Anodigitaj Aluminiaj Koloroj: Ĉio, kion Vi Devas Scii
Lasta ĝisdatigo:09/02, tempo por legi: 7min

Anodigitaj aluminiaj partoj kun diversaj koloroj
Pro ilia malpeza kaj alta forto,aluminio kaj ĝiaj diversaj klasoj de alojojestas ofte uzataj konstrumaterialoj en diversaj industrioj, inkluzive de medicina, aŭtomobila kaj aerospaca.Ne gravas, kiu produktada procezo estas uzata por fari ĉi tiujn partojn.Surfaca finaĵoestas esenca plibonigi la mekanikajn trajtojn kaj estetikan belecon de ĉi tiuj partoj.
Ĉar la larĝa gamo de koloroj povas esti kovrita sur la surfaco peranodigado, ĝi estas la plej populara surfaca finita metodo uzata en tutmonda fabrikado.Aluminiaj partoj estas faritaj por esti daŭraj kaj bonegaj rezistantoj al severa media malkovro, danke al la anodiza koloro.Aldone, la kapablo rezisti abrazion povas esti atingita per anodiza koloro.Ĉi tiu artikolo superrigardosla Aluminia anodiza procezo, diversaj koloraj aliroj, kolora kongruo kaj rilataj procezoj.
Aluminia Anodiza Procezo
Purigado de la fabrikitaj partoj estas la unua paŝo en anodigado de aluminio, kaj surgravura alkala estas la plej bona puriĝa agento por la laboro.Ĉiuj malpezaj oleoj kaj aliaj substancoj, kiuj povus malhelpi la anodigan procezon, estas forigitaj dum ĉi tiu purigada procezo.Alkala akvaforto devas esti farita post purigado por forigi iujn ajn ceterajn naturajn oksidojn de la surfaco.La plej bona elekto por ĝi estas natriaj hidroksidoj.
La sekva paŝo estas forpeli Purigitajn kaj gravuritajn aluminiajn partojn en nitracidan solvon por glatigi la surfacon kaj prepari ĝin por anodigado.
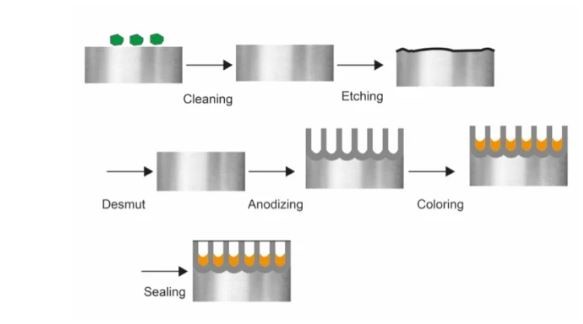
Diversaj stadioj por aluminia anodigita kolorigo
Fine, Aluminiaj komponantoj estas trempitaj en elektrolito de sulfata acido por anodigado.La Katodo situas ekster la elektrolittanko.La aluminiaj komponantoj, kiuj devas esti kovritaj, funkcias kiel la anodo.Tiam elektra kurento estas aplikata al la elektrodo ("+" terminalo al la anodo kaj "-" terminalo al Katodo).Nun, la elektra kurento moviĝas tra la elektroliza solvaĵo kaj liberigas la oksidajn jonojn, kiuj iras al la aluminia substrato por formi la integran oksidan tavolon sur la surfaco.
Koloroj sur Aluminiaj Anodigitaj Partoj
Ĝenerale, anodigitaj aluminiaj partoj estas kolorigitaj per la sekvaj kvar metodoj: interferkolorigo, tinkturfarbokolorigo, elektrokolorigo kaj integra kolorigo.Ni rigardu pli proksime al ĉiu el ili nun.
Elektrokolorigo
Diversaj koloroj estas facile atingeblaj en anodigitaj aluminiaj partoj surfaco kun laelektroliza kolorigo.Elektroliza kolorigo uzas malsamajn metalajn salojn kiel la kolorigilojn, kie la metalaj jonoj de la uzita salo estas deponitaj en la porojn de anodigitaj aluminiaj partoj.Tial, la koloro dependas de la metalo uzita en la salsolvo.
