Colores de aluminio anodizado: todo lo que necesita saber
Última actualización: 09/02, tiempo de lectura: 7 minutos

Piezas de aluminio anodizado con varios colores.
Debido a su peso ligero y alta resistencia,aluminio y sus diversos grados de aleacionesson materiales de construcción de uso frecuente en diversas industrias, incluidas la médica, la automotriz y la aeroespacial.No importa qué proceso de fabricación se utilice para fabricar estas piezas.Acabado de superficieses fundamental para realzar las propiedades mecánicas y la belleza estética de estas piezas.
Debido a que la amplia gama de colores se puede recubrir en la superficie medianteanodizado, es el método de acabado de superficies más popular utilizado en la fabricación global.Las piezas de aluminio están hechas para ser duraderas y excelentes resistentes a la exposición ambiental adversa, gracias al color anodizado.Además, la capacidad de resistir la abrasión se puede lograr anodizando el color.Este artículo resumiráel proceso de anodizado de aluminio, varios enfoques de coloración, combinación de colores y procesos relacionados.
Proceso de anodizado de aluminio
La limpieza de las piezas fabricadas es el primer paso en el anodizado de aluminio, y el grabado alcalino es el mejor agente de limpieza para el trabajo.Todos los aceites ligeros y otras sustancias que puedan dificultar el proceso de anodizado se eliminan durante este proceso de limpieza.El grabado alcalino debe realizarse después de la limpieza para eliminar cualquier óxido natural restante de la superficie.La mejor opción para ello son los hidróxidos de sodio.
El siguiente paso es expulsar las piezas de aluminio limpias y grabadas en una solución de ácido nítrico para suavizar la superficie y prepararla para el anodizado.
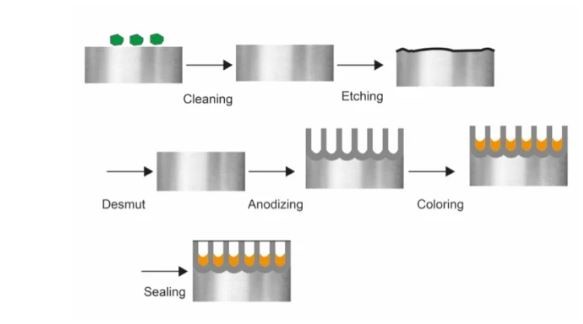
Varias etapas para la coloración de aluminio anodizado.
Finalmente, los componentes de aluminio se sumergen en un electrolito de ácido sulfúrico para anodizarlos.El cátodo está ubicado fuera del tanque de electrolito.Los componentes de aluminio que deben recubrirse sirven como ánodo.Luego se aplica una corriente eléctrica al electrodo (terminal “+” al ánodo y terminal “-” al cátodo).Ahora, la corriente eléctrica se mueve a través de la solución electrolítica y libera los iones de óxido, que van al sustrato de aluminio para formar la capa de óxido integrada en la superficie.
Colores en piezas de aluminio anodizado
En general, las piezas de aluminio anodizado se colorean utilizando los siguientes cuatro métodos: coloración por interferencia, coloración por tinte, coloración eléctrica y coloración integral.Echemos un vistazo más de cerca a cada uno de ellos ahora.
Electro coloración
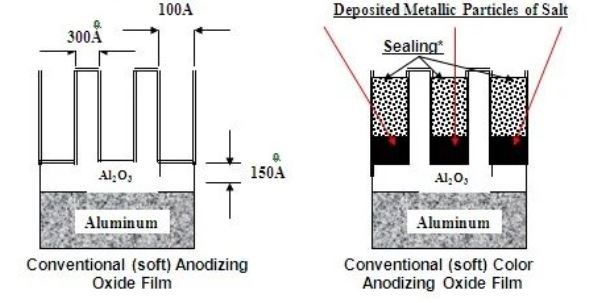
Varios colores son fácilmente alcanzables en la superficie de piezas de aluminio anodizado con elcoloración electrolítica.La coloración electrolítica utiliza diferentes sales metálicas como agente colorante, donde los iones metálicos de la sal utilizada se depositan en los poros de las piezas de aluminio anodizado.Por lo tanto, el color depende del metal utilizado en la solución salina.
Proceso de electrocoloración
Como parte del proceso de electrólisis, la superficie anodizada se sumerge en soluciones concentradas de sales metálicas hasta que precipita suficiente pigmento para crear el color deseado.Así, el color depende del metal utilizado en la sal, y la intensidad de la coloración depende del tiempo de tratamiento (30 segundos a 20 minutos).
Algunas sales de metales comunes y colores utilizados en la coloración de aluminio anodizado.
| SN | Sal | Color |
| 1 | nitrato de plomo | Amarillo |
| 2 | Acetato con dicromato de potasio | Amarillo |
| 3 | Acetato con permanganato de potasio | Rojo |
| 4 | Sulfato de cobre con sulfuro de amonio. | Verde |
| 5 | Sulfato férrico con ferrocianuro de potasio | Azul |
| 6 | Acetato de cobalto con sulfuro de amonio | Negro |
colorante de tinte
Otro enfoque para colorear la pieza de aluminio anodizado es la coloración por tinte.Este proceso implica simplemente sumergir los componentes a colorear en el tanque que contiene la solución de tinte.La intensidad del color en este enfoque depende de las diferentes variables, como la concentración del tinte, el tiempo de tratamiento y la temperatura.
Especificaciones para la coloración del tinte:
| Material para el tanque de troquel | acero inoxidable, plástico o fibra de vidrio
|
| Rango de temperatura | 140 a 1600F |
| Configuración adicional | Agitación de aire para evitar la contaminación del tanque de tinte. |
Consejos para una coloración de tinte perfecta
· La limpieza de las piezas de aluminio anodizado es crucial porque los ácidos persistentes en la superficie pueden interferir con el proceso de teñido.En algunas situaciones, la presencia de ácidos impide que el aluminio se tiña.Entonces, antes de comenzar el baño de tinte, use bicarbonato de sodio para desorber.
