Cores de alumínio anodizado: tudo o que você precisa saber
Última atualização: 09/02, tempo de leitura: 7 minutos

Peças em alumínio anodizado com várias cores
Devido à sua leveza e alta resistência,alumínio e seus vários tipos de ligassão materiais de construção frequentemente usados em várias indústrias, incluindo médica, automotiva e aeroespacial.Não importa qual processo de fabricação é usado para fazer essas peças.Acabamento da superfícieé essencial para realçar as propriedades mecânicas e a beleza estética destas peças.
Porque a ampla gama de cores pode ser revestida na superfície poranodização, é o método de acabamento de superfície mais popular usado na fabricação global.As peças de alumínio são feitas para serem duráveis e excelentes resistentes à exposição ambiental severa, graças à cor de anodização.Além disso, a capacidade de resistir à abrasão pode ser obtida pela anodização da cor.Este artigo fará uma visão geralo processo de anodização de alumínio, várias abordagens de coloração, combinação de cores e processos relacionados.
Processo de Anodização de Alumínio
A limpeza das peças fabricadas é o primeiro passo na anodização do alumínio, e a gravação alcalina é o melhor agente de limpeza para o trabalho.Todos os óleos leves e outras substâncias que possam dificultar o processo de anodização são removidos durante este processo de limpeza.A corrosão alcalina deve ser realizada após a limpeza para eliminar quaisquer óxidos naturais remanescentes da superfície.A melhor opção para isso são os hidróxidos de sódio.
O próximo passo é expelir as peças de alumínio limpas e gravadas em uma solução de ácido nítrico para tornar a superfície lisa e prepará-la para a anodização.
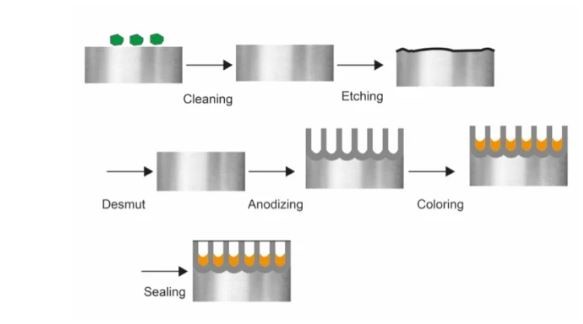
Vários estágios para coloração anodizada de alumínio
Finalmente, os componentes de alumínio são mergulhados em um eletrólito de ácido sulfúrico para anodização.O cátodo está localizado fora do tanque de eletrólito.Os componentes de alumínio que precisam ser revestidos servem como ânodo.Em seguida, uma corrente elétrica é aplicada ao eletrodo (terminal “+” para o ânodo e terminal “-” para o cátodo).Agora, a corrente elétrica se move através da solução eletrolítica e libera os íons de óxido, que vão para o substrato de alumínio para formar a camada de óxido integrada na superfície.
Cores em Peças Anodizadas de Alumínio
Geralmente, as peças de alumínio anodizado são coloridas usando os quatro métodos a seguir: coloração de interferência, coloração de corante, coloração elétrica e coloração integral.Vamos dar uma olhada em cada um deles agora.
Coloração elétrica
Várias cores são facilmente alcançáveis na superfície das peças de alumínio anodizado com ocoloração eletrolítica.A coloração eletrolítica utiliza diferentes sais metálicos como agente corante, onde os íons metálicos do sal utilizado se depositam nos poros das peças de alumínio anodizado.Portanto, a cor depende do metal usado na solução salina.
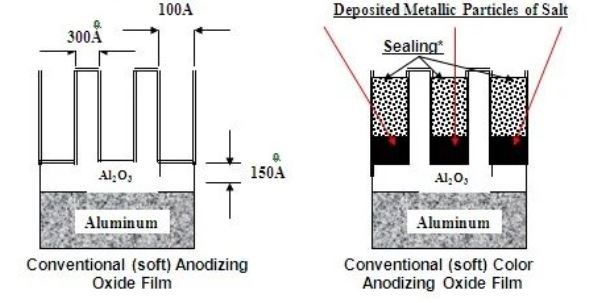
Processo de coloração eletro
Como parte do processo de eletrólise, a superfície anodizada é submersa em soluções concentradas de sais metálicos até que seja precipitado pigmento suficiente para criar a cor desejada.Assim, a cor depende do metal utilizado no sal, e a intensidade da coloração depende do tempo de tratamento (30 segundos a 20 minutos).
Alguns sais metálicos comuns e cores usadas na coloração de alumínio anodizado
| SN | Sal | Cor |
| 1 | nitrato de chumbo | Amarelo |
| 2 | Acetato com dicromato de potássio | Amarelo |
| 3 | Acetato com permanganato de potássio | Vermelho |
| 4 | Sulfato de cobre com sulfeto de amônio. | Verde |
| 5 | Sulfato férrico com ferrocianeto de potássio | Azul |
| 6 | Acetato de cobalto com sulfeto de amônio | Preto |
Corante
Outra abordagem para colorir a peça de alumínio anodizado é a coloração com tinta.Este processo envolve simplesmente mergulhar os componentes a serem coloridos no tanque que contém a solução de corante.A intensidade da cor nesta abordagem depende de diferentes variáveis, como concentração de corante, tempo de tratamento e temperatura.
