انوډیز شوي المونیم رنګونه: هرڅه چې تاسو ورته اړتیا لرئ پوه شئ
وروستی تازه: 09/02، د لوستلو وخت: 7 دقیقې

د مختلف رنګونو سره انوډیز شوي المونیم برخې
د دوی د سپک وزن او لوړ ځواک له امله ،المونیم او د هغې مختلف درجې الیاژپه مکرر ډول په بیلابیلو صنعتونو کې د ساختماني توکو کارول کیږي ، پشمول طبي ، موټرو او فضا.دا مهمه نده چې د دې برخو جوړولو لپاره کوم تولیدي پروسه کارول کیږي.د سطحې بشپړولد دې برخو میخانیکي ملکیتونو او جمالیاتی ښکلا ته وده ورکولو لپاره اړین دی.
ځکه چې د رنګونو پراخه لړۍ په سطحه پوښل کیدی شيanodizing، دا د سطحې بشپړولو خورا مشهور میتود دی چې په نړیوال تولید کې کارول کیږي.د ایلومینیم برخې د انوډیز کولو رنګ څخه مننه ، د سخت چاپیریال افشا کیدو لپاره دوامداره او عالي مقاومت کونکي جوړ شوي.برسېره پردې، د خړوبولو په وړاندې د مقاومت وړتیا د انود کولو رنګ سره ترلاسه کیدی شي.دا مقاله به بیا کتنه وکړيد المونیم انوډیز کولو پروسه ، د رنګ کولو مختلف طریقې ، د رنګ میچ کول ، او اړوند پروسې.
د المونیم Anodizing پروسه
د جوړو شویو برخو پاکول د المونیم د انودیز کولو لومړی ګام دی، او پر نقاشي الکلین د دندې لپاره د پاکولو غوره اجنټ دی.ټول سپک غوړي او نور توکي چې د انډول کولو پروسې مخه نیسي د دې پاکولو پروسې په جریان کې لرې کیږي.د الکلین اینچنګ باید د پاکولو وروسته ترسره شي ترڅو له سطحې څخه پاتې طبیعي آکسایډونه له مینځه ویسي.د دې لپاره غوره انتخاب سوډیم هایدروکسایډ دی.
بل ګام دا دی چې د نایټریک اسید محلول کې د پاک شوي او نقاشي شوي المونیم برخې ایستل شي ترڅو سطح نرمه کړي او د انوډیز کولو لپاره یې چمتو کړي.
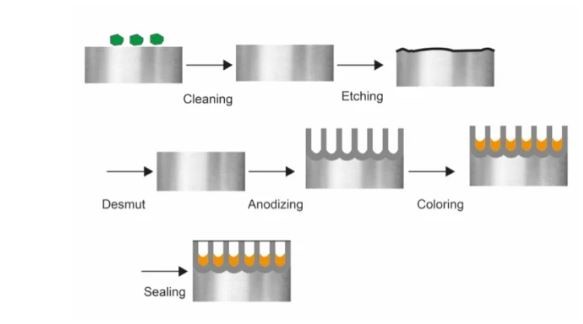
د المونیم anodized رنګ کولو لپاره مختلف مرحلې
په نهایت کې ، د المونیم اجزا د انوډیز کولو لپاره د سلفوریک اسید په الکترولیټ کې ډوب شوي.کیتوډ د الکترولیت ټانک څخه بهر موقعیت لري.د المونیم اجزا چې لیپت ته اړتیا لري د انود په توګه کار کوي.بیا یو بریښنایی جریان په الکترود باندې تطبیق کیږي (انود ته "+" ترمینل او کیتوډ ته "-" ترمینل).اوس، برقی جریان د الکترولیټیک محلول له لارې حرکت کوي او اکساید ایونونه خپروي، کوم چې د المونیم سبسټریټ ته ځي ترڅو په سطحه د اکساید اکساید پرت جوړ کړي.
رنګونه په المونیم anodized برخو
عموما، د انود شوي المونیم برخې د لاندې څلورو میتودونو په کارولو سره رنګ کیږي: د مداخلې رنګ کول، رنګ رنګ کول، الکتر رنګ کول، او بشپړ رنګ کول.راځئ چې اوس هر یو ته نږدې وګورو.
برقی رنګ ورکول
مختلف رنګونه په اسانۍ سره د انوډیز المونیم برخې سطحې سره د لاسته راوړلو وړ ديالکترولیټیک رنګ ورکول.الیکټرولیټیک رنګ کول مختلف فلزي مالګې د رنګینو اجنټ په توګه کاروي ، چیرې چې د کارول شوي مالګې فلزي آیونونه د انود شوي المونیم برخو سوري کې زیرمه کیږي.له همدې امله، رنګ د مالګې په محلول کې کارول شوي فلز پورې اړه لري.