· Los pasos de anodizado y baño de tinte deben completarse simultáneamente, colocando las piezas en el tanque teñido tan pronto como se retiren del tanque de anodizado.
· Además, mantenga cualquier ácido u otra contaminación lejos del tanque de tinte.
Coloración integral
Los procesos de coloración integrales combinan dos enfoques diferentes.Primero, los componentes de aluminio se anodizan y los componentes anodizados se colorean con las aleaciones.Por lo tanto, la función de una aleación específica en este proceso es cómo se desarrolla el color.Según la composición de las piezas de aluminio y las condiciones de funcionamiento, la gama de colores puede variar desde un bronce dorado hasta un bronce profundo y negro.
Coloración de interferencia
Este enfoque implica la ampliación de la estructura de los poros y la deposición del metal apropiado en función de los colores requeridos en la superficie para obtener la superficie coloreada.Como si obtendrías un color gris azulado si depositases una moneda de cinco centavos.Fundamentalmente, los colores de interferencia se producen cuando la luz golpea superficies de aluminio anodizado y se refracta, refleja o absorbe.
Proceso de sellado
Proceso de sellado
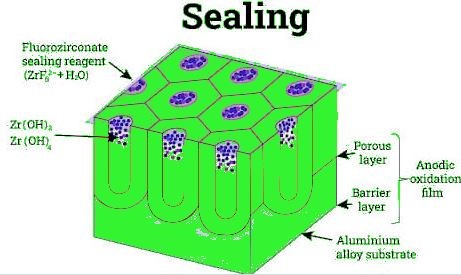
El objetivo principal del proceso de sellado es evitar que las moléculas no deseadas se absorban en los poros.Porque los lubricantes u otras moléculas no deseadas a veces se retienen en los poros, lo que eventualmente contribuye a la corrosión de la superficie.Algunos materiales de sellado comunes son acetato de níquel, dicromato de potasio y agua hirviendo.
1. método de agua caliente
Normalmente se utiliza acero inoxidable u otro material inerte para fabricar el tanque de sellado.Los componentes de aluminio coloreados se sumergen primero en agua caliente (200 0F), donde el monohidrato de aluminio se forma en la superficie, junto con el correspondiente aumento de volumen.Como resultado, las moléculas indeseables se eliminan del poro.
2. Método de fluoruro de níquel
Este procedimiento suaviza los componentes de aluminio anodizado.En este método, el fluoruro de níquel se introduce en el aluminio anodizado.El ion de fluoruro ahora va a los poros, donde el ion de níquel se precipita en la superficie y forma hidróxido de níquel al combinarse con moléculas de agua, lo que finalmente bloquea los poros.
3. Método de dicromato de potasio
Esta técnica utiliza una solución de dicromato de potasio (5 % p/V) para sellar componentes de aluminio anodizado.Primero, los componentes se sumergen durante unos 15 minutos en un tanque que contiene una solución hirviendo de dicromato de potasio.A continuación, la superficie de las piezas absorbe los iones de cromato y el recubrimiento se produce cuando estos iones se hidratan.A pesar de ser menos resistente a las manchas que otros métodos de sellado, este recubrimiento aún ofrece un enfoque sencillo para el sellado.
Coincidencia de colores
El color a juego podría ser diferente según los distintos lotes;sin embargo, si sigue el proceso exacto de coloración para piezas de aluminio anodizado.Debido a esto, el proceso y otros elementos como el grado de aluminio utilizado, el tipo de acabado, la concentración de las matrices y la estructura cristalina de la superficie deben ser casi idénticos en todos los lotes para obtener el color correspondiente.
Conclusión
Después de revisar el anodizado y el coloreado de las piezas de aluminio, está claro que el mejor beneficio del anodizado de aluminio es la capacidad de implantar diferentes colores en la superficie, lo que no solo mejora las propiedades mecánicas y la belleza estética, sino que también satisface la demanda del mercado.Además, el método de electrocoloración es el mejor de los cuatro enfoques de coloración porque deposita el color electroquímicamente y permite crear una amplia gama de colores simplemente eligiendo la solución salina adecuada.
Sin duda, el proceso de anodizado de aluminio es bastante complejo porque involucra una gran cantidad de química, ciencia de materiales e ingeniería de fabricación.Sin embargo, no habrá ninguna confusión si selecciona nuestroservicio de anodizado. Nuestra ciencia de materiales e ingeniería mecánicaexpertos te proporcionarán anodizados de aluminio del más alto calibre, y podrás elegir el color que mejor se adapte a tu proyecto.
Preguntas frecuentes
¿Qué es el proceso de anodizado de aluminio?
El anodizado de aluminio es un proceso electroquímico que desarrolla capas resistentes a la corrosión y al rayado en el exterior de las piezas metálicas, ofreciendo un excelente acabado en varios colores.
¿Qué colores se pueden implantar en la superficie de las piezas de aluminio anodizado?
No hay una respuesta exacta, pero casi todos los colores se pueden aplicar a la superficie con el método de anodizado.
¿Cuáles son los métodos típicos para colorear componentes de aluminio anodizado?
Los métodos más populares son la coloración eléctrica, la coloración por tinte, la coloración por interferencia y la coloración integral.
¿El color de la superficie anodizada se desvanece con el tiempo?
No, es muy duradero.Sin embargo, no se apaga en un ambiente típico hasta que se aplica un lavado ácido a la superficie.
Hora de publicación: 04-jul-2022