Anodowane kolory aluminium: wszystko, co musisz wiedzieć
Ostatnia aktualizacja: 09/02, czas na przeczytanie: 7 min

Części z anodyzowanego aluminium w różnych kolorach
Dzięki swojej lekkości i dużej wytrzymałościaluminium i jego różne gatunki stopówsą często stosowanymi materiałami budowlanymi w różnych branżach, w tym medycznej, motoryzacyjnej i lotniczej.Nie ma znaczenia, jaki proces produkcyjny jest stosowany do wytwarzania tych części.Wykończenie powierzchnijest niezbędna do poprawy właściwości mechanicznych tych części i estetycznego piękna.
Ponieważ szeroka gama kolorów może być pokryta na powierzchni przezanodowanie, jest to najpopularniejsza metoda wykańczania powierzchni stosowana w światowej produkcji.Części aluminiowe są trwałe i doskonale odporne na trudne warunki środowiskowe dzięki anodowanemu kolorowi.Dodatkowo odporność na ścieranie można osiągnąć poprzez anodowanie koloru.Ten artykuł będzie przeglądemproces anodowania aluminium, różne podejścia do barwienia, dopasowywanie kolorów i powiązane procesy.
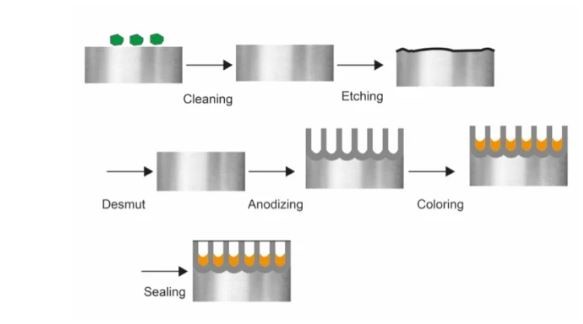
Proces anodowania aluminium
Czyszczenie wyprodukowanych części jest pierwszym krokiem w anodowaniu aluminium, a alkaliczny środek do grawerowania jest najlepszym środkiem czyszczącym do tego zadania.Podczas tego procesu usuwane są wszystkie lekkie oleje i inne substancje, które mogą utrudniać proces anodowania.Po czyszczeniu należy przeprowadzić trawienie alkaliczne, aby usunąć z powierzchni wszelkie pozostałe naturalne tlenki.Najlepszą opcją są wodorotlenki sodu.
Następnym krokiem jest wypłukanie oczyszczonych i wytrawionych części aluminiowych do roztworu kwasu azotowego w celu wygładzenia powierzchni i przygotowania jej do anodowania.
Różne etapy barwienia aluminium anodowanego
Na koniec elementy aluminiowe są zanurzane w elektrolicie kwasu siarkowego w celu anodowania.Katoda znajduje się na zewnątrz zbiornika elektrolitu.Elementy aluminiowe, które mają być pokryte powłoką, służą jako anoda.Następnie do elektrody doprowadzany jest prąd elektryczny (zacisk „+” do anody i zacisk „–” do katody).Teraz prąd elektryczny przepływa przez roztwór elektrolityczny i uwalnia jony tlenkowe, które docierają do aluminiowego podłoża, tworząc zintegrowaną warstwę tlenku na powierzchni.
Kolory na aluminiowych częściach anodowanych
Ogólnie rzecz biorąc, części z anodyzowanego aluminium są barwione przy użyciu następujących czterech metod: barwienie interferencyjne, barwienie barwnikiem, barwienie elektryczne i barwienie integralne.Przyjrzyjmy się teraz bliżej każdemu z nich.
Koloryzacja elektryczna
Różne kolory są łatwo osiągalne na powierzchni anodowanych części aluminiowychzabarwienie elektrolityczne.Barwienie elektrolityczne wykorzystuje różne sole metali jako środki barwiące, w których jony metali ze zużytej soli osadzają się w porach anodowanych części aluminiowych.Dlatego kolor zależy od metalu użytego w roztworze soli.