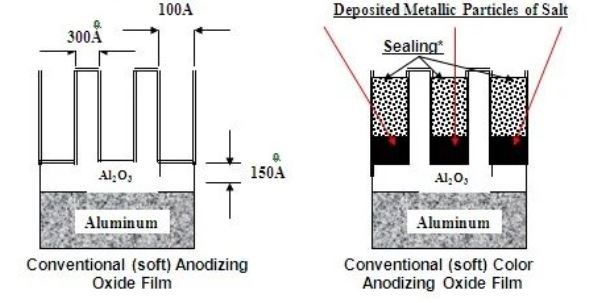
د برقی رنګ کولو پروسه
د الیکټرولیسز پروسې د یوې برخې په توګه، انود شوی سطح د فلزي مالګو په متمرکز محلولونو کې ډوبیږي تر هغه چې کافي رنګ د مطلوب رنګ رامینځته کولو لپاره چمتو نشي.نو، رنګ په مالګه کې کارول شوي فلز پورې اړه لري، او د رنګ کولو شدت د درملنې په وخت پورې اړه لري (د 30 ثانیو څخه تر 20 دقیقو پورې).
ځینې عام فلزي مالګې او رنګونه چې په انودیز شوي المونیم رنګ کې کارول کیږي
| SN | مالګه | رنګ |
| 1 | لیډ نایټریټ | ژیړ |
| 2 | د پوټاشیم ډیکرومیټ سره Acetate | ژیړ |
| 3 | Acetate د پوتاشیم permanganate سره | سور |
| 4 | د مسو سلفیټ د امونیم سلفایډ سره. | شین |
| 5 | فیریک سلفیټ د پوتاشیم فیرو سیانایډ سره | آبي |
| 6 | کوبالټ اسټیټ د امونیم سلفایډ سره | تور |
د رنګ رنګ کول
د انوډیز شوي المونیم برخې رنګ کولو لپاره بله لاره د رنګ رنګ کول دي.پدې پروسه کې په ساده ډول هغه برخې ډوبول شامل دي چې په ټانک کې رنګ شوي وي چې د رنګ محلول لري.په دې طریقه کې د رنګ شدت په مختلفو متغیرونو پورې اړه لري لکه د رنګ غلظت، د درملنې وخت، او د حرارت درجه.
د رنګ کولو لپاره مشخصات:
| د مړو ټانک لپاره مواد | سټینلیس فولاد ، پلاستیک یا فایبر ګلاس
|
| دحرارت درجه | له 140 څخه تر 160 پورې0F |
| اضافي ترتیب | د رنګ ټانک د ککړتیا مخنیوي لپاره د هوا حرکت |
د بشپړ رنګ رنګ کولو لپاره لارښوونې
· د انوډیز شوي المونیم برخې پاکول خورا مهم دي ځکه چې په سطحه اوږده تیزابونه کولی شي د مړینې پروسې سره مداخله وکړي.په ځینو حالتونو کې، د اسیدونو شتون د المونیم رنګ کولو مخه نیسي.نو، مخکې له دې چې د رنګ حمام پیل کړئ، د سوډیم بای کاربونیټ د جذبولو لپاره وکاروئ.
· د انوډیز کولو او رنګ حمام کولو مرحلې باید په ورته وخت کې بشپړې شي، د انوډیز کولو ټانک څخه د ایستلو په وخت کې پرزې د رنګ شوي ټانک کې کیښودل شي.
· سربیره پردې، هر ډول تیزاب یا نور ککړتیا د رنګ ټانک څخه لرې وساتئ.
بشپړ رنګ ورکول
د بشپړ رنګ کولو پروسې دوه مختلف طریقې سره یوځای کوي.لومړی، د المونیم اجزا anodized دي، او anodized اجزا د الیاژ سره رنګ شوي دي.له همدې امله، په دې پروسه کې د ځانګړي الیاژ دنده دا ده چې رنګ څنګه وده کوي.د المونیم برخو ترکیب او د عملیاتي شرایطو پراساس ، د رنګ لړۍ ممکن د طلایی برونزو څخه د ژور برونز له لارې تر تور پورې وي.
مداخله رنګ کول
په دې طریقه کې د سوري جوړښت پراخول او په سطح باندې د اړین رنګونو پراساس د مناسب فلز ذخیره کول شامل دي ترڅو رنګ شوي سطح ترلاسه کړي.لکه څنګه چې تاسو به یو نیلي خړ رنګ ترلاسه کړئ که تاسو نکل جمع کړئ.په بنسټیز ډول، د مداخلې رنګونه تولید کیږي کله چې رڼا د انود شوي المونیم سطحو سره ټکر کوي او انعکاس، انعکاس، یا جذب کیږي.
د مهر کولو پروسه
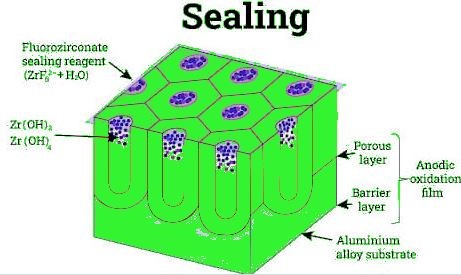
د مهر کولو پروسه
د سیل کولو پروسې اصلي هدف دا دی چې ناغوښتل مالیکولونه په سوري کې د جذب مخه ونیسي.ځکه چې غوړ یا نور ناغوښتل مالیکولونه کله ناکله په سوري کې ساتل کیږي، په نهایت کې د سطحي زنګون سره مرسته کوي.د سیل کولو ځینې عام توکي د نکل ایسټیټ، پوتاشیم ډیکرومیټ، او جوش اوبه دي.
