Елоксирани алуминиумски бои: Сè што треба да знаете
Последно ажурирање: 09/02, време за читање: 7 мин

Елоксирани алуминиумски делови со различни бои
Поради нивната лесна и висока јачина,алуминиум и неговите различни степени на легуричесто се користат градежни материјали во различни индустрии, вклучувајќи медицинска, автомобилска и воздушна.Не е важно кој процес на производство се користи за изработка на овие делови.Завршување на површинатае од суштинско значење за подобрување на механичките својства и естетската убавина на овие делови.
Бидејќи широкиот опсег на бои може да се обложи на површината соелоксирање, тоа е најпопуларниот метод за завршна површина што се користи во глобалното производство.Алуминиумските делови се направени да бидат издржливи и одлични отпорни на суровата изложеност на околината, благодарение на бојата за елоксирање.Дополнително, способноста да се спротивстави на абразијата може да се постигне со анодизирање на бојата.Оваа статија ќе направи прегледпроцес на елоксирање на алуминиум, различни пристапи на боење, усогласување на боите и сродни процеси.
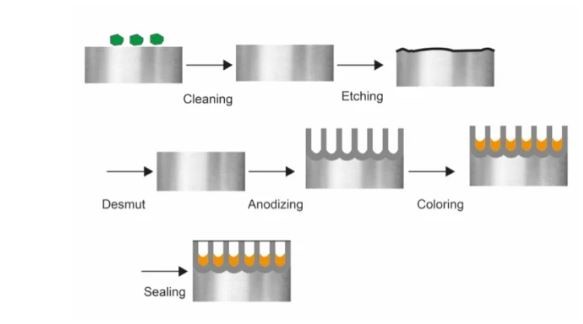
Процес на елоксирање на алуминиум
Чистењето на произведените делови е првиот чекор во анодизирање на алуминиум, а алкалната на гравирање е најдоброто средство за чистење за оваа работа.Сите лесни масла и други супстанции што може да го попречат процесот на елоксирање се отстрануваат за време на овој процес на чистење.По чистењето треба да се изврши алкално офорт за да се елиминираат сите преостанати природни оксиди од површината.Најдобрата опција за тоа е натриум хидроксид.
Следниот чекор е исфрлање на исчистените и гравирани алуминиумски делови во раствор на азотна киселина за да се направи површината мазна и да се подготви за елоксирање.
Различни фази за алуминиумско анодизирано боење
Конечно, алуминиумските компоненти се потопуваат во електролит од сулфурна киселина за анодизирање.Катодата се наоѓа надвор од резервоарот за електролит.Алуминиумските компоненти кои треба да се обложат служат како анода.Потоа се применува електрична струја на електродата (приклучокот „+“ на анодата и терминалот „-“ на катодата).Сега, електричната струја се движи низ електролитски раствор и ги ослободува оксидните јони, кои одат до алуминиумската подлога за да формираат интегриран оксиден слој на површината.
Бои на алуминиумски елоксирани делови
Општо земено, анодизираните алуминиумски делови се обоени со користење на следните четири методи: интерферентно боење, боење со боја, електро боење и интегрално боење.Ајде да ги разгледаме подетално секој од нив сега.
Електро боење
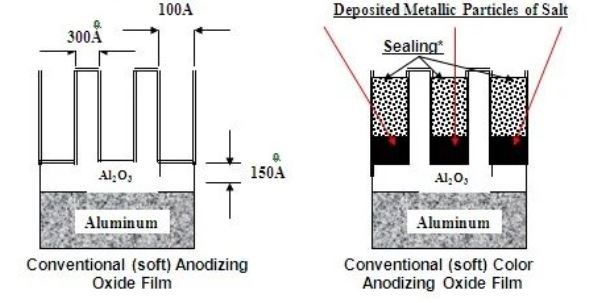
Различни бои се лесно остварливи во површината на анодизираните алуминиумски делови соелектролитичко обојување.Електролитичкото боење користи различни метални соли како средство за бои, каде што металните јони од искористената сол се таложат во порите на анодизираните алуминиумски делови.Затоа, бојата зависи од металот што се користи во растворот за сол.
Процес на електро боење
Како дел од процесот на електролиза, анодизираната површина се потопува во концентрирани раствори на метални соли додека не се таложи доволно пигмент за да се создаде саканата боја.Значи, бојата зависи од металот што се користи во солта, а интензитетот на боењето зависи од времето на третман (30 секунди до 20 минути).
Некои вообичаени метални соли и бои што се користат во боење на анодизиран алуминиум
| SN | Солта | Боја |
| 1 | Оловен нитрат | Жолта |
| 2 | Ацетат со калиум дихромат | Жолта |
| 3 | Ацетат со калиум перманганат | Црвено |
| 4 | Бакар сулфат со амониум сулфид. | Зелена |
| 5 | Женски сулфат со калиум феро-цијанид | Сина |
| 6 | Кобалт ацетат со амониум сулфид | Црното |
Боење со боја
Друг пристап за боење на анодизираниот алуминиумски дел е боење со боја.Овој процес вклучува едноставно потопување на компонентите што треба да се обојат во резервоарот што го содржи растворот за боја.Интензитетот на бојата во овој пристап зависи од различните варијабли како што се концентрацијата на бојата, времето на обработка и температурата.
Спецификации за бојадисување:
| Материјал за резервоар за матрица | нерѓосувачки челик, пластика или фиберглас
|
| Температурен опсег | 140 до 1600F |
| Дополнително поставување | Воздушна агитација за да се спречи контаминација на резервоарот за боја |
Совети за совршено боење со боја
· Чистењето на делови од анодизиран алуминиум е од клучно значење бидејќи долготрајните киселини на површината може да го попречат процесот на умирање.Во некои ситуации, присуството на киселини го спречува боењето на алуминиумот.Значи, пред да ја започнете бањата со боја, користете натриум бикарбонат за десорбирање.