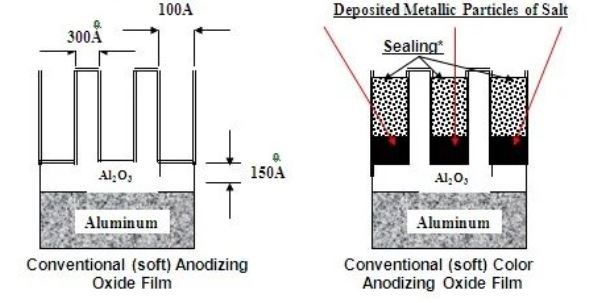
Proces elektrobarwienia
W ramach procesu elektrolizy anodowana powierzchnia jest zanurzana w stężonych roztworach soli metali, aż do wytrącenia wystarczającej ilości pigmentu, aby uzyskać pożądany kolor.Tak więc kolor zależy od metalu użytego w soli, a intensywność zabarwienia zależy od czasu zabiegu (30 sekund do 20 minut).
Niektóre popularne sole metali i barwniki stosowane w anodowanym aluminium
| SN | Sól | Kolor |
| 1 | Azotan ołowiu | Żółty |
| 2 | Octan z dichromianem potasu | Żółty |
| 3 | Octan z nadmanganianem potasu | Czerwony |
| 4 | Siarczan miedzi z siarczkiem amonu. | Zielony |
| 5 | Siarczan żelaza z potasem Żelazocyjanek | Niebieski |
| 6 | Octan kobaltu z siarczkiem amonu | Czarny |
Barwienie barwnikiem
Innym podejściem do barwienia części z anodyzowanego aluminium jest barwienie.Ten proces polega po prostu na zanurzeniu elementów, które mają być barwione, w zbiorniku zawierającym roztwór barwnika.Intensywność koloru w tym podejściu zależy od różnych zmiennych, takich jak stężenie barwnika, czas obróbki i temperatura.
Specyfikacje dotyczące barwienia barwników:
| Materiał na zbiornik matrycowy | ze stali nierdzewnej, tworzywa sztucznego lub włókna szklanego
|
| Zakres temperatury | 140 do 1600F |
| Dodatkowe ustawienie | Mieszanie powietrza, aby zapobiec zanieczyszczeniu zbiornika barwnika |
Wskazówki dotyczące idealnego barwienia barwników
· Czyszczenie anodowanych części aluminiowych ma kluczowe znaczenie, ponieważ kwasy pozostające na powierzchni mogą zakłócać proces barwienia.W niektórych sytuacjach obecność kwasów zapobiega barwieniu aluminium.Tak więc przed rozpoczęciem kąpieli barwiącej użyj wodorowęglanu sodu do desorpcji.
· Etapy anodowania i kąpieli barwiącej należy wykonywać jednocześnie, umieszczając części w barwionym zbiorniku zaraz po ich wyjęciu ze zbiornika do anodowania.
· Ponadto trzymaj kwas lub inne zanieczyszczenia z dala od zbiornika barwnika.
Kolorystyka integralna
Integralne procesy barwienia łączą dwa różne podejścia.Najpierw elementy aluminiowe są anodowane, a elementy anodowane są barwione stopami.Dlatego funkcją określonego stopu w tym procesie jest tworzenie koloru.W zależności od składu części aluminiowych i warunków eksploatacji, gama kolorystyczna może wahać się od złotego brązu poprzez głęboki brąz do czerni.
Barwienie interferencyjne
Podejście to polega na powiększeniu struktury porów i osadzeniu odpowiedniego metalu w oparciu o wymagane kolory na powierzchni, aby uzyskać kolorową powierzchnię.Tak jakbyś miał niebiesko-szary kolor, gdybyś zdeponował pięciocentówkę.Zasadniczo kolory interferencyjne powstają, gdy światło pada na anodowane powierzchnie aluminiowe i ulega załamaniu, odbiciu lub pochłonięciu.
Proces uszczelniania
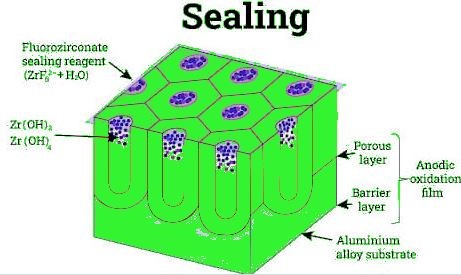
Proces uszczelniania
Głównym celem procesu uszczelniania jest powstrzymanie niechcianych cząsteczek przed wchłanianiem się do porów.Ponieważ smary lub inne niepożądane cząsteczki są czasami zatrzymywane w porach, ostatecznie przyczyniając się do korozji powierzchni.Niektóre popularne materiały uszczelniające to octan niklu, dwuchromian potasu i wrząca woda.