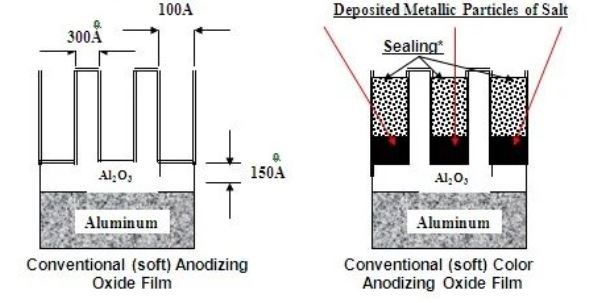
Elektrokoloriga procezo
Kiel parto de la elektroliza procezo, la anodigita surfaco estas mergita en koncentritaj solvaĵoj de metalaj saloj ĝis sufiĉe da pigmento estas precipitita por krei la deziratan koloron.Do, la koloro dependas de la metalo uzata en la salo, kaj la intenseco de la kolorigo dependas de la tempo de kuracado (30 sekundoj ĝis 20 minutoj).
Kelkaj komunaj metalaj saloj kaj koloroj uzataj en anodigita aluminiokolorigo
| SN | Salo | Koloro |
| 1 | Plumbonitrato | Flava |
| 2 | Acetato kun kalia dikromato | Flava |
| 3 | Acetato kun kalia permanganato | Ruĝa |
| 4 | Kupra sulfato kun amonia sulfido. | Verda |
| 5 | Fera sulfato kun kalia Fero-cianido | Blua |
| 6 | Kobaltacetato kun amonia sulfido | Nigra |
Tinktura kolorigo
Alia aliro por kolorigi la anodigitan aluminian parton estas tinkturfarbokolorigo.Tiu procezo implikas simple trempi la komponantojn por esti kolorigitaj en la tankon enhavanta la tinkturfarbsolvon.La intenseco de koloro en tiu aliro dependas de la malsamaj variabloj kiel ekzemple la tinkturfarbkoncentriĝo, traktadotempo, kaj temperaturo.
Specifoj por tinkturfarbokolorigo:
| Materialo por ĵetkubo | neoksidebla ŝtalo, plasto aŭ vitrofibro
|
| Temperaturintervalo | 140 ĝis 1600F |
| Plia aranĝo | Aera agitado por malhelpi la poluadon de la tinkturfarba tanko |
Konsiloj por perfekta tinktura kolorigo
· Purigado de anodigitaj aluminiaj partoj estas decida ĉar longedaŭraj acidoj sur la surfaco povas malhelpi la mortoprocezon.En iuj situacioj, la ĉeesto de acidoj malhelpas la tinkturfaradon de aluminio.Do, antaŭ ol komenci la tinkturbanon, uzu natrian bikarbonaton por malsorbi.
· La paŝoj de anodigado kaj tinkturfarba banado devas esti kompletigitaj samtempe, kun la partoj metitaj en la tinkturfarban tankon tuj kiam ili estas forigitaj de la anodiza tanko.
· Aldone, konservu ajnan acidon aŭ alian poluadon for de la tinkturujo.
Integra kolorigo
Integraj kolorprocezoj kombinas du malsamajn alirojn.Unue, aluminiaj komponentoj estas anodigitaj, kaj la anodigitaj komponentoj estas kolorigitaj kun la alojoj.Tial, la funkcio de specifa alojo en ĉi tiu procezo estas kiel koloro estas evoluigita.Surbaze de la konsisto de la aluminiaj partoj kaj la funkciaj kondiĉoj, la kolora gamo povas varii de ora bronzo tra profunda bronzo ĝis nigra.
Interferkolorigo
Tiu aliro implikas la pligrandigon de porstrukturo kaj atestaĵo de konvena metalo bazita sur postulataj koloroj sur la surfaco por akiri la koloran surfacon.Kiel vi ricevus blu-grizan koloron se vi deponus nikelon.Fundamente, interferkoloroj estas produktitaj kiam lumo frapas anodigitajn aluminiajn surfacojn kaj estas refraktita, reflektita aŭ absorbita.
Sigelo-Procezo
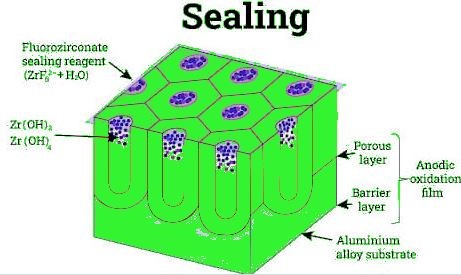
Sigela procezo
La ĉefa celo de la sigela procezo estas malhelpi nedeziratajn molekulojn absorbi en la porojn.Ĉar lubrikaĵoj aŭ aliaj nebonvenaj molekuloj foje estas retenitaj en la poroj, poste kontribuante al surfackorodo.Kelkaj oftaj sigelmaterialoj estas nikelacetato, kaliodikromato, kaj bolanta akvo.
