Cores de aluminio anodizado: todo o que necesitas saber
Última actualización: 09/02, tempo de lectura: 7 minutos

Pezas de aluminio anodizado con varias cores
Debido ao seu peso lixeiro e alta resistencia,aluminio e os seus distintos graos de aliaxesúsanse con frecuencia materiais de construción en varias industrias, incluíndo a médica, a automoción e a aeroespacial.Non importa que proceso de fabricación se use para fabricar estas pezas.Acabado superficialé esencial para mellorar as propiedades mecánicas e a beleza estética destas pezas.
Porque a ampla gama de cores pode ser recuberta na superficie poranodizado, é o método de acabado de superficie máis popular usado na fabricación global.As pezas de aluminio están feitas para ser duradeiros e excelentes resistencias á dura exposición ambiental, grazas á cor anodizada.Ademais, a capacidade de resistir á abrasión pódese conseguir anodizando a cor.Este artigo terá unha visión xeralo proceso de anodizado de aluminio, varios enfoques de cor, a correspondencia de cores e procesos relacionados.
Proceso de anodización de aluminio
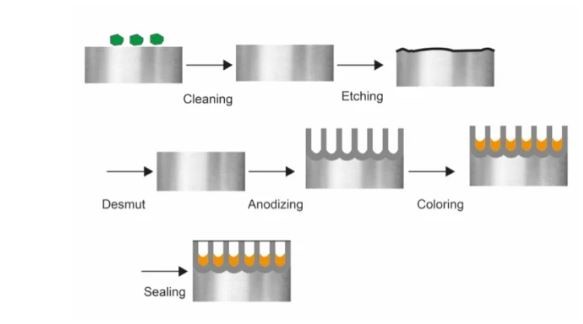
A limpeza das pezas fabricadas é o primeiro paso para anodizar o aluminio, e o alcalino gravado é o mellor axente de limpeza para o traballo.Durante este proceso de limpeza elimínanse todos os aceites lixeiros e outras substancias que poidan dificultar o proceso de anodizado.Despois da limpeza, débese realizar un gravado alcalino para eliminar os óxidos naturais restantes da superficie.A mellor opción para iso son os hidróxidos de sodio.
O seguinte paso é expulsar as pezas de aluminio limpas e gravadas nunha solución de ácido nítrico para que a superficie sexa lisa e preparala para a anodización.
Varias etapas para a coloración de aluminio anodizado
Finalmente, os compoñentes de aluminio son mergullados nun electrólito de ácido sulfúrico para anodizar.O cátodo está situado fóra do tanque de electrólito.Os compoñentes de aluminio que deben ser revestidos serven de ánodo.Despois aplícase unha corrente eléctrica ao electrodo (terminal "+" ao ánodo e terminal "-" ao cátodo).Agora, a corrente eléctrica móvese a través da solución electrolítica e libera os ións de óxido, que van ao substrato de aluminio para formar a capa de óxido integrada na superficie.
Cores en pezas de aluminio anodizado
Xeralmente, as pezas de aluminio anodizado son coloreadas mediante os seguintes catro métodos: cor de interferencia, cor de colorante, cor electro e cor integral.Vexamos agora cada un deles.
Coloración electro
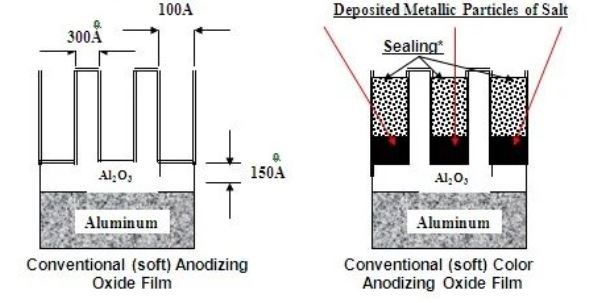
Varias cores son facilmente alcanzables na superficie das pezas de aluminio anodizado cocoloración electrolítica.A cor electrolítica utiliza diferentes sales metálicas como axente colorante, onde os ións metálicos do sal usado se depositan nos poros das pezas de aluminio anodizado.Polo tanto, a cor depende do metal utilizado na solución salina.
Proceso de electrocoloración
Como parte do proceso de electrólise, a superficie anodizada mergúllase en solucións concentradas de sales metálicas ata que se precipite o pigmento suficiente para crear a cor desexada.Así, a cor depende do metal utilizado no sal, e a intensidade da cor depende do tempo de tratamento (30 segundos a 20 minutos).
Algúns sales metálicos e cores comúns utilizados na cor de aluminio anodizado
| SN | Sal | Cor |
| 1 | Nitrato de chumbo | Amarelo |
| 2 | Acetato con dicromato de potasio | Amarelo |
| 3 | Acetato con permanganato de potasio | vermello |
| 4 | Sulfato de cobre con sulfuro de amonio. | Verde |
| 5 | Sulfato férrico con ferrocianuro de potasio | Azul |
| 6 | Acetato de cobalto con sulfuro de amonio | Negro |
Colorante de tintura
Outro método para colorear a parte de aluminio anodizado é o colorante.Este proceso consiste simplemente en mergullar os compoñentes a colorear no tanque que contén a solución de colorante.A intensidade da cor neste enfoque depende de diferentes variables, como a concentración de colorante, o tempo de tratamento e a temperatura.
Especificacións para a cor da tintura:
| Material para tanque de troquel | aceiro inoxidable, plástico ou fibra de vidro
|
| Rango de temperatura | 140 a 1600F |
| Configuración adicional | Axitación do aire para evitar a contaminación do depósito de colorante |
Consellos para a cor perfecta do tinte
· A limpeza das pezas de aluminio anodizado é fundamental porque os ácidos persistentes na superficie poden interferir co proceso de morte.Nalgunhas situacións, a presenza de ácidos impide que o aluminio se tinga.Entón, antes de comezar o baño de tintura, use bicarbonato de sodio para desorber.
