ანოდირებული ალუმინის ფერები: ყველაფერი რაც თქვენ უნდა იცოდეთ
ბოლო განახლება: 09/02, წაკითხვის დრო: 7 წთ

ანოდირებული ალუმინის ნაწილები სხვადასხვა ფერის
მათი მსუბუქი წონის და მაღალი სიმტკიცის გამო,ალუმინი და მისი სხვადასხვა კლასის შენადნობებიხშირად გამოიყენება სამშენებლო მასალები სხვადასხვა ინდუსტრიებში, მათ შორის სამედიცინო, საავტომობილო და აერონავტიკაში.არ აქვს მნიშვნელობა, წარმოების რომელი პროცესია გამოყენებული ამ ნაწილების დასამზადებლად.ზედაპირის დასრულებააუცილებელია ამ ნაწილების მექანიკური თვისებების და ესთეტიკური სილამაზის გასაძლიერებლად.
იმის გამო, რომ ფერების ფართო სპექტრი შეიძლება დაფარული იყოს ზედაპირზეანოდირება, ეს არის ზედაპირის დასრულების ყველაზე პოპულარული მეთოდი, რომელიც გამოიყენება გლობალურ წარმოებაში.ალუმინის ნაწილები დამზადებულია იმისთვის, რომ იყოს გამძლე და შესანიშნავი წინააღმდეგობა მკაცრი გარემოს ზემოქმედების მიმართ, ანოდირების ფერის წყალობით.გარდა ამისა, აბრაზიას წინააღმდეგობის გაწევის უნარი მიიღწევა ფერის ანოდირების გზით.ამ სტატიაში იქნება მიმოხილვაალუმინის ანოდიზაციის პროცესი, შეღებვის სხვადასხვა მიდგომები, ფერის შეხამება და მასთან დაკავშირებული პროცესები.
ალუმინის ანოდიზაციის პროცესი
წარმოებული ნაწილების გაწმენდა პირველი ნაბიჯია ალუმინის ანოდირებაში, ხოლო გრავირებაზე ტუტე საუკეთესო საწმენდი საშუალებაა სამუშაოსთვის.ყველა მსუბუქი ზეთი და სხვა ნივთიერებები, რომლებმაც შეიძლება შეაფერხოს ანოდირების პროცესი, ამოღებულია ამ გაწმენდის პროცესში.ტუტე გრავირება უნდა განხორციელდეს გაწმენდის შემდეგ, რათა აღმოიფხვრას დარჩენილი ბუნებრივი ოქსიდები ზედაპირიდან.მისთვის საუკეთესო ვარიანტია ნატრიუმის ჰიდროქსიდები.
შემდეგი ნაბიჯი არის გაწმენდილი და ამოჭრილი ალუმინის ნაწილების გამოდევნა აზოტის მჟავას ხსნარში, რათა ზედაპირი გლუვი გახდეს და მოამზადოს იგი ანოდიზაციისთვის.
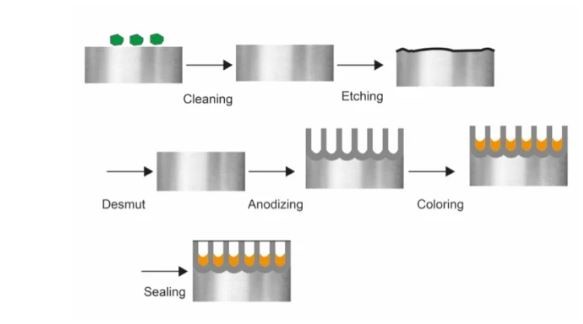
ალუმინის ანოდირებული შეღებვის სხვადასხვა ეტაპები
დაბოლოს, ალუმინის კომპონენტები ანოდიზაციისთვის ჩაძირულია გოგირდმჟავას ელექტროლიტში.კათოდი მდებარეობს ელექტროლიტის ავზის გარეთ.ალუმინის კომპონენტები, რომლებიც უნდა იყოს დაფარული, ემსახურება როგორც ანოდს.შემდეგ ელექტროდი მიემართება ელექტროდს ("+" ტერმინალი ანოდზე და "-" ტერმინალი კათოდზე).ახლა, ელექტრული დენი მოძრაობს ელექტროლიტური ხსნარში და ათავისუფლებს ოქსიდის იონებს, რომლებიც მიდიან ალუმინის სუბსტრატში, რათა შექმნან ინტეგრირებული ოქსიდის ფენა ზედაპირზე.
