Анодизацияләнгән алюминий төсләр: Сез белергә тиеш булган бар нәрсә
Соңгы яңарту: 09/02, уку вакыты: 7мин

Төрле төсле анодлаштырылган алюминий өлешләре
Аларның җиңел һәм югары көче аркасында,алюминий һәм аның төрле эретмәләретөрле тармакларда, шул исәптән медицина, автомобиль һәм аэрокосмик төзелеш материалларында еш кулланыла.Бу өлешләрне ясау өчен нинди җитештерү процессы кулланылуы мөһим түгел.Faceир өсте бизәүбу өлешләрнең механик үзлекләрен һәм эстетик матурлыгын арттыру өчен бик мөһим.
Чөнки төсләрнең киң ассортименты өслектә капланырга мөмкинанодизация, бу глобаль җитештерүдә кулланылган иң популяр өслек бизәү ысулы.Алюминий детальләре чыдамлы һәм әйләнә-тирә мохиткә тәэсир итәр өчен искиткеч каршы торалар, анодизация төсе аркасында.Өстәвенә, абразиягә каршы тору сәләтен анодизацияләү ярдәмендә ирешеп була.Бу мәкалә гомуми күзәтү ясаячакАлюминий анодизация процессы, төрле төсле алымнар, төсләргә туры килү, һәм аңа бәйле процесслар.
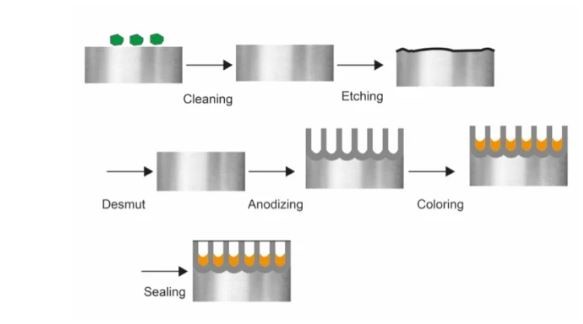
Алюминий анодизация процессы
Partiesитештерелгән өлешләрне чистарту - алюминийны анодизацияләүдә беренче адым, һәм гравалы эшкәртү - эш өчен иң яхшы чистарту агенты.Бу чистарту барышында анодизация процессына комачаулый торган барлык җиңел майлар һәм башка матдәләр чыгарыла.Кычыткан эшкәртү җирдән калган табигый оксидларны бетерү өчен чистартылганнан соң башкарылырга тиеш.Аның өчен иң яхшы вариант - натрий гидроксидлары.
Киләсе адым - чистартылган һәм чистартылган алюминий өлешләрен азот кислотасы эремәсенә чыгару, өслеген шома һәм анодизациягә әзерләү.
Алюминий анодлаштырылган буяу өчен төрле этаплар
Ниһаять, алюминий компонентлары анодизация өчен күкерт кислотасының электролитына батырыла.Катод электролит танкы читендә урнашкан.Алюминий компонентлары капланырга тиеш, анод булып хезмәт итә.Аннары электродка электр токы кулланыла ("+" терминал анодка һәм "-" терминал Катодка).Хәзер электр тогы электролитик эремә аша хәрәкәт итә һәм алюминий субстратына өслектә интеграль оксид катламын формалаштыручы оксид ионнарын җибәрә.
Алюминий анодизацияләнгән өлешләрдәге төсләр
Гадәттә, анодизацияләнгән алюминий өлешләре түбәндәге дүрт ысул ярдәмендә төсле: комачаулау буяу, буяу буяу, электро буяу һәм интеграль буяу.Әйдәгез хәзер аларның һәрберсенә игътибар итик.
Электро буяу
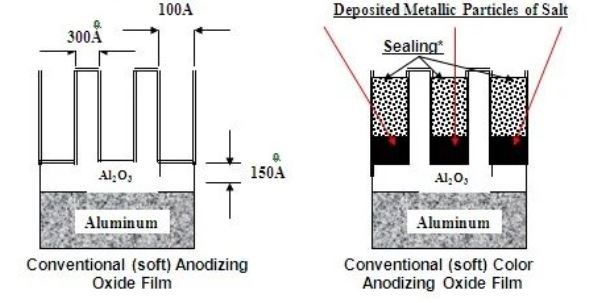
Анодизацияләнгән алюминий өлешләре өслегендә төрле төсләргә җиңел ирешеп булаэлектролитик төс.Электролитик буяу төрле металл тозларны буяу агенты буларак куллана, анда кулланылган тозның металл ионнары анодлаштырылган алюминий өлешләренең күзәнәкләренә керәләр.Шуңа күрә төс тоз эремәсендә кулланылган металлга бәйле.