Especificações para coloração de corante:
| Material para tanque de matriz | aço inoxidável, plástico ou fibra de vidro
|
| Faixa de temperatura | 140 a 1600F |
| Configuração adicional | Agitação do ar para evitar a contaminação do tanque de corante |
Dicas para uma coloração perfeita
· A limpeza de peças de alumínio anodizado é crucial porque os ácidos remanescentes na superfície podem interferir no processo de tingimento.Em algumas situações, a presença de ácidos impede o tingimento do alumínio.Então, antes de iniciar o banho de tintura, use bicarbonato de sódio para dessorver.
· As etapas de anodização e banho de tingimento devem ser realizadas simultaneamente, sendo as peças colocadas no tanque de tingimento assim que forem retiradas do tanque de anodização.
· Além disso, mantenha qualquer ácido ou outra contaminação longe do tanque de tinta.
coloração integral
Os processos de coloração integral combinam duas abordagens diferentes.Primeiro, os componentes de alumínio são anodizados e os componentes anodizados são coloridos com as ligas.Portanto, a função de uma liga específica nesse processo é como a cor é desenvolvida.Com base na composição das peças de alumínio e nas condições de operação, a gama de cores pode variar de bronze dourado a bronze profundo e preto.
Coloração de interferência
Essa abordagem envolve o alargamento da estrutura dos poros e a deposição de metal apropriado com base nas cores necessárias na superfície para obter a superfície colorida.Como você obteria uma cor cinza-azulada se depositasse um níquel.Fundamentalmente, as cores de interferência são produzidas quando a luz atinge superfícies de alumínio anodizado e é refratada, refletida ou absorvida.
Processo de vedação
Processo de vedação
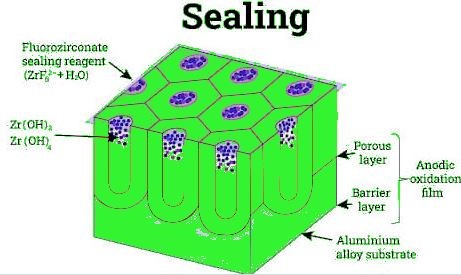
O principal objetivo do processo de vedação é impedir que moléculas indesejadas sejam absorvidas pelos poros.Porque lubrificantes ou outras moléculas indesejadas às vezes são retidas nos poros, eventualmente contribuindo para a corrosão da superfície.Alguns materiais de vedação comuns são acetato de níquel, dicromato de potássio e água fervente.
1. Método de água quente
Aço inoxidável ou outro material inerte é geralmente usado para fazer o tanque de vedação.Os componentes de alumínio coloridos são primeiro submersos em água quente (200 0F), onde o monohidrato de alumínio se forma na superfície, juntamente com um aumento correspondente de volume.Como resultado, moléculas indesejáveis são eliminadas do poro.
2. Método de Fluoreto de Níquel
Este procedimento amacia os componentes de alumínio anodizado.Neste método, o flúor níquel é introduzido no alumínio anodizado.O íon flúor agora vai para os poros, onde o íon níquel precipita na superfície e forma o hidróxido de níquel combinando-se com as moléculas de água, bloqueando os poros.
3. Método do Dicromato de Potássio
Esta técnica usa uma solução de dicromato de potássio (5% w/V) para selar componentes de alumínio anodizado.Primeiro, os componentes são imersos por cerca de 15 minutos em um tanque contendo uma solução fervente de dicromato de potássio.Em seguida, a superfície das peças absorve os íons cromato, e o revestimento ocorre quando esses íons ficam hidratados.Apesar de ser menos resistente a manchas do que outros métodos de vedação, esse revestimento ainda oferece uma abordagem direta para a vedação.
Combinação de cores
A cor correspondente pode ser diferente de acordo com os vários lotes;no entanto, se você seguir o processo exato de coloração para peças de alumínio anodizado.Por causa disso, o processo e outros elementos como o grau de alumínio usado, o tipo de acabamento, a concentração das matrizes e a estrutura cristalina da superfície devem ser quase idênticos entre os lotes para obter a cor correspondente.
Conclusão
Depois de revisar a anodização e a coloração das peças de alumínio, fica claro que o melhor benefício da anodização do alumínio é a capacidade de implantar diferentes cores na superfície, o que não apenas aprimora as propriedades mecânicas e a beleza estética, mas também atende à demanda do mercado.Além disso, o método de eletrocoloração é a melhor das quatro abordagens de coloração porque deposita a cor eletroquimicamente e permite criar uma ampla gama de cores simplesmente escolhendo a solução salina adequada.
Sem dúvida, o processo de anodização do alumínio é bastante complexo porque envolve muita química, ciência dos materiais e fabricação de engenharia.No entanto, não haverá confusão se você selecionar nossoserviço de anodização. Nossa ciência de materiais e engenharia mecânicaespecialistas irão fornecer-lhe anodização de alumínio do mais alto calibre, e você pode escolher a cor que melhor se adapta ao seu projeto.
perguntas frequentes
O que é o processo de anodização do alumínio?
A anodização do alumínio é um processo eletroquímico que desenvolve camadas resistentes à corrosão e a riscos na parte externa das peças metálicas, oferecendo excelente acabamento em diversas cores.
Quais cores podem ser implantadas na superfície das peças de alumínio anodizado?
Não há uma resposta exata, mas quase todas as cores podem ser aplicadas à superfície com a abordagem de anodização.
Quais são os métodos típicos para colorir componentes de alumínio anodizado?
Coloração elétrica, coloração de corante, coloração de interferência e coloração integral são os métodos mais populares.
A cor na superfície de anodização desbota com o tempo?
Não, é muito resistente.No entanto, ele não desliga em um ambiente típico até que uma lavagem ácida seja aplicada à superfície.
Horário da postagem: 04 de julho de 2022