ფერები ალუმინის ანოდიზებულ ნაწილებზე
ზოგადად, ანოდირებული ალუმინის ნაწილები შეღებილია შემდეგი ოთხი მეთოდის გამოყენებით: ჩარევის შეღებვა, საღებავის შეღებვა, ელექტრო შეღებვა და ინტეგრალური შეღებვა.მოდით, ახლა უფრო ახლოს მივხედოთ თითოეულ მათგანს.
ელექტრო შეღებვა
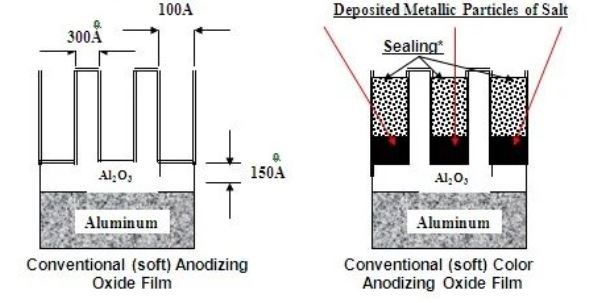
სხვადასხვა ფერის ადვილად მიღწევადია ანოდირებული ალუმინის ნაწილების ზედაპირზეელექტროლიტური შეღებვა.ელექტროლიტური შეღებვა იყენებს სხვადასხვა ლითონის მარილებს, როგორც საღებავებს, სადაც გამოყენებული მარილის ლითონის იონები დეპონირდება ანოდირებული ალუმინის ნაწილების ფორებში.აქედან გამომდინარე, ფერი დამოკიდებულია ლითონზე, რომელიც გამოიყენება მარილის ხსნარში.
ელექტრო შეღებვის პროცესი
როგორც ელექტროლიზის პროცესის ნაწილი, ანოდირებული ზედაპირი ჩაძირულია ლითონის მარილების კონცენტრირებულ ხსნარებში, სანამ არ დაილექება საკმარისი პიგმენტი სასურველი ფერის შესაქმნელად.ამრიგად, ფერი დამოკიდებულია მარილში გამოყენებულ ლითონზე, ხოლო შეღებვის ინტენსივობა დამოკიდებულია მკურნალობის დროზე (30 წამიდან 20 წუთამდე).
ზოგიერთი ჩვეულებრივი ლითონის მარილი და ფერები, რომლებიც გამოიყენება ანოდირებული ალუმინის შეღებვაში
| SN | Მარილი | ფერი |
| 1 | ტყვიის ნიტრატი | ყვითელი |
| 2 | აცეტატი კალიუმის დიქრომატით | ყვითელი |
| 3 | აცეტატი კალიუმის პერმანგანატთან ერთად | წითელი |
| 4 | სპილენძის სულფატი ამონიუმის სულფიდით. | მწვანე |
| 5 | რკინის სულფატი კალიუმის ფერო-ციანიდით | ლურჯი |
| 6 | კობალტის აცეტატი ამონიუმის სულფიდით | შავი |
საღებავის შეღებვა
ანოდირებული ალუმინის ნაწილის შეღებვის კიდევ ერთი მიდგომა არის საღებავის შეღებვა.ეს პროცესი გულისხმობს უბრალოდ შეღებილი კომპონენტების ჩაძირვას საღებავების შემცველ ავზში.ფერის ინტენსივობა ამ მიდგომში დამოკიდებულია სხვადასხვა ცვლადებზე, როგორიცაა საღებავის კონცენტრაცია, დამუშავების დრო და ტემპერატურა.
სპეციფიკაციები საღებავის შეღებვისთვის:
| მასალა ტანკისთვის | უჟანგავი ფოლადი, პლასტმასი ან მინაბოჭკოვანი
|
| Ტემპერატურის დიაპაზონი | 140-დან 160-მდე0F |
| დამატებითი დაყენება | ჰაერის აჟიოტაჟი საღებავის ავზის დაბინძურების თავიდან ასაცილებლად |
რჩევები საღებავის სრულყოფილი შეღებვისთვის
· ანოდირებული ალუმინის ნაწილების გაწმენდა გადამწყვეტია, რადგან ზედაპირზე მყოფმა მჟავებმა შეიძლება ხელი შეუშალოს კვდომის პროცესს.ზოგიერთ სიტუაციაში, მჟავების არსებობა ხელს უშლის ალუმინის შეღებვას.ასე რომ, საღებავის აბაზანის დაწყებამდე გამოიყენეთ ნატრიუმის ბიკარბონატი დეზორბციისთვის.