· Os pasos de anodizado e baño de tintura deben completarse simultáneamente, colocándose as pezas no tanque tinguido en canto se saquen do tanque de anodizado.
· Ademais, manteña calquera ácido ou outra contaminación lonxe do tanque de colorante.
Coloración integral
Os procesos de cor integrais combinan dous enfoques diferentes.En primeiro lugar, os compoñentes de aluminio son anodizados e os compoñentes anodizados están coloreados coas aliaxes.Polo tanto, a función dunha aliaxe específica neste proceso é como se desenvolve a cor.Segundo a composición das pezas de aluminio e as condicións de funcionamento, a gama de cores pode variar desde un bronce dourado ata un bronce profundo ata o negro.
Coloración de interferencia
Este enfoque implica a ampliación da estrutura dos poros e a deposición de metal apropiado en función das cores necesarias na superficie para obter a superficie coloreada.Como se tiveses unha cor gris azulada se depositases un níquel.Fundamentalmente, as cores de interferencia prodúcense cando a luz golpea as superficies de aluminio anodizado e se refracta, reflicte ou absorbe.
Selado-Proceso
Proceso de selado
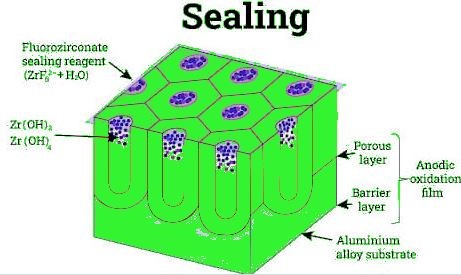
O obxectivo principal do proceso de selado é evitar que as moléculas non desexadas se absorban nos poros.Porque os lubricantes ou outras moléculas non desexadas son ás veces retidas nos poros, contribuíndo finalmente á corrosión superficial.Algúns materiais de selado comúns son o acetato de níquel, o dicromato de potasio e a auga fervendo.
1. Método da auga quente
Normalmente úsase aceiro inoxidable ou outro material inerte para facer o tanque de selado.Os compoñentes de aluminio de cores mergúllanse primeiro en auga quente (200 0F), onde se forma o monohidrato de aluminio na superficie, xunto co correspondente aumento de volume.Como resultado, as moléculas indesexables son eliminadas do poro.
2. Método de fluoruro de níquel
Este procedemento suaviza os compoñentes de aluminio anodizado.Neste método, introdúcese níquel fluorado no aluminio anodizado.O ión fluoruro agora vai aos poros, onde o ión níquel precipita na superficie e forma hidróxido de níquel ao combinarse coas moléculas de auga, o que finalmente bloquea os poros.
3. Método do dicromato de potasio
Esta técnica usa unha solución de dicromato de potasio (5 % p/V) para selar compoñentes de aluminio anodizado.En primeiro lugar, os compoñentes son mergullados durante uns 15 minutos nun tanque que contén unha solución fervendo de dicromato de potasio.A continuación, a superficie das pezas absorbe os ións cromato e o revestimento prodúcese cando estes ións se hidratan.A pesar de ser menos resistente ás manchas que outros métodos de selado, este revestimento aínda ofrece un enfoque sinxelo para o selado.
Correspondencia de cores
A cor correspondente pode ser diferente segundo os distintos lotes;con todo, Se segue o proceso exacto de cor para pezas de aluminio anodizado.Debido a isto, o proceso e outros elementos como o grao de aluminio utilizado, o tipo de acabado, a concentración das matrices e a estrutura cristalina da superficie deben ser case idénticos nos lotes para obter a cor correspondente.
Conclusión
Despois de revisar o anodizado e a cor das pezas de aluminio, está claro que o mellor beneficio do anodizado de aluminio é a capacidade de implantar diferentes cores na superficie, o que non só mellora as propiedades mecánicas e a beleza estética, senón que tamén responde á demanda do mercado.Ademais, o método de electrocoloración é o mellor dos catro enfoques para colorear porque deposita a cor electroquímicamente e permite crear unha ampla gama de cores simplemente escollendo a solución salina adecuada.
Sen dúbida, o proceso de anodización do aluminio é bastante complexo porque implica unha gran cantidade de química, ciencia dos materiais e fabricación de enxeñaría.Non obstante, non haberá ningunha confusión se selecciona o nososervizo de anodizado. A nosa ciencia dos materiais e enxeñaría mecánicaos expertos facilitaranche o anodizado de aluminio do máis alto calibre, e poderás escoller a cor que mellor se adapte ao teu proxecto.
Preguntas frecuentes
Cal é o proceso de anodización do aluminio?
A anodización de aluminio é un proceso electroquímico que desenvolve capas resistentes á corrosión e aos arañazos no exterior das pezas metálicas, ofrecendo un excelente acabado en varias cores.
Que cores se poden implantar na superficie das pezas de aluminio anodizado?
Non hai unha resposta exacta, pero case todas as cores pódense aplicar á superficie co enfoque anodizado.
Cales son os métodos típicos para colorear compoñentes de aluminio anodizado?
Os métodos máis populares son a cor electro, a cor de colorante, a cor de interferencia e a cor integral.
A cor da superficie anodizada desaparece co paso do tempo?
Non, é moi duradeiro.Non obstante, non se apaga nun ambiente típico ata que se aplica un lavado ácido á superficie.
Hora de publicación: 04-Xul-2022