Электро буяу процессы
Электролиз процессының бер өлеше буларак, анодизацияләнгән өслек металл тозларның концентрацияләнгән эремәләренә батырыла, кирәкле төс булдыру өчен җитәрлек пигмент яуганчы.Шулай итеп, төс тозда кулланылган металлга, һәм төснең интенсивлыгы дәвалау вакытына бәйле (30 секундтан 20 минутка).
Анодланган алюминий буяуда кулланылган кайбер металл тозлар һәм төсләр
| SN | Тоз | Төс |
| 1 | Кургашлы нитрат | Сары |
| 2 | Калий дихроматы белән ацетат | Сары |
| 3 | Калий перманганат белән ацетат | Кызыл |
| 4 | Аммоний сульфиды белән бакыр сульфат. | Яшел |
| 5 | Калийлы ферик сульфат Ферро-цианид | Зәңгәр |
| 6 | Аммоний сульфид белән кобальт асетат | Кара |
Буяу буяу
Анодизацияләнгән алюминий өлешен төсләргә тагын бер ысул - буяу буяу.Бу процесс буяу эремәсе булган танкка төсле компонентларны батыруны үз эченә ала.Бу ысулдагы төснең интенсивлыгы буяу концентрациясе, дәвалау вакыты, температура кебек төрле үзгәрүләргә бәйле.
Буяу буяу өчен үзенчәлекләр:
| Танк өчен материал | дат басмаган корыч, пластик яки җепселле пыяла
|
| Температура диапазоны | 140 - 1600F |
| Өстәмә көйләү | Буяу танкының пычрануы өчен һава агитациясе |
Камил буяу өчен киңәшләр
· Анодизацияләнгән алюминий өлешләрен чистарту бик мөһим, чөнки өслектәге кислоталар үлем процессына комачаулый ала.Кайбер очракларда кислоталарның булуы алюминийны буяуга комачаулый.Шулай итеп, буяу мунчасын башлар алдыннан натрий биарбонатын дезорбка кулланыгыз.
· Анодизацияләү һәм буяу коену адымнары бер үк вакытта тәмамланырга тиеш, өлешләр буялган танкка анодизацияләү танкыннан чыгарылганнан соң урнаштырылырга тиеш.
· Өстәвенә, теләсә нинди кислота яки башка пычрануны буяу өчен саклагыз.
Интеграль буяу
Интеграль буяу процесслары ике төрле карашны берләштерә.Беренчедән, алюминий компонентлары анодлаштырылган, анодизацияләнгән компонентлар эретмәләр белән төсле.Шуңа күрә, бу процесста билгеле бер эретмәнең функциясе - төснең ничек үсеше.Алюминий өлешләренең составына һәм эш шартларына нигезләнеп, төс диапазоны алтын бронзадан тирән бронзадан карага кадәр булырга мөмкин.
Интерфейс буяу
Бу алым күзәнәк структурасын киңәйтүне һәм төсле өслекне алу өчен кирәкле төсләргә нигезләнеп тиешле металлны урнаштыруны үз эченә ала.Никель куйсаң, зәңгәрсу-соры төс алыр идең.Нигездә, комачаулык төсләре анодизацияләнгән алюминий өслекләренә бәрелгәндә, сындырылганда, чагылышта яки сеңгәндә барлыкка килә.
Мөһерләү процессы
Мөһерләү процессы
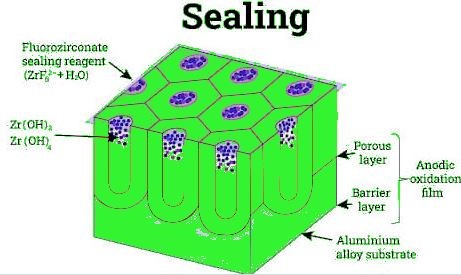
Мөһерләү процессының төп максаты - кирәкмәгән молекулаларның күзәнәкләргә сеңүен туктату.Чөнки майлау материаллары яки башка кирәкмәгән молекулалар кайвакыт күзәнәкләрдә саклана, ахыр чиктә коррозиягә ярдәм итә.Кайбер киң таралган мөһер материаллары - никель асетат, калий дихроматы һәм кайнап торган су.