· ანოდიზაციისა და საღებავის დაბანის საფეხურები უნდა დასრულდეს ერთდროულად, ნაწილების მოთავსება შეღებილ ავზში ანოდირების ავზიდან ამოღებისთანავე.
· გარდა ამისა, შეინახეთ ნებისმიერი მჟავა ან სხვა დაბინძურება საღებავის ავზიდან მოშორებით.
ინტეგრალური შეღებვა
ინტეგრალური შეღებვის პროცესები აერთიანებს ორ განსხვავებულ მიდგომას.პირველ რიგში, ალუმინის კომპონენტები ანოდირებულია, ხოლო ანოდირებული კომპონენტები შეღებილია შენადნობებით.მაშასადამე, კონკრეტული შენადნობის ფუნქცია ამ პროცესში არის ის, თუ როგორ ვითარდება ფერი.ალუმინის ნაწილების შემადგენლობისა და მუშაობის პირობებიდან გამომდინარე, ფერის დიაპაზონი შეიძლება განსხვავდებოდეს ოქროს ბრინჯაოსგან ღრმა ბრინჯაოსგან შავამდე.
ჩარევის შეღებვა
ეს მიდგომა გულისხმობს ფორების სტრუქტურის გაფართოებას და შესაბამისი მეტალის დეპონირებას საჭირო ფერებზე დაფუძნებული ზედაპირზე ფერადი ზედაპირის მისაღებად.როგორც თქვენ მიიღებთ ლურჯ-ნაცრისფერ ფერს, თუ ნიკელს ჩაყრით.ძირითადად, ინტერფერენციული ფერები წარმოიქმნება, როდესაც სინათლე ეცემა ანოდირებული ალუმინის ზედაპირებს და ირღვევა, აირეკლება ან შეიწოვება.
დალუქვა-პროცესი
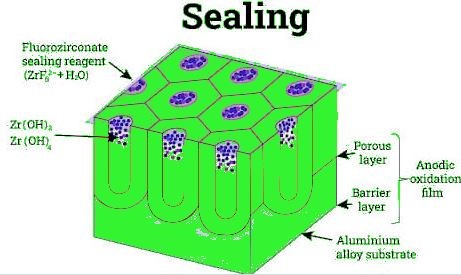
დალუქვის პროცესი
დალუქვის პროცესის მთავარი მიზანია არასასურველი მოლეკულების ფორებში შეწოვის შეჩერება.იმის გამო, რომ ლუბრიკანტები ან სხვა არასასურველი მოლეკულები ზოგჯერ ნარჩუნდება ფორებში, რაც საბოლოოდ ხელს უწყობს ზედაპირის კოროზიას.ზოგიერთი ჩვეულებრივი დალუქვის მასალაა ნიკელის აცეტატი, კალიუმის დიქრომატი და მდუღარე წყალი.
1. ცხელი წყლის მეთოდი
დალუქვის ავზის დასამზადებლად ჩვეულებრივ გამოიყენება უჟანგავი ფოლადი ან სხვა ინერტული მასალა.ფერადი ალუმინის კომპონენტები ჯერ ჩაძირულია ცხელ წყალში (200 0F), სადაც ზედაპირზე წარმოიქმნება ალუმინის მონოჰიდრატი, მოცულობის შესაბამის ზრდასთან ერთად.შედეგად, არასასურველი მოლეკულები გამოიყოფა ფორიდან.
2. ნიკელის ფტორის მეთოდი
ეს პროცედურა არბილებს ანოდირებული ალუმინის კომპონენტებს.ამ მეთოდით, ფტორის ნიკელი შეჰყავთ ანოდირებულ ალუმინს.ფტორის იონი ახლა მიდის ფორებში, სადაც ნიკელის იონი იშლება ზედაპირზე და წარმოქმნის ნიკელის ჰიდროქსიდს წყლის მოლეკულებთან შერწყმით, რაც საბოლოოდ ბლოკავს ფორებს.