· Чекорите на анодизирање и капење со боја треба да се завршат истовремено, при што деловите се ставаат во боениот резервоар веднаш штом ќе се отстранат од резервоарот за елоксирање.
· Дополнително, чувајте ја секоја киселина или друга контаминација подалеку од резервоарот за боја.
Интегрално боење
Интегралните процеси на боење комбинираат два различни пристапи.Прво, алуминиумските компоненти се елоксираат, а елоксираните компоненти се обоени со легурите.Затоа, функцијата на одредена легура во овој процес е како се развива бојата.Врз основа на составот на алуминиумските делови и условите за работа, опсегот на бои може да се движи од златна бронза преку длабока бронза до црна.
Интерферентно боење
Овој пристап вклучува проширување на структурата на порите и таложење на соодветен метал врз основа на потребните бои на површината за да се добие обоената површина.Како што би добиле сино-сива боја ако наложите никел.Во основа, интерферентните бои се произведуваат кога светлината удира на анодизираните алуминиумски површини и се прекршува, рефлектира или апсорбира.
Запечатување-Процес
Процес на запечатување
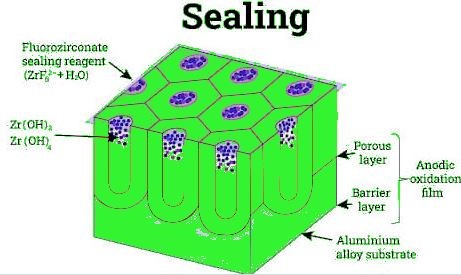
Главната цел на процесот на запечатување е да се запре апсорпцијата на несаканите молекули во порите.Бидејќи лубрикантите или другите несакани молекули понекогаш се задржуваат во порите, што на крајот придонесува за корозија на површината.Некои вообичаени материјали за запечатување се никел ацетат, калиум дихромат и врела вода.
1. Метод на топла вода
За изработка на резервоарот за заптивање обично се користи нерѓосувачки челик или друг инертен материјал.Обоените алуминиумски компоненти најпрво се потопуваат во топла вода (200 0F), каде што се формира алуминиум монохидрат на површината, заедно со соодветно зголемување на волуменот.Како резултат на тоа, непожелните молекули се елиминираат од порите.
2. Метод на никел флуорид
Оваа постапка ги омекнува анодизираните алуминиумски компоненти.Во овој метод, флуоридниот никел се внесува во анодизиран алуминиум.Флуоридниот јон сега оди до порите, каде што јонот на никел се таложи на површината и формира никел хидроксид со комбинирање со молекулите на водата, што на крајот ги блокира порите.
3. Метод на калиум дихромат
Оваа техника користи раствор на калиум дихромат (5 % w/V) за запечатување на компоненти од анодизиран алуминиум.Прво, компонентите се потопуваат околу 15 минути во резервоар кој содржи раствор од калиум дихромат што врие.Потоа, површината на деловите ги апсорбира хроматните јони, а обложувањето се јавува кога овие јони се хидрираат.И покрај тоа што е помалку отпорен на дамки од другите методи на заптивната смеса, овој слој сепак нуди директен пристап кон запечатувањето.
Спојување на бои
Соодветната боја може да биде различна според различните серии;сепак, ако го следите точниот процес на боење за анодизирани алуминиумски делови.Поради ова, процесот и другите елементи како што е степенот на користен алуминиум, типот на завршница, концентрацијата на матриците и кристалната структура на површината треба да бидат речиси идентични во сериите за да се добие соодветната боја.
Заклучок
По прегледот на елоксирањето и боењето на алуминиумските делови, јасно е дека најдобрата придобивка од анодизирањето на алуминиум е способноста да се вградат различни бои на површината, што не само што ги подобрува механичките својства и естетската убавина, туку и ја задоволува побарувачката на пазарот.Понатаму, методот на електро-боење е најдобриот од четирите пристапи за боење бидејќи ја депонира бојата електрохемиски и овозможува создавање широк опсег на бои едноставно со избирање на соодветен раствор на сол.
Несомнено, процесот на анодизирање на алуминиум е доста сложен бидејќи вклучува голема количина на хемија, материјална наука и инженерско производство.Сепак, нема да има никаква конфузија ако го изберете нашиотуслуга за елоксирање. Нашата материјална наука и машинско инженерствоекспертите ќе ви обезбедат алуминиумско елоксирање од највисок калибар, а вие можете да ја изберете бојата што најмногу одговара на вашиот проект.
Најчесто поставувани прашања
Кој е процесот на елоксирање на алуминиум?
Елоксирањето на алуминиум е електрохемиски процес кој развива слоеви отпорни на корозија и гребење на надворешноста на металните делови, нудејќи одлична завршница во различни бои.
Кои бои може да се вградат на површината на анодизираните алуминиумски делови?
Нема точен одговор, но речиси сите бои можат да се применат на површината со пристапот на елоксирање.
Кои се типичните методи за боење на анодизирани алуминиумски компоненти?
Електро боење, боење со боја, интерферентно боење и интегрално боење се најпопуларните методи.
Дали бојата на површината за елоксирање избледува со текот на времето?
Не, тој е многу издржлив.Сепак, не се исклучува во типична средина додека не се нанесе кисело перење на површината.
Време на објавување: јули-04-2022 година