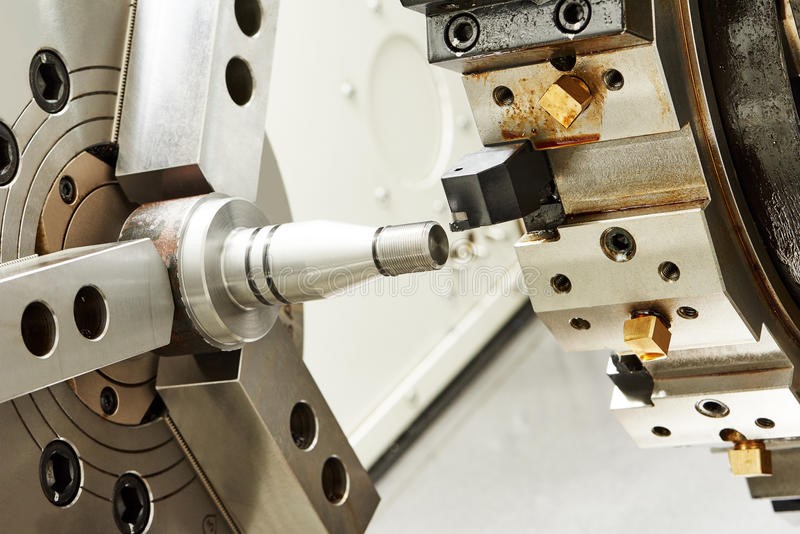
ماشینکاری رزوه با تراش
· بیت نخ و ارتفاع را روی نقطه مرکزی ماشین تراش قرار دهید.بیت ابزار باید در زاویه مناسب قطعه کار باشد.
· ابزار رزوه زنی را کمی به قطعه کار نزدیک کنید.
· حالا دسته را حرکت دهید.به عنوان مثال، اگر می خواهید رزوه هایی با گام 1 میلی متر ایجاد کنید، ابزار رزوه کاری باید فاصله 1 میلی متری را طی کند که قطعه کار یک دور کامل می کند.بنابراین، بر این اساس پیش بروید.
3. کاهش نرخ مرگ و میر

قالب برش نخ ها
این یک روش ساده و ارزان برای برش نخ است که می تواند برای تولید انبوه استفاده شود که به دقت و کیفیت بالایی نیاز ندارد.قالب های رزوه ای یک رزوه خارجی سازگار با همتای رزوه داخلی خود ایجاد می کند.
قبل از اقدام به برش نخ با قالب، قسمت انتهایی اول قطعه کار باید 45 درجه پخ شود که این کار را می توان با ماشین یا دست انجام داد.سپس، لطفاً قالب با قطر مناسب را انتخاب کنید و پس از قرار دادن قالب ها در قسمت انتهایی آن را در یک قالب محکم کنید، که به راحتی می توان آن را در طول چرخاند تا نخ ها ایجاد شود.
قالب های رزوه ای نیز به طور گسترده در صنایع فلزکاری و تولیدی برای تعمیر رزوه ها در سوراخ ها یا پیچ و مهره ها استفاده می شود.رزوه های ساخته شده با قالب ها استحکام و دوام را افزایش می دهند و در عین حال هزینه های مواد را کاهش می دهند زیرا بقایای فلز کمتری در طول فرآیند هدر می رود.
نکات کلیدی طراحی
· قبل از اقدام به برش، مطمئن شوید که سطح قطعه کار در تمام طول آن یکنواخت است.
· برای ساختن نخ های خارجی، قبل از برش، قسمت انتهایی آن را با زاویه 45 درجه پخ کنید.یک کانترسینک در انتهای رزوه داخلی مورد نیاز است.
· در صورت عدم وجود الزامات خاصی برای کاربردهای بعدی، ترجیحاً رزوه هایی با ارتفاع کمتر و اندازه استاندارد طراحی شود.
· ضخامت رزوه باید طوری انتخاب شود که بتواند فشار را در حین کوپلینگ تحمل کند.