1. Metoda ciepłej wody
Do wykonania zbiornika uszczelniającego zwykle używa się stali nierdzewnej lub innego obojętnego materiału.Kolorowe elementy aluminiowe są najpierw zanurzane w gorącej wodzie (200 0F), gdzie na powierzchni tworzy się monohydrat glinu wraz z odpowiednim wzrostem objętości.W rezultacie niepożądane cząsteczki są eliminowane z porów.
2. Metoda fluorku niklu
Ta procedura zmiękcza elementy z anodyzowanego aluminium.W tej metodzie do anodyzowanego aluminium wprowadza się fluorek niklu.Jon fluoru przechodzi teraz do porów, gdzie jon niklu wytrąca się na powierzchni i tworzy wodorotlenek niklu, łącząc się z cząsteczkami wody, ostatecznie blokując pory.
3. Metoda dwuchromianu potasu
Technika ta wykorzystuje roztwór dichromianu potasu (5% wag./obj.) do uszczelniania anodowanych elementów aluminiowych.Najpierw składniki zanurza się na około 15 minut w zbiorniku zawierającym wrzący roztwór dichromianu potasu.Następnie powierzchnia części absorbuje jony chromianowe, a powłoka pojawia się, gdy jony te ulegną uwodnieniu.Pomimo tego, że jest mniej odporna na plamy niż inne metody uszczelniania, ta powłoka nadal zapewnia proste podejście do uszczelniania.
Dopasowanie koloru
Dopasowany kolor może być inny w zależności od partii;jeśli jednak postępujesz zgodnie z dokładnym procesem barwienia części z anodyzowanego aluminium.Z tego powodu proces i inne elementy, takie jak gatunek użytego aluminium, rodzaj wykończenia, stężenie matryc i struktura krystaliczna powierzchni, powinny być prawie identyczne we wszystkich partiach, aby uzyskać pasujący kolor.
Wniosek
Po zapoznaniu się z anodowaniem i barwieniem części aluminiowych staje się jasne, że największą zaletą anodowania aluminium jest możliwość nakładania różnych kolorów na powierzchnię, co nie tylko poprawia właściwości mechaniczne i estetykę, ale także zaspokaja zapotrzebowanie rynku.Co więcej, metoda elektrobarwienia jest najlepszą z czterech metod kolorowania, ponieważ polega na osadzeniu koloru elektrochemicznie i pozwala na stworzenie szerokiej gamy kolorów po prostu przez wybór odpowiedniego roztworu soli.
Niewątpliwie proces anodowania aluminium jest dość złożony, ponieważ obejmuje dużą część chemii, materiałoznawstwa i produkcji inżynieryjnej.Nie będzie jednak żadnych nieporozumień, jeśli wybierzesz naszeusługa anodowania. Nasza inżynieria materiałowa i inżynieria mechanicznaeksperci zapewnią Ci anodowanie aluminium na najwyższym poziomie, a Ty możesz wybrać kolor, który najlepiej pasuje do Twojego projektu.
FAQ
Na czym polega proces anodowania aluminium?
Anodowanie aluminium to proces elektrochemiczny, który tworzy warstwy odporne na korozję i zarysowania na zewnętrznych częściach metalowych, oferując doskonałe wykończenie w różnych kolorach.
Jakie kolory można wszczepiać na powierzchnię części z anodyzowanego aluminium?
Nie ma dokładnej odpowiedzi, ale prawie wszystkie kolory można nakładać na powierzchnię metodą anodowania.
Jakie są typowe metody barwienia anodowanych elementów aluminiowych?
Barwienie elektryczne, barwienie barwnikiem, barwienie interferencyjne i barwienie integralne to najpopularniejsze metody.
Czy kolor na anodowanej powierzchni blaknie z czasem?
Nie, jest bardzo trwały.Jednak nie wyłącza się w typowym środowisku, dopóki na powierzchnię nie zostanie nałożone kwaśne mycie.
Czas postu: lipiec-04-2022