1. Кайнар су ысулы
Датланмаган корыч яки бүтән инерт материал гадәттә мөһер танкы ясау өчен кулланыла.Төсле алюминий компонентлары башта кайнар суга баталар (200 0F), монда алюминий монохидрат барлыкка килә, шулай ук күләмнең артуы.Нәтиҗәдә, теләмәгән молекулалар күзәнәктән юкка чыга.
2. Никель Флюорид ысулы
Бу процедура анодлаштырылган алюминий компонентларын йомшарта.Бу ысулда анодланган алюминийга фторлы никель кертелә.Флюорид ионы хәзер күзәнәкләргә бара, анда никель ионы өслектә ява һәм никель гидроксидын су молекулалары белән кушып, ахыр чиктә тишекләрне блоклый.
3. Калий дихромат ысулы
Бу ысул анодлаштырылган алюминий компонентларын мөһерләү өчен калий дихроматы (5% w / V) эремәсен куллана.Беренчедән, компонентлар якынча 15 минут калий дихроматының кайнап торган эремәсе булган танкка чумалар.Аннары, өлешләр өслеге хромат ионнарын сеңдерә, һәм бу ионнар гидратлангач каплау барлыкка килә.Башка плитка ысулларына караганда азрак такка чыдам булуына карамастан, бу каплау мөһерләүгә турыдан-туры караш тәкъдим итә.
Төсләр туры килүе
Төрле партия буенча туры килгән төс төрле булырга мөмкин;шулай да, анодизацияләнгән алюминий өлешләре өчен төгәл төс бирү процессын үтәсәгез.Шуңа күрә, процесс һәм кулланылган алюминий дәрәҗәсе, бетү төре, үлгән концентрациясе һәм кристалл структурасы кебек төс алу өчен партияләр арасында бертигез булырга тиеш.
Йомгаклау
Алюминий өлешләрен анодизацияләү һәм буяу белән танышканнан соң, алюминий анодизациясенең иң яхшы файдасы - төрле төсләр өскә кую сәләте, бу механик үзенчәлекләрне һәм эстетик матурлыкны арттырмыйча, базар ихтыяҗын да канәгатьләндерә.Моннан тыш, электро-буяу ысулы буяуга дүрт карашның иң яхшысы, чөнки ул төсне электрохимик яктан саклый һәм тиешле тоз эремәсен сайлап кына төрле төсләр булдырырга мөмкинлек бирә.
Alичшиксез, алюминийны анодизацияләү процессы бик катлаулы, чөнки ул бик күп химия, материаль фән һәм инженерлык җитештерүне үз эченә ала.Ләкин, безнекен сайласаң, буталчыклык булмасанодизация хезмәте. Безнең материаль фән һәм машина төзелешебелгечләр сезгә иң югары калибрлы алюминий анодизациясе бирәчәкләр, һәм сез үз проектыгызга туры килгән төсне сайлый аласыз.
Сораулар
Алюминий анодизация процессы нәрсә ул?
Алюминий анодизациясе - электрохимик процесс, ул металл өлешләрнең тышкы ягында коррозиягә һәм тырмага чыдам катламнарны үстерә, төрле төстә искиткеч бизәк тәкъдим итә.
Анодланган алюминий өлешләре өслегенә нинди төсләр урнаштырырга мөмкин?
Төгәл җавап юк, ләкин барлык төсләр дә диярлек анодизация ысулы белән кулланылырга мөмкин.
Анодизацияләнгән алюминий компонентларын буяу өчен типик ысуллар нинди?
Электро буяу, буяу буяу, комачаулык буяу, интеграль буяу - иң популяр ысуллар.
Анодизация өстендәге төс вакыт узу белән сүнәме?
, К, бу бик нык.Ләкин, гадәти мохиттә кислоталы юу беткәнче сүнми.
Пост вакыты: Июль-04-2022