1. د ګرمو اوبو طریقه
سټینلیس سټیل یا بل غیر فعال مواد معمولا د سیل کولو ټانک جوړولو لپاره کارول کیږي.رنګ شوي المونیم اجزا په لومړي ځل په ګرمو اوبو (200 0F) کې ډوب شوي، چیرې چې د المونیم مونو هایدریټ په سطحه جوړیږي، د حجم د ورته زیاتوالي سره.د پایلې په توګه، ناغوښتل مالیکولونه له سوري څخه له مینځه وړل کیږي.
2. د نکل فلورایډ طریقه
دا کړنلاره د انوډیز شوي المونیم اجزا نرموي.په دې طریقه کې، فلورایډ نکل د انوډیز شوي المونیم ته معرفي کیږي.فلورایډ آئن اوس سوري ته ځي، چیرې چې د نکل آئن په سطحه تیریږي او د اوبو د مالیکولونو سره یوځای کولو سره نکل هایدروکسایډ جوړوي، په پای کې سوري بندوي.
3. د پوتاشیم ډیکرومیټ طریقه
دا تخنیک د پوټاشیم ډیکرومیټ (5٪ w/V) محلول کاروي ترڅو د انود شوي المونیم اجزاو مهر کړي.لومړی، اجزا د شاوخوا 15 دقیقو لپاره په ټانک کې ډوب شوي چې د پوتاشیم ډیکرومیټ جوش شوي محلول لري.بیا، د برخو سطحه د کرومات ایونونه جذبوي، او پوښل کیږي کله چې دا ایونونه هایډریټ شي.سره له دې چې د نورو سیلینټ میتودونو په پرتله لږ داغ مقاومت لري، دا کوټ لاهم د سیل کولو لپاره مستقیم چلند وړاندې کوي.
د رنګ سره سمون خوري
د سمون رنګ د مختلف بیچ سره سم توپیر کیدی شي؛په هرصورت، که تاسو د انوډیز شوي المونیم برخو لپاره د رنګ کولو سمه پروسه تعقیب کړئ.د دې له امله، پروسه او نور عناصر لکه د کارول شوي المونیم درجې، د پای ډول، د مړو غلظت، او د سطحې کرسټال جوړښت باید په ټول بستونو کې نږدې ورته وي ترڅو د سمون رنګ ترلاسه کړي.
پایله
د المونیم پرزو د انوډیز کولو او رنګ کولو بیاکتنې وروسته ، دا روښانه ده چې د المونیم انوډیز کولو غوره ګټه په سطح کې د مختلف رنګونو پلي کولو وړتیا ده ، کوم چې نه یوازې میخانیکي ملکیتونه او جمالیاتي ښکلا زیاتوي بلکه د بازار غوښتنه هم پوره کوي.برسېره پردې، د الکترو رنګ کولو طریقه د رنګ کولو لپاره د څلورو طریقو څخه غوره ده ځکه چې دا رنګ په الکترو کیمیک ډول زیرمه کوي او په ساده ډول د مناسب مالګې محلول غوره کولو سره د رنګونو پراخه لړۍ رامینځته کولو ته اجازه ورکوي.
بې له شکه، د المونیم انوډیز کولو پروسه خورا پیچلې ده ځکه چې پدې کې د کیمیا، مادي ساینس، او انجنیري تولید لویه برخه شامله ده.په هرصورت، هیڅ ډول ګډوډۍ به شتون ونلري که تاسو زموږ غوره کړئanodizing خدمت. زموږ مادي ساینس او میخانیکي انجینريماهرین به تاسو ته د لوړې کچې المونیم انډیز کولو چمتو کړي ، او تاسو کولی شئ هغه رنګ غوره کړئ چې ستاسو پروژې سره مناسب وي.
FAQs
د المونیم anodizing پروسه څه ده؟
د المونیم انوډیزنګ یو بریښنایی کیمیکل پروسه ده چې د فلزي برخو په بهر کې د زنګ او سکریچ مقاومت لرونکي پرتونو رامینځته کوي ، په مختلف رنګونو کې عالي پای وړاندیز کوي.
کوم رنګونه د انوډیز المونیم برخو سطحه کې پلي کیدی شي؟
هیڅ دقیق ځواب شتون نلري، مګر نږدې ټول رنګونه د انډول کولو طریقې سره په سطح باندې پلي کیدی شي.
د انوډیز شوي المونیم اجزاو رنګ کولو لپاره ځانګړي میتودونه کوم دي؟
برقی رنګ کول، د رنګ رنګ کول، مداخله رنګ کول، او انټیګرل رنګینګ خورا مشهور میتودونه دي.
ایا د انوډیز کولو سطح رنګ د وخت په تیریدو سره تیاره کیږي؟
نه، دا خورا دوامدار دی.په هرصورت، دا په عادي چاپیریال کې نه بندیږي تر هغه چې په سطح باندې تیزاب مینځل نه وي.
د پوسټ وخت: جولای 04-2022