1. Metodo de varma akvo
Neoksidebla ŝtalo aŭ alia inerta materialo estas kutime uzata por fari la sigelan tankon.La koloraj aluminio-komponentoj unue estas subakvigitaj en varma akvo (200 0F), kie la aluminio monohidrato formiĝas sur la surfaco, kune kun responda pliiĝo en volumeno.Kiel rezulto, nedezirindaj molekuloj estas eliminitaj de la poro.
2. Metodo de Nikela Fluorido
Ĉi tiu proceduro moligas anodigitajn aluminiajn komponantojn.En ĉi tiu metodo, fluorita nikelo estas enkondukita en anodigita aluminio.Fluoridjono nun iras al la poroj, kie la nikeljono precipitas sur la surfaco kaj formas nikelhidroksidon per kombinado kun akvomolekuloj, finfine blokante la porojn.
3. Kalia Dikromata metodo
Ĉi tiu tekniko uzas solvaĵon de kaliodikromato (5 % w/V) por sigeli anodigitajn aluminiajn komponentojn.Unue, la komponantoj estas mergitaj dum ĉirkaŭ 15 minutoj en tanko enhavanta bolantan solvaĵon de kalia dikromato.Poste, la surfaco de la partoj sorbas la kromatajn jonojn, kaj tegaĵo okazas kiam ĉi tiuj jonoj hidratiĝas.Malgraŭ esti malpli makul-rezistema ol aliaj sigeligaj metodoj, ĉi tiu tegaĵo ankoraŭ ofertas simplan aliron al sigelado.
Koloro-Kongruo
La kongrua koloro povus esti malsama laŭ la diversaj aroj;tamen, Se vi sekvas la ĝustan procezon de kolorigo por anodigitaj aluminiaj partoj.Pro tio, la procezo kaj aliaj elementoj kiel la grado de aluminio uzata, la speco de finpoluro, la koncentriĝo de la ĵetkuboj kaj la kristala strukturo de la surfaco devus esti preskaŭ identaj trans aroj por akiri la kongruan koloron.
Konkludo
Post revizio de la anodizado kaj kolorigo de aluminiaj partoj, estas klare, ke la plej bona avantaĝo de aluminia anodizado estas la kapablo enplanti malsamajn kolorojn sur la surfaco, kiu ne nur plibonigas mekanikajn proprietojn kaj estetikan belecon, sed ankaŭ plenumas merkatan postulon.Krome, la elektro-koloriga metodo estas la plej bona el la kvar aliroj al kolorigo ĉar ĝi deponas koloron elektrokemie kaj permesas krei larĝan gamon de koloroj simple elektante la taŭgan salsolvon.
Sendube, la aluminia anodiza procezo estas sufiĉe kompleksa ĉar ĝi implikas multe da kemio, materiala scienco kaj inĝenieristiko-fabrikado.Tamen, ne estos konfuzo se vi elektas niananodiza servo. Nia materiala scienco kaj mekanika inĝenieradospertuloj provizos al vi aluminian anodigon de la plej alta kalibro, kaj vi povas elekti la koloron, kiu plej taŭgas por via projekto.
Oftaj Demandoj
Kio estas la aluminia anodiza procezo?
Aluminia anodizado estas elektrokemia procezo, kiu disvolvas korod- kaj gratvundetajn tavolojn sur la ekstero de metalaj partoj, ofertante bonegan finpoluron en diversaj koloroj.
Kiuj koloroj povas esti enplantitaj sur la surfaco de anodigitaj aluminiaj partoj?
Ne ekzistas preciza respondo, sed preskaŭ ĉiuj koloroj povas esti aplikataj al la surfaco kun la anodiza aliro.
Kio estas la tipaj metodoj por kolorigi anodigitajn aluminiajn komponantojn?
Elektrokolorigo, tinkturfarbokolorigo, interferkolorigo, kaj Integra kolorigo estas la plej popularaj metodoj.
Ĉu la koloro sur anodiza surfaco paliĝas kun la tempo?
Ne, ĝi estas tre daŭra.Tamen, ĝi ne malŝaltas en tipa medio ĝis acida lavado estas aplikata al la surfaco.
Afiŝtempo: Jul-04-2022