تکمیل سطح برای رزوه ها

موضوعات با پرداخت سطح
پس از اتمام کار با ماشین کاری، تکمیل سطح رزوه ها به دلایل زیبایی شناختی بسیار مهم است، عملکرد کلی محصول را بهبود می بخشد و عمر آن را افزایش می دهد.علاوه بر این، بهترین راه برای جلوگیری از خوردگی و تخریب سطح و در نتیجه جلوگیری از شکست کوپلینگ مکانیکی است.
نقاشی واکسید سیاهتکمیل دو روش موثر برای پرداخت سطحی رزوه ها هستند.با این حال، نقاشی برای مدت طولانی در مقایسه با پوشش های اکسید سیاه دوام نخواهد داشت.
روکش های اکسید سیاه
این در اصل یک لایه میکروسکوپی از مگنتیت (Fe3O4) است که سطح نخ را می پوشاند.از آنجایی که ضخامت پوشش اکسید سیاه ناچیز است، بر پایداری ابعادی، پارامترهای طراحی یا خواص تأثیر نمی گذارد.برای پوشش های اکسید سیاه، دسته ای از نخ های ماشین کاری شده در محلول نمک قلیایی در دمای مناسب (130 تا 150 درجه سانتیگراد) غوطه ور می شوند.
در ادامه مراحلی را که باید برای تکمیل رزوه ها با اکسید سیاه دنبال کنید آمده است.
- 1. با استفاده از محلول آبی قلیایی، نخ ها را (به صورت دسته ای) تمیز کنید.
- 2. بلافاصله با آب مقطر تمیز کنید زیرا محلول های قلیایی می توانند با سطح نخ واکنش دهند و سطح اولیه را تخریب کنند.
- 3. دوباره با آب تمیز کنید تا اسید پاکسازی خنثی شود.
- 4. نخ ها را به مدت 5 تا 45 دقیقه در محلول قلیایی در حال جوش غوطه ور کنید.
- 5. با استفاده از جت آب، با آب تحت فشار تمیز کنید و کنار بگذارید تا خشک شود.
- 6. برای بهبود مقاومت در برابر خوردگی و جذابیت زیبایی رزوه ها، از موم، روغن، لاک یا سایر مواد پوشش ثانویه استفاده کنید.
- 7. اکنون دسته ای از موضوعات برای برنامه های مورد نظر آماده است.
نتیجه
ماشینکاری رزوه یک فرآیند ضروری در تولید است.بنابراین، انتخاب یک روش ماشینکاری مناسب بسیار حیاتی است.باید بر اساس کاربرد نهایی، در دسترس بودن فنی و امکان سنجی اقتصادی باشد.ممکن است کمی پیچیده باشد، اما نمی توان از آن غافل شد.
شما می توانید با متخصصین تکنیک های رزوه کاری از طراحی تا پرداخت سطح مشورت کنید.ما یک تیم با تجربه از مهندسین داریم که به شما در ساخت نخ کمک می کنند.ما خدمات ماشینکاری رزوه را از تمامی تکنیک ها، فرزکاری، ماشینکاری نخ با دستگاه تراش و قالب گیری، تقریباً هر آنچه در مورد نخ ها نیاز دارید، ارائه می دهیم.بنابراین، در صورت نیاز به خدمات مرتبط، لطفاً دریغ نکنید با ما تماس بگیرید.
سوالات متداول
چرا ماشینکاری با نخ در تولید مهم است؟
ماشینکاری با نخ یکی از موثرترین روشهای ساخت تک تکه است.برای اتصال مکانیزم های مختلف و قطعات محصول به رزوه ها نیاز است.مفاصل و اتصالات چندین جزء را با ساختارهای بسیار ساده تقویت می کند.
تکنیک های رایج برای ماشین کاری رزوه چیست؟
فرز، ماشین تراش و قالب ها محبوب ترین و کاربردی ترین تکنیک ها برای ماشین کاری رزوه در صنعت تولید هستند.
بهترین تکنیک برای ماشینکاری با نخ کدام است؟
این بستگی به عوامل مختلفی مانند اندازه رشته ها، نوع کاربردها، در دسترس بودن فنی، امکان اقتصادی و نیاز به دقت دارد.
آیا پرداخت سطح برای رزوه ها بسیار مهم است؟
بله، جلوگیری از ایجاد زنگ زدگی و افزایش دوام اتصالات همراه با جذابیت زیبایی ضروری است.
زمان ارسال: ژوئن-16-2022