3. კალიუმის დიქრომატის მეთოდი
ეს ტექნიკა იყენებს კალიუმის დიქრომატის (5% w/V) ხსნარს ანოდირებული ალუმინის კომპონენტების დალუქვისთვის.პირველ რიგში, კომპონენტები ჩაეფლო დაახლოებით 15 წუთის განმავლობაში ავზში, რომელიც შეიცავს კალიუმის დიქრომატის მდუღარე ხსნარს.შემდეგ, ნაწილების ზედაპირი შთანთქავს ქრომატის იონებს და საფარი ხდება მაშინ, როდესაც ეს იონები დატენიანდება.მიუხედავად იმისა, რომ ნაკლებად მდგრადია ლაქების მიმართ, ვიდრე სხვა დალუქვის მეთოდები, ეს საფარი მაინც გვთავაზობს დალუქვის მარტივ მიდგომას.
ფერის შესატყვისი
შესატყვისი ფერი შეიძლება განსხვავდებოდეს სხვადასხვა ჯგუფის მიხედვით;თუმცა, თუ დაიცავთ ანოდირებული ალუმინის ნაწილების შეღებვის ზუსტ პროცესს.ამის გამო, პროცესი და სხვა ელემენტები, როგორიცაა გამოყენებული ალუმინის ხარისხი, დასრულების ტიპი, ფენების კონცენტრაცია და ზედაპირის კრისტალური სტრუქტურა, უნდა იყოს თითქმის იდენტური ყველა პარტიაში, რათა მიიღოთ შესაბამისი ფერი.
დასკვნა
ალუმინის ნაწილების ანოდიზაციისა და შეღებვის განხილვის შემდეგ, ცხადია, რომ ალუმინის ანოდიზაციის საუკეთესო უპირატესობა არის ზედაპირზე სხვადასხვა ფერის ჩანერგვის შესაძლებლობა, რაც არა მხოლოდ აძლიერებს მექანიკურ თვისებებს და ესთეტიკურ სილამაზეს, არამედ აკმაყოფილებს ბაზრის მოთხოვნას.გარდა ამისა, ელექტრო შეღებვის მეთოდი საუკეთესოა შეღებვის ოთხი მიდგომიდან, რადგან ის ფერს ელექტროქიმიურად ათავსებს და საშუალებას იძლევა შექმნას ფერების ფართო სპექტრი, უბრალოდ მარილის შესაბამისი ხსნარის არჩევით.
ეჭვგარეშეა, რომ ალუმინის ანოდიზაციის პროცესი საკმაოდ რთულია, რადგან ის მოიცავს უამრავ ქიმიას, მატერიალურ მეცნიერებას და საინჟინრო წარმოებას.თუმცა, არ იქნება რაიმე დაბნეულობა, თუ აირჩევთ ჩვენსანოდირების სერვისი. ჩვენი მატერიალური მეცნიერება და მექანიკური ინჟინერიაექსპერტები მოგაწვდით უმაღლესი კალიბრის ალუმინის ანოდირებას და თქვენ შეგიძლიათ აირჩიოთ ფერი, რომელიც საუკეთესოდ შეეფერება თქვენს პროექტს.
ხშირად დასმული კითხვები
რა არის ალუმინის ანოდიზაციის პროცესი?
ალუმინის ანოდირება არის ელექტროქიმიური პროცესი, რომელიც ავითარებს კოროზიის და ნაკაწრებისადმი მდგრად ფენებს ლითონის ნაწილების გარედან, რაც შესანიშნავ დასრულებას სთავაზობს სხვადასხვა ფერებში.
რომელი ფერები შეიძლება დაინერგოს ანოდირებული ალუმინის ნაწილების ზედაპირზე?
ზუსტი პასუხი არ არსებობს, მაგრამ თითქმის ყველა ფერის გამოყენება შესაძლებელია ზედაპირზე ანოდირების მიდგომით.
რა არის ტიპიური მეთოდები ანოდირებული ალუმინის კომპონენტების შეღებვისთვის?
ელექტრო შეღებვა, საღებავის შეღებვა, ინტერფერენციული შეღებვა და ინტეგრალური შეღებვა ყველაზე პოპულარული მეთოდებია.
დროთა განმავლობაში ქრება ფერი ანოდირების ზედაპირზე?
არა, ძალიან გამძლეა.თუმცა, ის არ ითიშება ჩვეულებრივ გარემოში, სანამ ზედაპირზე მჟავე სარეცხი არ მოხდება.
გამოქვეყნების დრო: ივლის-04-2022